|
|
| No dimensional drawings!
Unit:
|
|
|
| No dimensional drawings!
Unit:
|
3 要求
3.1 性能等級、材料及使用配合
3.1.1 螺栓、螺母、墊圈的性能等級和材料按表1的規定。表中35VB鋼的技術條件見附錄A。
表1
類别 | 性能等級 | 材料 | 标準編号 | 适用規格 |
螺栓 | 10.9S | 20MnTiB ML20MnTiB | GB/T 3077 CB/T 6478 | ≤M24 |
35VB |
| ≤M30 | ||
8.8S | 45、35 | CB/T 699 | ≤M20 | |
20MnTiB、40Cr ML20MnTiB | CB/T 3077 CB/T 6478 | ≤M24 | ||
35CrMo | CB/T 3077 | ≤M30 | ||
35VB |
| |||
螺母 | 10H | 45、35 ML35 | CB/T 699 CB/T 6478 |
|
8H | ||||
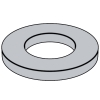
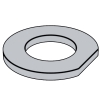
墊圈 | 35HRC~45HRC | 45、35 | CB/T 699 |
3.1.2 螺栓、螺母、墊圈的使用配合按表2的規定。
表2
類别 | 螺栓 | 螺母 | 墊圈 |
型式尺寸 | 按 GB/T 1228規定 | 按 GB/T 1229規定 | 按 GB/T 1230規定 |
性能等級 | 10.9S | 10H | 35HRC~45HRC |
8.8S | 8H | 35HRC~45HRC |
3.2 機械性能
3.2.1 螺栓機械性能
3.2.1.1 試件機械性能
制造廠應将制造螺栓的材料取樣,經與螺栓制造中相同的熱處理工藝處理後,制成試件進行拉伸試驗,其結果應符合表3的規定,當螺栓的材料直徑≥16mm時,根據用戶要求,制造廠還應增加常溫沖擊試驗,其結果應符合表3的規定。
表3
性能等級 | 抗拉強度 Rm/Mpa | 規定非比例延伸強度 Rp0.2/Mpa | 斷後伸長率 A/% | 斷後收縮率 Z/% | 沖擊吸收功 AkU2/J |
不小于 | |||||
10.9S | 1040~1240 | 940 | 10 | 42 | 47 |
8.8S | 830~1030 | 660 | 12 | 45 | 63 |
3.2.1.2 實物機械性能
進行螺栓實物楔負載試驗時,拉力載荷應在表4規定的範圍内,且斷裂應發生在螺紋部分或螺紋與螺杆交接處。
表4
螺紋規格d | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | ||
公稱應力截面積As/mm2 | 84.3 | 157 | 245 | 303 | 353 | 459 | 561 | ||
性能等級 | 10.9S | 拉力 | 87700~104500 | 163000~195000 | 255000~304000 | 315000~376000 | 367000~438000 | 477000~569000 | 583000~696000 |
8.8S | 70000~86800 | 130000~162000 | 203000~252000 | 251000~312000 | 293000~364000 | 381000~473000 | 466000~578000 | ||
當螺栓l/d≤3時,如不能做楔負載試驗,允許做拉力載荷試驗或芯部硬度試驗。拉力載荷應符合表4的規定,芯部硬度應符合表5的規定。
表5
性能等級 | 維氏硬度 | 洛氏硬度 | ||
min | max | min | max | |
10.9S | 312 HV30 | 367 HV30 | 33 HRC | 39 HRC |
8.8S | 249 HV30 | 296 HV30 | 24 HRC | 31 HRC |
3.2.1.3 脫碳層
螺栓的脫碳層按GB/T 3098.1的有關規定。
3.2.2 螺母機械性能
3.2.2.1 保證載荷
螺母的保證載荷應符合表6的規定。
表6
螺紋規格D | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | ||
性能等級 | 10H | 拉力載荷/N | 87700 | 163000 | 255000 | 315000 | 367000 | 477000 | 583000 |
8H | 70000 | 130000 | 203000 | 251000 | 293000 | 381000 | 466000 | ||
3.2.2.2 硬度
螺母硬度應符合表7的規定。
表7
性能等級 | 洛氏硬度 | 維氏硬度 | ||
min | max | min | max | |
10H | 98 HRB | 32 HRC | 222 HV30 | 304 HV30 |
8H | 95 HRB | 30 HRC | 206 HV30 | 289 HV30 |
3.2.3 墊圈的硬度
墊圈的硬度為329 HV30~436 HV30(35 HRC~45 HRC)。
3.3 連接副的扭矩系數
3.3.1高強度大六角頭螺栓連接副應按保證扭矩系數供貨,同批連接副的扭矩系數平均值為0.110~0.150,扭矩系數标準偏差應小于或等于0.0100。每一連接副包括1個螺栓、1個螺母、2個墊圈,并應分屬同批制造。
3.3.2扭矩系數保證期為自出廠之日起6個月,用戶如需延長保證期,可由供需雙方協議解決。
3.4 螺栓、螺母的螺紋
3.4.1螺紋的基本尺寸按GB/T 196粗牙普通螺紋的規定。螺栓螺紋公差帶按GB/T 197的6g,螺母螺紋公差帶按GB/T 197的6H。
3.4.2螺紋牙側表面粗糙度的最大參數值Ra應為12.5μm。
3.5 螺栓的螺紋末端
螺栓的螺紋末端按GB/T 1228和GB/T 2的規定。
3.6 表面缺陷
3.6.1螺栓、螺母的表面缺陷分别按GB/T 5779.1和GB/T 5779.2的規定。
3.6.2墊圈不允許有裂縫、毛刺、浮鏽和影響使用的凹痕、劃傷。
3.7 其他尺寸及形位公差
螺栓、螺母和墊圈的其他尺寸及形位公差應符合GB/T 3103.1和GB/T 3103.3有關C級產品的規定。
3.8 表面處理
螺栓、螺母和墊圈均應進行保證連接副扭矩系數和防鏽的表面處理,表面處理工藝由制造廠選擇。
4 試驗方法
4.1 螺栓試驗方法
4.1.1 試件的拉伸試驗和沖擊試驗
拉伸試件和沖擊試件應在同一根棒材上截取,并經同一熱處理工藝處理。
4.1.1.1 拉伸試驗
原材料經熱處理後,按GB/T 228的規定制成拉伸試件。加工試件時,其直徑減小量不應超過原材料直徑的25%(約為截面積的44%),并以此确定試件直徑。試驗方法按GB/T 228的規定。
4.1.1.2 沖擊試驗
原材料經熱處理後,按GB/T 229中關于缺口深度為2mm的标準夏比U型缺口沖擊試件的規定制成試件,并在常溫下進行沖擊試驗。試驗方法按GB/T 229的規定。
4.1.2 楔負載試驗
螺栓頭下置一10°楔墊(見圖1),在拉力試驗機上将螺栓擰在帶有内螺紋的專用夾具上(至少6扣),然後進行拉力試驗。10°楔墊的型式、尺寸及硬度按GB/T 3098.1的規定。
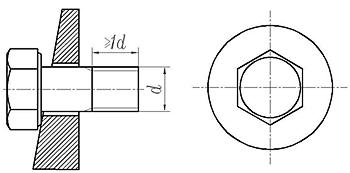
圖1
4.1.3 芯部硬度試驗
試驗在距螺杆末端等于螺紋直徑d的截面上進行,對該截面距離中心的四分之一螺紋直徑處,任測4點,取後3點平均值。試驗方法按GB/T 230.1或GB/T 4340.1的規定。驗收時,如有争議,以維氏硬度(HV30)試驗為仲裁。
4.1.4 脫碳試驗
按GB/T 3098.1的規定。
4.2 螺母試驗方法
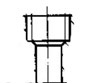
4.2.1 保證載荷試驗
将螺母擰入螺紋芯棒(見圖2),試驗時夾頭的移動速度不應超過3 mm/min,對螺母施加表6規定的保證載荷,持續15s螺母不應脫扣或斷裂。當去除載荷後,應可用手将螺母旋出,或者借助扳手松開螺母(但不應超過半扣)後用手旋出。在試驗中,如螺紋芯棒損壞,則試驗作廢。
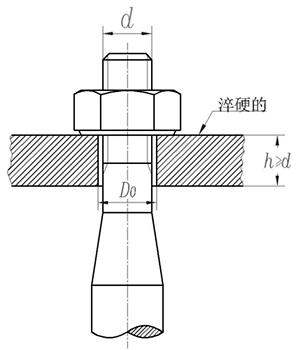
D0按GB/T 5277對中等裝配的規定。
圖2
螺紋芯棒的硬度應≥45HRC,其螺紋公差帶為5h6g,但大徑應控制在6g公差帶靠近下限的四分之一的範圍内。
4.2.2 硬度試驗
試驗在螺母支承面上進行,任測4點,取後3點平均值。試驗方法按GB/T230.1或GB/T 4340.1的規定。驗收時,如有争議,以維氏硬度(HV30)試驗為仲裁。
4.3 墊圈硬度試驗
在墊圈的表面上任測4點, 取後3點平均值。試驗方法按GB/T230.1或GB/T 4340.1的規定。驗收時,如有争議,以維氏硬度(HV30)試驗為仲裁。
4.4 連接副扭矩系數試驗
4.4.1連接副的扭矩系數試驗在軸力計上進行,每一連接副隻能試驗一次,不得重複使用。
扭矩系數計算公式如下:
![]()
式中:
K——扭矩系數;
T——施擰扭矩(峰值),單位為牛米(N·m);
P——螺栓預拉力(峰值),單位為千牛(kN);
d——螺栓的螺紋公稱直徑,單位為毫米(mm)。
4.4.2施擰扭矩T是施加于螺母上的扭矩,其誤差不得大于測試扭矩值的2%。使用的扭矩扳手準确度級别應不低于JJG 707-2003中規定的2級。
4.4.3螺栓預拉力P用軸力計測定,其誤差不得大于測定螺栓預拉力的2%。軸力計的最小示值應在1kN以下。
4.4.4進行連接副扭矩系數試驗時,螺栓預拉力值P應控制在表8所規定的範圍内,超出該範圍者,所測得扭矩系數無效。
表8(單位:千牛)
螺栓螺紋規格 | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | |||
性能等級 | 10.9S | P | max | 66 | 121 | 187 | 231 | 275 | 352 | 429 |
min | 54 | 99 | 153 | 189 | 225 | 288 | 351 | |||
8.8S | max | 55 | 99 | 154 | 182 | 215 | 281 | 341 | ||
min | 45 | 81 | 126 | 149 | 176 | 230 | 279 | |||
4.4.5組裝連接副時,螺母下的墊圈有倒角的一側應朝向螺母支承面。試驗時,墊圈不得發生轉動,否則試驗無效。
4.4.6進行連接副扭矩系數試驗時,應同時記錄環境溫度。試驗所用的機具、儀表及連接副均應放置在該環境内至少2h以上。
5 檢驗規則
5.1 出廠檢驗按批進行。同一性能等級、材料、爐号、螺紋規格、長度(當螺栓長度≤100mm 時,長度相差≤15mm;螺栓長度>100mm時,長度相差≤20mm,可視為同一長度)、機械加工、熱處理工藝、表面處理工藝的螺栓為同批;同一性能等級、材料、爐号、螺紋規格、機械加工、熱處理工藝、表面處理工藝的螺母為同批;同一性能等級、材料、爐号、規格、機械加工、熱處理工藝、表面處理工藝的墊圈為同批。分别由同批螺栓、螺母、墊圈組成的連接副為同批連接副。
同批高強度螺栓連接副最大數量為3000套。
5.2 連接副扭矩系數的檢驗按批抽取8套,8套連接副的扭矩系數平均值及标準偏差均應符合3.3.1規定。
5.3 螺栓楔負載、螺母保證載荷、螺母硬度和墊圈硬度的檢驗按批抽取,樣本大小n=8,合格判定數Ac=O。
5.4 螺栓、螺母和墊圈的尺寸、外觀及表面缺陷的檢驗抽樣方案按GB/T 90.1的規定。
5.5 用戶對產品質量有異議時,在正常運輸和保管條件下,應在產品出廠之日起6個月之内向供貨方提出。如有争議,雙方按本标準的要求進行複驗裁決。
6 标志與包裝
6.1 螺栓應在頭部頂面制出性能等級和制造廠凸型标志(見圖3),标志中“·”可以省略。标志中第一部分數字(“·”前)表示公稱抗拉強度的1/100,第二部分數字(“·”後)表示公稱屈服強度與公稱抗拉強度比值的10倍,字母S表示鋼結構用高強度大六角頭螺栓,××為制造廠标志。
6.2 螺母應在頂面上制出性能等級和制造廠标志(見圖4)。标志中數字表示螺母性能等級,字母H表示鋼結構用高強度大六角螺母,××為制造廠标志。
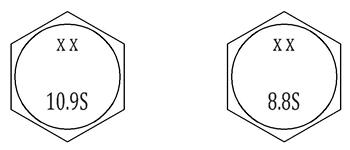
圖3
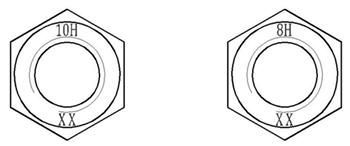
圖4
6.3 制造廠應以批為單位提供產品質量檢驗報告書,内容如下:
a)批号、規格和數量;
b)性能等級;
c)材料、爐号、化學成分;
d)試件拉力試驗和沖擊試驗數據;
e)實物機械性能試驗數據;
f)連接副扭矩系數測試值、平均值、标準偏差和測試環境溫度;
g)出廠日期。
6.4 包裝箱應牢固、防潮。箱内應按連接副的組合進行包裝,不同批号的連接副不得混裝。每箱質量不得超過40kg。包裝箱内分裝方法由制造廠選擇。
6.5 包裝箱外應有制造廠、產品名稱、标準編号、批号、規格、數量、毛重等明顯标記。
附錄A
(規範性附錄)
35VB 鋼技術條件
A.1 35VB鋼的化學成分應符合表A.1的規定。
表A.1
化學成分 | C | Mn | Si | P | S | V | B | Cu |
範圍/% | 0.31~0.37 | 0.50~0.90 | 0.17~0.37 | ≤0.04 | ≤0.04 | 0.05~0.12 | 0.001~0.004 | ≤0.25 |
A.2 采用直徑為25mm的試樣毛還,經熱處理後的機械性能應符合表A.2的規定。
表A.2
試樣熱處理制度 | 抗拉強度 | 規定非比例延伸強度 RP0.2/MPa | 斷後伸長率 A/% | 斷後收縮率 Z/% | 沖擊吸收功 AkU2/J |
不小于 | |||||
淬火870℃水冷 回火550℃水冷 | 785 | 640 | 12 | 45 | 55 |
A.3 鋼材應進行冷頂鍛試驗,不允許有裂口或裂縫。
A.4 其餘技術條件按GB/T 3077的規定。
2024年9月29日,國家市場監督管理總局(國家标準化管理委員會)批準發布511項國家标準,其中GB/T 1231-2024《鋼結構用大六角頭螺栓連接副》将于2025年4月1日起實施,全面替代2006年發布的系列相關标準(GB/T 1231-2006、GB/T 1230-2006、GB/T 1229-2006、GB/T 1228-2006等)。與2006版相關标準相比,新标準圍繞規格擴展、材料性能優化、檢測方法創新三大方向進行了系統性調整,具體修訂内容包括:
| 項目 | 2006版系列标準 | GB/T 1231-2024 | 變化說明 |
|---|---|---|---|
| 規格範圍 | M12~M30 | M12~M36 | 新增M33和M36規格,适應更大尺寸需求。 |
| 材料(10.9S) | 20MnTiB、ML20MnTiB、35VB | 20MnTiB、ML20MnTiB、35VB、42CrMo、ML40CrMo | 新增42CrMo和ML40CrMo材料。 |
| 材料(8.8S) | 35、45、20MnTiB、ML20MnTiB、40Cr、35CrMo、35VB | 35、45、20MnTiB、ML20MnTiB、40Cr、35CrMo、35VB、42CrMo、ML40CrMo | 新增42CrMo和ML40CrMo材料。 |
| 抗拉強度 | 10.9S: 1040 ~ 1240 MPa 8.8S: 830 ~ 1030 MPa | 10.9S: 1040 ~ 1190 MPa 8.8S: 830 ~ 1030 MPa | 10.9S抗拉強度上限從1240 MPa調整為1190 MPa |
| 斷面收縮率 | 10.9S: ≥42% 8.8S: ≥45% | 10.9S: ≥48% 8.8S: ≥52% | 斷面收縮率要求提高 |
| 沖擊吸收功 | 10.9S: ≥47 J 8.8S: ≥63 J | 10.9S: ≥27 J 8.8S: ≥27 J | 沖擊吸收功要求降低,且試驗溫度改為-20°C |
| 芯部硬度 | 10.9S: 312 ~ 367 HV30 (10.9S: 33 ~ 38 HRC) 8.8S: 249 ~ 296 HV30 (8.8S: 24 ~ 31 HRC) | 10.9S: 312 ~ 358 HV30 (10.9S: 33 ~ 38 HRC) 8.8S: 249 ~ 296 HV30 (8.8S: 24 ~ 31 HRC) | 10.9S芯部硬度上限從367 HV30調整為358 HV30 |
| 增碳層 | 無明确要求 | 按GB/T 3098.1規定 | 新增增碳層要求 |
| 35VB材料性能 | 抗拉強度≥785 MPa,斷後伸長率≥12%,斷面收縮率≥45%,沖擊吸收功≥55 J | 抗拉強度≥785 MPa,斷後伸長率≥12%,斷面收縮率≥45%,沖擊吸收功≥50 J | 沖擊吸收功從≥55 J 調整為≥50 J。 |
| 35VB冷頂鍛試驗 | 全尺寸冷頂鍛試驗,不允許有裂口或裂縫 | 1/2冷頂鍛試驗(試樣壓縮至原高度的1/2),不允許有裂口或裂縫 | 簡化試驗流程,但仍确保材料塑性能力。 |
| 增碳層要求 | 無明确規定 | 按GB/T 3098.1規定,新增增碳層深度及測試方法 | 避免螺栓表面增碳導緻的脆性,提升材料性能一緻性。 |
| 沖擊試驗條件 | 缺口類型:U型缺口 試驗溫度:常溫 | 缺口類型:V型缺口 試驗溫度:-20℃ | 調整低溫沖擊性能門檻。 |
| 芯部硬度試驗 | 按GB/T 230.1或GB/T 4340.1規定,如有争議,以維氏硬度(HV30)試驗為仲裁 | 按 GB/T 3098.1 的規定 | 增強測試結果的權威性,減少争議。 |
| 項目 | 2006版系列标準 | GB/T 1231-2024 | 變化說明 |
|---|---|---|---|
| 規格範圍 | M12~M30 | M12~M36 | 新增M33和M36規格,适應更大尺寸需求。 |
| 材料(10H) | 35、45、ML35、ML45 | 35、45、ML35、ML45、40Cr | 新增ML45、40Cr材料。 |
| 材料(8H) | 35、45、ML35、ML45 | 35、45、ML35、ML45、40Cr | 新增ML45、40Cr材料。 |
| 硬度規定(10H) | 98HRB ~ 32HRC 222 ~ 304 HV30 | 22HRC ~ 32HRC 239 ~ 304 HV30 | 10H硬度下限從222 HV30調整為239 HV30 |
| 螺紋加工要求 | 無熱處理後攻絲的明确規定 | 允許熱處理後攻絲(需供需雙方協議) | 提高加工靈活性,優化高強度螺母的螺紋精度。 |
| 項目 | 2006版系列标準 | GB/T 1231-2024 | 變化說明 |
|---|---|---|---|
| 規格範圍 | 12mm~30mm | 12mm~36mm | 新增33mm和36mm規格,适應更大尺寸需求。 |
| 材料 | 35、45 | 35、45 | 無變化。 |
| 型式 | 單一型式(内倒角) | 新增“墊圈A”(内、外倒角)和“墊圈B”(僅外倒角) | 區分螺栓頭下和螺母下墊圈的倒角形式,優化裝配接觸面。 |
| 項目 | 2006版系列标準 | GB/T 1231-2024 | 變化說明 |
|---|---|---|---|
| 扭矩系數統計指标 | 标準偏差≤0.010 | 變異系數 | 通過變異系數(标準差/均值)衡量離散度,更科學反映批次穩定性。 |
| 扭矩系數相關公式 | 扭矩系數公式 | 扭矩系數 變異系數公式 | 新增變異系數相關計算公式 。 |
| 扭矩系數試驗螺栓預拉力 | (表8)拉力範圍是拉力平均值的0.2倍左右 | (表14)拉力範圍是拉力平均值的0.1倍左右 | 縮減預拉力範圍,提升試驗結果的穩定性和連接可靠性 |
| 扭矩系數試驗轉速要求 | 無具體轉速要求 | 擰緊螺母轉速宜小于5r/min,且速度均勻 | 控制安裝速度,減少摩擦熱對扭矩系數的影響。 |
| 脫碳/增碳試驗檢驗規則 | 無針對脫碳/增碳的專項檢驗規則 | 新增:“按批抽取,樣本 | 确保脫碳、增碳層符合要求,提升表面質量控制。 |
| 标簽内容 | 無标簽要求 | 需包含:本文件編号、規格、表面處理類型、制造者信息、批号、裝箱數量等 | 強化產品追溯信息,滿足質量追溯需求。 |
GB/T 1231-2024通過擴大規格範圍、優化材料性能指标、完善檢測技術方法及強化全流程質量控制等系統性升級,顯著提升了高強螺栓連接副的适配能力和工程可靠性,為現代工程項目提供更加科學規範且靈活多樣的技術支撐。具體實施細則和完整技術條款,請以《GB/T 1231-2024》及《GB/T 1231-2006》等标準文件内容為準。相關產品信息:
GB /T 1231 (bolt) - 2024-鋼結構用高強度大六角頭螺栓- 易緊通
GB /T 1231 (washer) - 2024-鋼結構用高強度墊圈- 易緊通
GB /T 1231 (nut) - 2024-鋼結構用高強度大六角螺母- 易緊通
GB /T 1231 (assemblies) - 2024-鋼結構用高強度大六角頭螺栓連接副- 易緊通
GB /T 1231 (Specifications) - 2024-鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件- 易緊通
Specifications of high strength bolts with large hexagon head, large hexagon nuts, plain washers for steel structures
Self-tappingscrew connections - Specification ofthepilotholediameterand tighteningtorque
Composite sealing gasket material
Corrosion of metals and alloys - Corrosivity of atmospheres - Part 1 : Classification, determination and estimation
Corrosion of metals and alloys - Corrosivity of atmospheres - Part 2: Guiding values for the corrosivity categories
Steel wire ropes for general purposes
Specifications for spring washers - Conical spring washers
Specifications for retaining rings-Circlips
Hot formed helical compression springs - Technical Requirement
High-strength structural bolting assemblies for preloading - Part 1: General requirements
Cold coiled helical springs technical specifications - Part 1: Extension spring
Cold coiled helical springs technical specifications - Part 2: Compressions spring
Specification For Wire Thread Inserts
General specifications for packing of mechanical and electrical product

Fasteners - General requirements for bolts,screws,studs and nuts
24° Cone Connectors - Specification
Flared couplings - Specification
Specification of metallic ring-joint gaskets for steel pipe flanges

Specification of gauges for general purpose screw threads
Fasteners - Marking and packaging
Plain Washers for Bolts, Screws and Nuts - General Plan
Fasteners - Surface discontinuities - Bolts, screws and studs for general requirements
Fasteners-Surface discontinuities - Nuts
Fasteners - Surface discontinuities - Bolts, screws and studs for special requirements

Technical requirements for anchors
Specifications For Drive Rivets
Technical requirement for sets of torshear type high strength bolt hexagon nut and plain washer for steel structures
Specifications for parts and units of jigs and fixtures
Grease nipples and lubricating cups technical specification
Oil level indicators technical specification
Counterbores for hexagon socket head and slotted cheese head screws
Procurement Specification For Self-Locking Nuts
Specification for tab washer

Specifications for pins
Spcifications for ring - Cutting rings
Technical requirements of malleable cast iron pipe fittings
Fasteners - Part 27: Steel screws, bolts and studs made of steel with pre-adhesive coating - Technical specifications
metal washers; technical delivery conditions

Steel flat products; Hot rolled plate 3 to 150 mm thick; Permissible deviations of dimension, weight and form

Flat products of steel; cold rolled steel strip; dimensions, tolerances on dimensions and form.
Commercial vehicles - Wheel-hub attachment dimensions
Corrosion of metals and alloys - Corrosivity of atmospheres - Guiding values for the corrosivity categories
Tools for pressing - Elastomer pressure springs - Part 2: Specification of accessories
Hydraulic fluid power - Two-, three- and four-port screw-in cartridge valves - Cavities
Cold heading dies for fasteners - Specifications

Specification of Stamping Die Components
Specifications for parts and units of jigs and fixtures
Internal combustion engines - Cylinder head and flywheel nuts - Specifications
Timber structures - Dowel-type fasteners - Requirements
Aerospace series - Bolts, MJ threads, in heat resisting nickel base alloy NI-PH2601 (Inconel 718) - Classification: 1275 MPa (at ambient temperature)/650 °C - Technical specification
High-strength structural bolting assemblies for preloading - Part 1: General requirements
Flanges and their joints - Bolting - Part 3: Classification of bolt materials for steel flanges, class designated
Metallic products - Types of inspection documents
Flanges and their joints - bolting - Part 2: Classification of bolt materials for steel flanges, PN designated
Flanges and their joints - bolting - Part 1: Selection of bolting
Aerospace series - Inserts, screw thread, helical coil, self locking - Technical specification
Aerospace series - Inserts, screw thread, helical coil, self-locking - Assembly procedure
Specification for Selection of Steel Pipe Flanges , Gaskets and Bolting (PN designated)
Alloy and Carbon Steel Bolting for Use in the Petroleum and Natural Gas Industries
Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and Bare
Mechanical fixation component for waterproofing membrane roofing
Construction machinery and equipment Specification of high strength fasteners
Fastenersart - Standard - Cap Screws, Hex Bolts, and Hex Nuts
Steel Self-Drilling Tapping Screws
Technical conditions for threaded fasteners with adhesive coating-Part 1: Microencapsulated locking coating
Technical condions for threaded fasteners with adhesive coating-Part 2: Polyamlde locking coating
Technical Supply Conditions For Threaded Steel Fasteners - Part 1 General Requirements For Bolts, Screws And Studs
General data for machine screws and tapping screws
Plain nuts and slotted nuts - Part 1: General specification
Disc springs - Calculation
