-
5. 技術要求
產品應按經規定程序批準的產品圖樣及技術文件制造。5.1 材料5.1.1 彈簧一般采用下表規定的材料,若需要其他材料時,由供需雙方商定。
序号 标準号 标準名稱 1 GB/T 4357-1989 碳素彈簧鋼絲 2 GB/T 21652 銅及銅合金線材 3 GB/T 18983 油淬火 - 回火彈簧鋼絲 4 YB(T) 11 彈簧用不鏽鋼絲 5 YB/T 5311 重要用途碳素彈簧鋼絲 6 YS/T 571 铍青銅線 5.1.2 彈簧材料的質量應符合相應材料标準的有關規定,必須備有材料制造商的質量證明書,并經複驗合格後方可使用。
5.2 極限偏差等級彈簧尺寸與特性的極限偏差分為 1、2、3 三個等級。各項目等級應根據使用需要,分别獨立選定。5.3 尺寸參數及極限偏差5.3.1 内徑或外徑
彈簧内徑或外徑的極限偏差按表 3 的規定。
表 3 (單位:毫米)
旋繞比 C(C=D/d) 精度等級 1 2 3 4~8 ±0.010 D,最小 ±0.15 ±0.015 D,最小 ±0.2 ±0.025 D,最小 ±0.4 >8~15 ±0.015 D,最小 ±0.2 ±0.020 D,最小 ±0.3 ±0.030 D,最小 ±0.5 >15~22 ±0.020 D,最小 ±0.3 ±0.030 D,最小 ±0.5 ±0.040 D,最小 ±0.7 5.3.2 自由角度
彈簧有特性要求時自由角度作參考,無特性要求的彈簧,自由角度的極限偏差按表 4 規定。
表 4(單位:度)
有效圈數 n 精度等級 1 2 3 ≤ 3 ±8 ±10 ±15 >3~10 ±10 ±15 ±20 >10~20 ±15 ±20 ±30 >20~30 ±20 ±30 ±40 注:表中所列極限偏差數值,适用于旋轉比 4 ~ 22 的彈簧。 5.3.3 自由長度有間距彈簧的自由長度 H₀ 的極限偏差按表 5 的規定,五間距彈簧的自由長度僅作參考。
表 5 (單位:毫米)
旋繞比 C(C=D/d) 精度等級 1 2 3 4~8 ±0.015 H₀,最小 ±0.3 ±0.030 H₀,最小 ±0.6 ±0.050 H₀,最小 ±1.0 >8~15 ±0.020 H₀,最小 ±0.4 ±0.040 H₀,最小 ±0.8 ±0.070 H₀,最小 ±1.4 >15~22 ±0.030 H₀,最小 ±0.6 ±0.060 H₀,最小 ±1.2 ±0.090 H₀,最小 ±1.8 5.3.4 扭臂長度彈簧扭臂長度的測量部位按圖 1 所示,其極限偏差按表 6 規定。
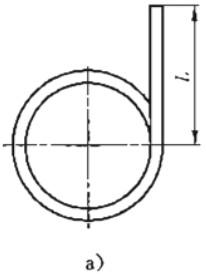
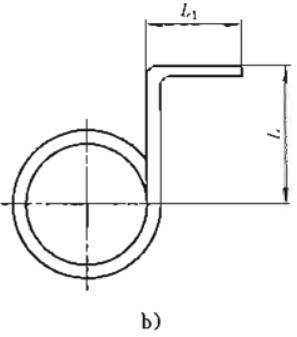
圖 1 扭臂長度 L、L₁
表 6 (單位:毫米)
材料直徑 d 精度等級 1 2 3 0.5~1 ±0.02 L(L₁),最小 ±0.5 ±0.03 L(L₁),最小 ±0.7 ±0.04 L(L₁),最小 ±1.5 >1~2 ±0.02 L(L₁),最小 ±0.7 ±0.03 L(L₁),最小 ±1.0 ±0.04 L(L₁),最小 ±2.0 >2~4 ±0.02 L(L₁),最小 ±1.0 ±0.03 L(L₁),最小 ±1.5 ±0.04 L(L₁),最小 ±3.0 >4 ±0.02 L(L₁),最小 ±1.5 ±0.03 L(L₁),最小 ±2.0 ±0.04 L(L₁),最小 ±4.0 5.3.5 扭臂彎曲角度5.3.5.1 扭臂彎曲角度 ɑ 如圖 2 所示,其極限偏差按表 7 規定。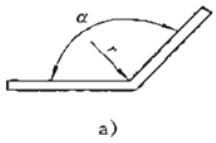
 注:扭臂彎曲角度半徑 r 如圖 2 所示,不小于鋼絲直徑 d。圖 2 彎曲半徑及彎曲角度表 7(單位:度)
注:扭臂彎曲角度半徑 r 如圖 2 所示,不小于鋼絲直徑 d。圖 2 彎曲半徑及彎曲角度表 7(單位:度)等 級 1 2 3 ɑ 的極限偏差 ±5 ±10 ±15 5.4 彈簧特性及極限偏差5.4.1 彈簧特性一般不做規定,需要時由需方在圖樣中确定。
5.4.2 彈簧特性由規定時,在指定扭轉角時的扭矩極限偏差按式( 1 )計算:
扭矩的極限偏差 = ±(計算扭轉角 × ß₁ + ß₂)× T' ………………………………( 1 )
式中:
T' —— 彈簧扭轉剛度,單位為 牛毫米每度 [ N * mm/( ° ) ];
ß₁ 、ß₂ —— 按表 8 和表 9 的規定。
表 8
等 級 1 2 3 ß₁ 0.03 0.05 0.08 表 9
圈數 ≥ 3~10 ≥ 10~20 ≥ 20~30 ß₂ 10 15 20 5.5 熱處理彈簧在成形後需經去應力退火處理,用铍青銅線成形的彈簧需進行時效處理,其強度不與考核。5.6 表面質量彈簧的表面不得由肉眼可見的有害缺陷。5.7 表面處理彈簧表面處理應在產品圖樣中注明,其處理的介質、方法應符合相應的環境保護法規,但彈簧應盡量避免采用可能導緻氫脆的表面處理方法。5.8 其他有特殊技術要求時,由供需雙方商定。
更多相關數據

注:數據僅供參考!