-
4 分類
4.1 表1中所列的螺紋量規名稱、代号、使用規則适用于本标準。
4.2 檢驗工件螺紋用的光滑極限量規見附錄A的規定。
表1
名稱
代号
使用規則
通端螺紋塞規
T
應與工件内螺紋旋合通過
止端螺紋塞規
Z
允許與工件内螺紋兩瑞的螺紋部分旋合,旋合量應不超過二個螺距(退出量規時測定)。若工件内螺紋的螺距少于或等于三個,不應完全旋合通過
通端螺紋環規
T
應與工件外螺紋旋合通過
止端螺紋環規
Z
允許與工件外螺紋兩端的螺紋部分旋合,旋合量應不超過二個螺距(退出量規時測定)。若工件内螺紋的螺距少于或等于三個,不應完全旋合通過
“校通-通”螺紋塞規
TT
應與通端螺紋環規旋合通過
“校通-止”螺紋塞規
TZ
允許與通端螺紋環規兩端的螺紋部分旋合,旋合量應不超過一個螺距(退出量規時測定)
“校通-損”螺紋塞規
TS
“校止-通”螺紋塞規
ZT
應與止端螺紋環規旋合通過
“校止-止”螺紋塞規
ZZ
允許與止端螺紋環規兩端的螺紋部分旋合,旋合量應不超過一個螺距(退出量規時測定)
“校止-損”螺紋塞規
ZS
5 符号
表2中所列的符号及說明适用于本标準。
表2
符号
說明
D、d
工件内、外螺紋的大徑
D2、d2
工件内、外螺紋的中徑
D1
工件内螺紋的小徑
es
工件外螺紋中徑的上偏差
EI
工件内螺紋中徑的下偏差
H
工件内、外螺紋的原始三角形高度
Td2
工件外螺紋中徑的中徑公差
TD2
工件内螺紋中徑的中徑公差
P
工件内、外螺紋的螺距
TR
通端螺紋環規、止端螺紋環規的中徑公差
TPL
通端螺紋塞規、止端螺紋塞規的中徑公差
TCP
校對螺紋塞規的中徑公差
TP
螺紋量規的螺距公差
ZR
由通端螺紋環規中徑公差帶的中心線至工件外螺紋中徑上偏差之間的距離
ZPL
由通端螺紋塞規中徑公差帶的中心線至工件内螺紋中徑下偏差之間的距離
WGO
由通端螺紋塞規(或環規)中徑公差帶的中心線至其磨損極限之間的距離
WNG
由止端螺紋塞規(或環規)中徑公差帶的中心線至其磨損極限之間的距離
m
由螺紋環規中徑公差帶的中心線至“校通-通”(或“校止-通”)螺紋塞規中徑公差帶的中心線之間的距離
Ta1/2
完整螺紋牙型的半角偏差
Ta2/2
截短螺紋牙型的半角偏差
S
截短螺紋牙型的間隙槽中心線相對于螺紋牙型中心線的允許偏移量
F1
在截短螺紋牙型的軸向剖面内,由中徑線至牙側直線部分頂端(向牙頂一側)之間的徑向距離
F2
在截短螺紋牙型的軸向剖面内,由中徑線至牙側直線部分末端(向牙底一側)之間的徑向距離
b1
内螺紋完整牙型大徑處的間隙槽寬度
b2
外螺紋完整牙型小徑處的間隙槽寬度
b3
内螺紋截短牙型大徑處的間隙槽寬度和外螺紋截短牙型小徑處的間隙槽寬度
6 螺紋量規的螺紋牙型
6.1 完整螺紋牙型
6.1.1 适用于檢驗工件内螺紋作用中徑及大徑的通端螺紋塞規的螺紋牙型見圖1。圖示僅供圖解說明。
6.1.2 适用于檢驗新制通端螺紋環規作用中徑的“校通-通”螺紋塞規的螺紋牙型見圖1。圖示僅供圖解說明。
6.1.3 還用于檢驗新制止端螺紋環規單一中徑的“校止-通”螺紋塞規和“校止-止”螺紋塞規的螺紋牙型見圖1。圖示僅供圖解說明。
6.1.4 适用于檢驗使用中止端螺紋環規單一中徑的“校止-損”螺紋塞規的螺紋牙型見圖1。圖示僅供圖解說明。
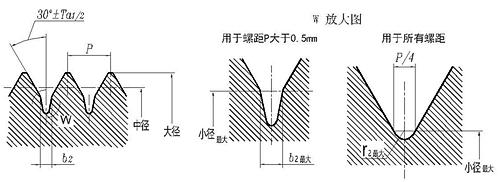
圖1
6.1.5 适用于檢驗工件外螺紋作用中徑及小徑的通端螺紋環規的螺紋牙型見圖2。圖示僅供圖解說明。
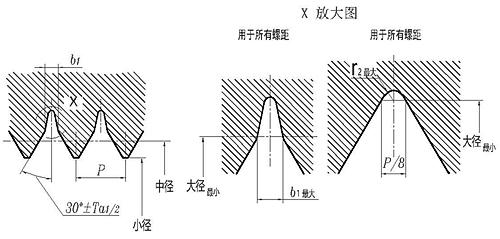
圖2
6.1.6 螺紋牙型間隙槽和槽底的形狀宜由制造商自行确定;螺紋牙型的間隙槽寬度b1最大、b2最大和槽底的曲率半徑r1最大、r2最大見表3。
表3
P
b1最大
b2最大
r1最大
r2最大
0.2
0.025
用曲率半徑r2連接
0.014
0.029
0.25
0.031
0.018
0.036
0.3
0.038
0.022
0.043
0.35
0.044
0.025
0.050
0.4
0.050
0.029
0.058
0.45
0.056
0.032
0.065
0.5
0.063
0.036
0.072
0.6
0.075
0.15
0.043
0.086
0.7
0.088
0.17
0.050
0.100
0.75
0.094
0.19
0.054
0.110
0.8
0.100
0.20
0.058
0.110
1
0.125
0.25
0.072
0.140
1.25
0.150
0.31
0.090
0.180
1.5
0.190
0.37
0.108
0.210
1.75
0.220
0.44
0.126
0.250
2
0.250
0.50
0.144
0.290
2.5
0.320
0.61
0.180
0.360
3
0.400
0.75
0.217
0.430
3.5
0.480
0.88
0.253
0.500
4
0.500
1.00
0.288
0.580
4.5
0.550
1.10
0.325
0.650
5
0.600
1.25
0.361
0.720
5.5
0.700
1.40
0.397
0.790
6
0.800
1.50
0.433
0.860
8
1.000
2.00
0.576
1.152
注: b1最大=P/8;b2最大=P/4;r1最大=0.072P=H/12;r2最大=0.144P。
6.2 截短螺紋牙型
6.2.1 适用于檢驗工件内螺紋單一中徑的止端螺紋塞規的螺紋牙型見圖3。圖示僅供圖解說明。
6.2.2 适用于檢驗新制通端螺紋環規單一中徑的“校通-止”螺紋塞規的螺紋牙型見圖3。圖示僅供圖解說明。
6.2.3 适用于檢驗使用中通端螺紋環規單一中徑的“校通-損“螺紋塞規的螺紋牙型見圖3。 圖示僅供圖解說明。
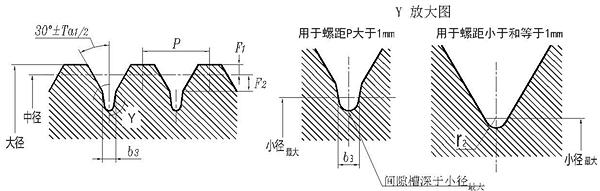
b3=(P/2)-2F2tg30°
圖3
6.2.4 适用于檢驗工件外螺紋單一中徑的止端螺紋環規的螺紋牙型見圖4。圖示僅供圖解說明。
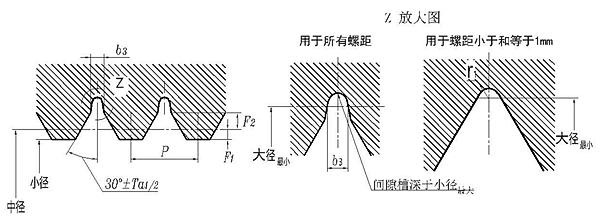
b3=(P/2)-2F2tg30°
圖4
6.2.5 螺紋牙型間隙槽和槽底的形狀宜由制造商自行确定。
6.2.6 螺紋牙型間隙槽寬度b3、在螺紋牙型的軸向剖面内,由中徑線與牙側直線部分頂端(向牙頂一側)之間的徑向距離F1、在螺紋牙型的軸向剖面内,由中徑線與牙側直線部分末端(向牙底一側)之間的徑向距離F2見表4。止端螺紋環規的牙型高度h3 參見附錄B。
表4
P
b3
F1=0.1P
F2
尺寸
偏差
0.1P
0.15P
0.2P
0.2
止端螺紋環規推薦采用r1連接
0.020
/
/
/
0.25
0.025
0.3
0.030
0.35
0.035
0.4
0.040
0.45
0.045
0.5
0.050
0.6
0.060
0.7
0.070
0.75
0.075
0.8
0.080
1
0.100
1.25
0.3
±0.04
0.125
0.25
1.5
0.4
0.150
0.30
1.75
0.45
±0.05
0.175
0.35
2
0.5
0.200
0.40
2.5
0.8
0.250
0.375
/
3
1.0
±0.08
0.300
0.450
3.5
1.1
0.350
0.525
4
1.3
±0.10
0.400
0.600
4.5
1.7
0.450
0.45
/
5
1.9
0.500
0.50
5.5
2.1
0.550
0.55
6
2.3
0.600
0.60
8
3.1
0.800
0.80
6.2.7 螺紋牙型的間隙槽見圖5。圖示僅供圖解說明。螺紋牙型的間隙槽中心線相對于螺紋牙型中心線允許有一個偏移量S,其值見表5。當實際偏移量X小于S時,則b3的偏差可以增大,其增大值等于2(S-X)。
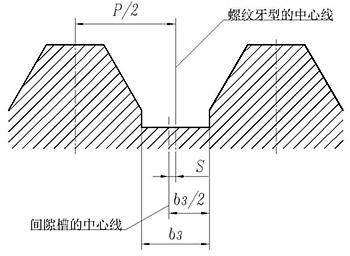
圖5
表5
P
S
1.25、1.5
0.04
1.75、2、2.5
0.05
3、3.5
0.08
4、4.5、5、5.5、6、8
0.10
7 公差
7.1 中徑公差
7.1.1 螺紋環規和校對螺紋塞規的螺紋中徑公差帶見圖6。圖示僅供圖解說明。
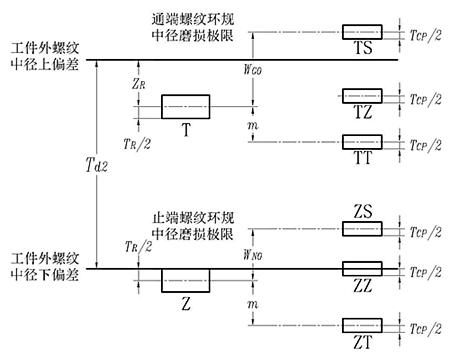
圖6
7.1.2 螺紋塞規的螺紋中徑公差帶見圖7。圖示僅供圖解說明。
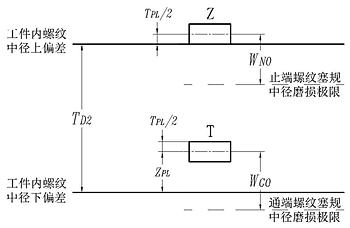
圖7
7.1.3 螺紋塞規、蝶紋環規和校對螺紋塞規的煤紋中徑公差和有關的位笠要素值見表6.
表6
Td2、TD2
TR
TPL
TCP
m
ZR
ZPL
螺紋環規
螺紋塞規
WGO
WNG
WGO
WNG
24≤Td2、TD2≤50
8
6
6
10
-4
0
10
7
8
6
50<Td2、TD2≤80
10
7
7
12
-2
2
12
9
9.5
7.5
80<Td2、TD2≤125
14
9
8
15
2
6
16
12
12.5
9.5
125<Td2、TD2≤200
18
11
9
18
8
12
21
15
17.5
11.5
200<Td2、TD2≤315
23
14
12
22
12
16
25.5
19.5
21
15
315<Td2、TD2≤500
30
18
15
27
20
24
33
25
27
19
500<Td2、TD2≤670
38
22
18
33
28
32
41
31
33
23
注:ZR為負值表示位于圖6中Td2之外,而代入表10和表11要考慮符号。
7.2 半角偏差
螺紋塞規和螺紋環規的牙型半角允許偏差見表7。牙型面有效長度内的直線度誤差應不超過半角偏差的公差帶範圍。對公稱直徑小于或等于100mm的螺紋,其直線度誤差的最大值應不大于2μm;公稱直徑大于100mm的螺紋,其直線度誤差的最大值應不大于3μm。
表7
P/mm
Ta1/2(´)
Ta2/2(´)
0.20
±60
0.25
±48
0.30
±40
0.35
±35
0.40
±31
0.45
±26
0.50
±25
0.60
±21
0.70
±18
0.75
±17
0.80
±16
1.00
±15
±16
1.25
±13
1.50
±12
1.75
±11
2.00、2.50
±10
±14
3.00
±9
±13
3.50
±12
4.00、4.50、5.00
±8
±11
5.50、6.00、8.00
±10
7.3 螺距公差
螺紋量規的螺距公差見表8。螺距的實際偏差既可以是“正”的,也可以是“負”的。螺距公差适用于螺紋量規螺紋長度内的任意牙數。
表8
螺紋量規的螺紋長度l/mm
Tp/μm
l≤14
4
14<l≤32
5
32<l≤50
6
50<l≤80
7
7.4 公式
7.4.1 螺紋塞規大徑、中徑、小徑的尺寸與偏差的計算公式見表9。
表9
塞規代号
大徑
中徑
小徑
尺寸
偏差
尺寸
偏差
磨損偏差
T
D+EI+ZPL
±TPL
D2+EI+ZPL
±TPL/2
-WGO
≤D1+EI
Z
D2+EI+TD2+TPL/2+2F1
D2+EI+TD2+TPL/2
-WNG
7.4.2 螺紋環規大徑、中徑、小徑的尺寸與偏差的計算公式見表10。
表10
環規代号
大徑
中徑
小徑
尺寸
偏差
磨損偏差
尺寸
偏差
T
≥d+es+TPL
d2+es-ZR
±TR/2
+WGO
D2+es
±TR/2
Z
d2+es-Td2-TR/2
+WNG
d2+es-Td2-TR/2+2F1
±TR
7.4.3 校對螺紋塞規大徑、中徑、小徑的尺寸與偏差的計算公式見表11。
表11
量規代号
大徑
中徑
小徑
尺寸
偏差
尺寸
偏差
TT
d+es
±TPLa
d2+es-ZR-m
±TCP/2
≤D1+es-ZR-m
TZ
d2+es-ZR+TR/2+2F1
±TPL/2
d2+es-ZR+TR/2
≤D1+es-TR/2
TS
d2+es-ZR+WGO+2F1
d2+es-ZR+WGO
ZT
d+es
±TPLa
d2+es-Td2-TR/2-m
≤D1+es-Td2-TR/2-m
ZZ
d+es-Td2
±TPL
d2+es-Td2
≤D1+es-Td2
ZS
d+es-Td2-TR/2+WNG
d2+es-Td2-TR/2+WNG
a.若螺紋牙型的大徑部分是尖的,則可以稍稍削平。于是,大徑尺寸允許小于該下偏差。
8 要求
8.1 外觀
螺紋量規測量面的表面上不應有影響使用性能的鏽迹、碰傷、劃痕等缺陷。
8.2 相互作用
螺紋量規測量頭和手柄的聯接應牢固可靠,在正常使用過程中不應出現松動或脫落。
8.3 材料
螺紋量規測量頭的測量面宜采用合金工具鋼、碳素工具鋼等堅硬耐磨的材料制造,并應進行穩定性處理。
8.4 硬度、表面粗糙度
8.4.1 螺紋量規測量頭的測量面硬度應在664 HV~856 HV(或58 HRC~65 HRC)範圍内;對公稱直徑小于或等于3mm的螺紋塞規,其測量頭的測量面硬度應在561 HV~713 HV(或53 HRC~60 HRC)範圍内。
8.4.2 螺紋量規測量面的表面粗糙度Ra值不應大于表12的規定。
表12
名稱
Ra/μm
牙側
0.2
通端螺紋塞規大徑、校對螺紋塞規大徑、通端螺紋環規小徑
0.4
止端螺紋塞規大徑、止端螺紋環規小徑
0.8
8.5 螺紋倒鈍
若螺紋量規兩端的牙型不完整,應将牙型修整到為完整牙型。如果做不到,則應有30°倒角。
9 檢驗
9.1 測量條件
本标準中的規定值均以标準的測量條件為準,即:溫度為20℃、測量力為零。
9.2 檢測參數和檢測器具
9.2.1 螺紋塞規各參數采用直接檢測法檢驗,其主要檢測參數和檢測器具見表13。
表13
主要檢測參數
檢測器具
單一中徑
測長儀、量針
小徑
萬能工具顯微鏡
螺距
萬能工具顯微鏡、螺距儀
牙型半角
萬能工具顯微鏡
9.2.2 螺紋環規的檢驗應以校對螺紋塞規為準。若發生争議時,應按附錄C中的C.3 處理。若用戶和制造商雙方一緻同意采用其他的測量方法,則螺紋環規的單一中徑尺寸和偏差是有效的。螺紋環規的小徑采用光滑極限塞規檢驗。
更多相關數據
