2. 表面缺陷的種類、原因、外觀特征和極限
2.1 裂縫 Cracks
裂縫是一種清晰(結晶體)的沿金屬晶粒邊界或橫穿晶粒的斷裂,并可能含有外來元素的夾雜物。裂縫通常是金屬在鍛造或其他成型工序或熱處理的過程中,由于受過高的應力而造成的,也可能在原材料中即存在裂縫。當工件被再次加熱時,通常由于氧化皮的剝落而使裂縫變色。
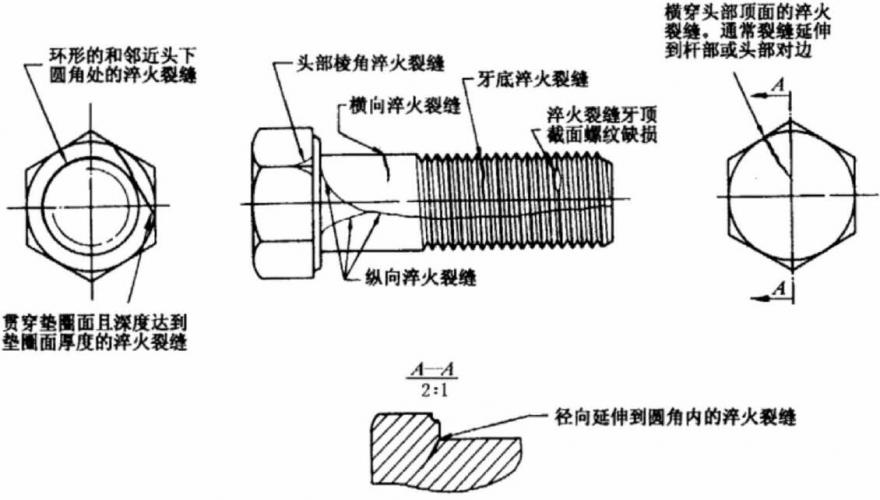
2.1.1 淬火裂縫 Quench cracks
原 因 | 在熱處理過程中,由于過高的熱應力和應變,都可能產生淬火裂縫。 淬火裂縫通常是不規則相交、無規律方向的呈現在緊固件表面。 |
外 觀 |
|
極 限 | 任何深度、任何長度或任何部位的淬火裂縫都不允許存在。 |
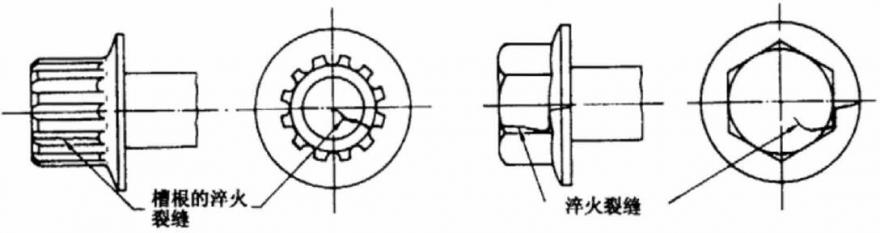
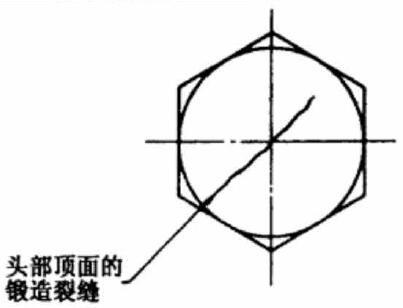
2.1.2 鍛造裂縫Forging cracks
原 因 | 鍛造裂縫可能在切料或鍛造工序中產生,并位于螺栓和螺釘的頭部頂面,以及凹穴頭部隆起部分。 |
外 觀 | |
極 限 | 鍛造裂縫的長度l: l≤1d; 鍛造裂縫的深度或寬度b: b≤0.04d; d——螺紋公稱直徑 |
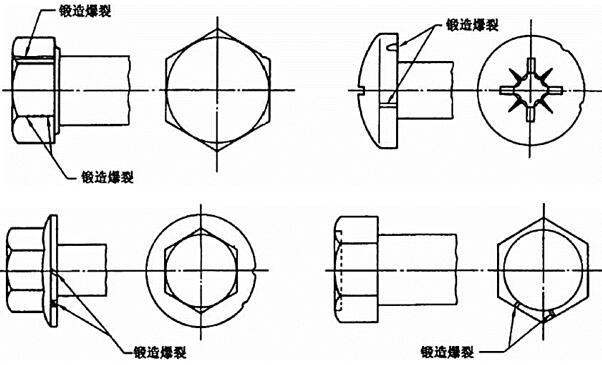
2.1.3 鍛造爆裂 Forging brusts
原 因 | 在鍛造過程中可能產生鍛造爆裂,例如在螺栓和螺釘六角頭的對角上,或在法蘭面或圓頭產品的圓周上,或在凹穴頭部隆起部分出現。 |
外 觀 |
|
極 限 |
六角頭及六角法蘭面螺栓和螺釘: 六角法蘭面螺栓和螺釘的法蘭面上的鍛造爆裂,不應延伸到頭部頂面(倒角圓)或頭下支承面内。對角上的鍛造爆裂,不應使對角寬度減小到低于規定的最小尺寸。 螺栓和螺釘凹穴頭部隆起部分的鍛造爆裂,其寬度不應超過0.06d或深度低于凹穴部分。 圓頭螺栓和螺釘及六角法蘭面螺栓: 螺栓和螺釘的法蘭面和圓頭圓周上的鍛造爆裂的寬度,不應超過下列極限: ≤0,08dc(或dk)(隻有一個鍛造爆裂時); ≤0.04dc(或dk)(有兩個或更多的鍛造爆裂時,其中有一個允許到0.08dc,或dk). d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑 |
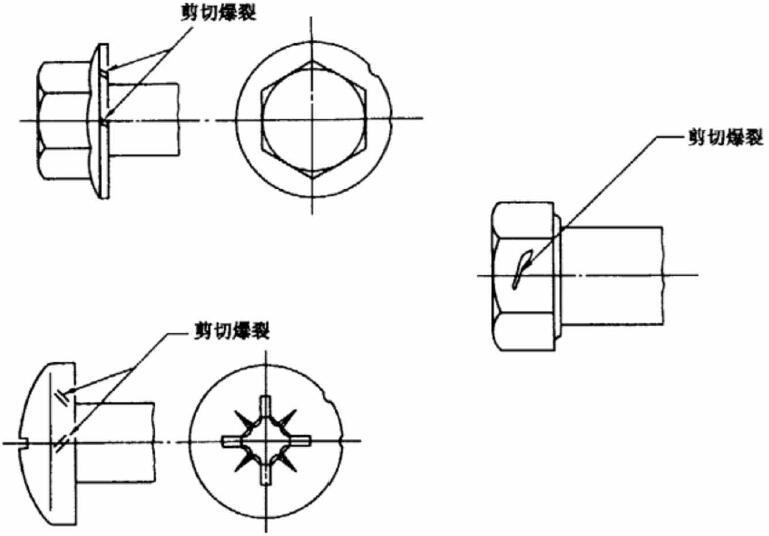
2.1.4 剪切爆裂 Shear brusts
原 因 | 在鍛造過程中可能產生剪切爆裂,如在圓頭或法蘭面產品的圓頭或法蘭面的圓周上出現,通常和產品軸心線約成45°。 剪切爆裂也可能產生在六角頭產品的對邊平面上。 |
外 觀 |
|
極 限 | 六角頭及六角法蘭面螺栓和螺釘: 六角法蘭面螺栓和螺釘的法蘭面上的剪切爆裂,不應延伸到頭部頂面(倒角圓)或頭下支承面内。對角上的剪切爆裂,不應使對角寬度減小到低于規定的最小尺寸。 螺栓和螺釘凹穴頭部隆起部分的剪切爆裂,其寬度不應超過0.06d或深度低于凹穴部分。 圓頭螺栓和螺釘及六角法蘭面螺栓: 螺栓和螺釘的法蘭面和圓頭圓周上的剪切爆裂的寬度,不應超過下列極限: ≤0,08dc(或dk)(隻有一個剪切爆裂時); ≤0.04dc(或dk)(有兩個或更多的剪切爆裂時,其中有一個允許到0.08dc,或dk). d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑 |
2.2 原材料的裂紋和條痕 Row material seams and laps
原材料的裂紋或條痕通常是沿螺紋、光杆或頭部縱向延伸的一條細直線或光滑曲線的缺陷。
原 因 | 裂紋和條痕通常是制造緊固件的原材料中固有的缺陷。 |
外 觀 |
|
極 限 | 裂紋或條痕的深度: ≤0.03d 。 如果裂紋或條痕延伸到頭部,則不應超出對鍛造爆裂規定的寬度和深度的允許極限。 d——螺紋公稱直徑 |
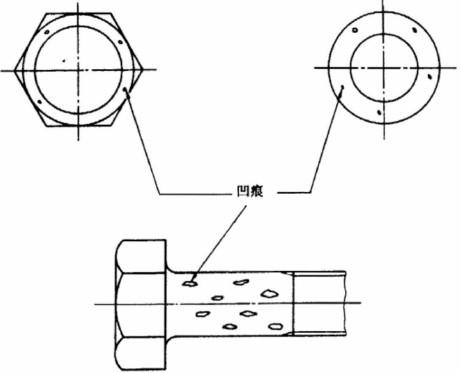
2.3 凹痕 Voids
凹痕是在鍛造或镦鍛過程中,由于金屬未填滿而呈現在螺栓或螺釘表面上的淺坑或凹陷。
原 因 | 凹痕是由切屑或剪切毛刺或原材料的鏽層造成的痕迹或壓印,并在鍛造或镦鍛工序中未能消除。 |
外 觀 |
|
極 限 | 凹痕的深度h: h≤0.02d (最大值為0.25 mm)。 凹痕的面積: 支承面上的凹痕面積之和,不應超過支承面總面積的10%。 d——螺紋公稱直徑 |
2.4 皺紋 Folds
皺紋是在鍛造過程中,呈現在緊固件表面的金屬折疊。
原 因 | 在镦鍛的一次沖擊過程中,由于體積不足和形狀不一造成材料的位移而產生皺紋。 |
外 觀 |
|
極 限 | 位于或低于支承面的内拐角上不允許有皺紋,但在上述圖示或產品标準中特殊允許者例外。 在外拐角的皺紋允許存在。 |
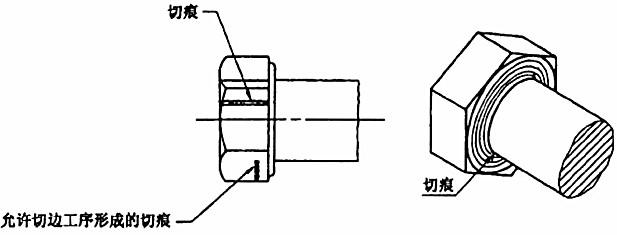
2.5 切痕 Tool marks
切痕是縱向或圓周方向淺的溝槽。
原 因 | 切痕因制造工具超越螺栓或螺釘表面的運動而產生 |
外 觀 |
|
極 限 | 在光杆、圓角或支承面上,由于加工產生的切痕,其表面粗糙度不應超過Ra = 3.2μm(按GB/T 1031規定)。 |
2.6 損傷 Damages
損傷是指螺栓或螺釘任何表面上的刻痕。
原 因 | 損傷,如凹陷、擦傷、缺口和鑿槽,因螺栓或螺釘在制造和運輸過程中受外界影響而產生。 |
外 觀 | 沒有準确的幾何形狀、位置或方向,也無法鑒别外部影響的因素。 |
極 限 | 上述損傷,除非能證實削弱功能或使用性,否則不應拒收。 位于螺紋最初三扣的凹陷、擦傷、缺口和鑿槽不得影響螺紋通規通過,其擰入時的力矩不應大于0.001d 3 N • m。 d——螺紋公稱直徑 |
3. 檢查與判定程序
驗收檢查程序見GB/T 90,如果表面塗、鍍層影響對表面缺陷的識别,則應在檢查前予以去除。
注:GB/T 90修訂時将相應删減,以免重複。
3.1 規則
制造者有權采用任何檢查程序,但必須保證產品符合本标準的規定。需方可以采用本條規定的驗收檢查程序,以确定一批緊固件產品接受或拒收。本程序也适用于有争議時的仲裁檢查,除非供需雙方在訂單中注明協議的其他驗收程序。
3.2 非破壞性檢查
根據規定,從驗收批中随意抽取樣本,并進行目測或其他非破壞性的檢查,如磁力技術或渦流電流,若發現有缺陷樣品未超過允許的極限,則接受該批產品;若發現有缺陷樣品數超過允許的極限,則這些不合格品作為批量并按3.3條程序進行檢查。
3.3 破壞性檢查
按3.2條的程序,如查出不合格產品,則根據規定,将有最嚴重缺陷的產品組成第二樣本,并在通過缺陷的最大深度處取一個垂直于缺陷的截面進行檢查。
3.4 判定
在目測檢查中,若發現有任何部位上的淬火裂縫或在内拐角上的皺紋或在非圓形軸肩緊固件上有低于支承面超出“三葉”形的皺紋,則拒收該批產品。在破壞性檢查中,若發現有超出規定允許極限的鍛造裂縫、爆裂、裂紋和條痕、凹痕、切痕或損傷,則拒收該批產品。
表A1 目測和非破壞性檢查的樣本大小
批量* N | 樣本大小 n |
N≤1 200 1 201≤N≤10 000 10 001≤N≤35 000 35 001≤N≤150 000 | 20 32 50 80 |
注:樣本大小依據GB/T 15239中表10規定的檢查水平S-4。 * 批量是同一型式、規格和性能等級,在同一時間提交驗收的產品數量。 | |
表A2 破壞性檢查的第二樣本大小
樣本中有缺陷產品的數量 N | 第二樣本大小 n |
N≤8 9≤N≤15 16≤N≤25 26≤N≤50 51≤N≤80 | 2 3 5 8 13 |
注:第二樣本大小依據GB/T 2828中表2和表3規定的一般檢查水平II。 | |
鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件
自攻螺釘連接 底孔直徑和擰緊扭矩技術條件
複合型密封墊片材料
金屬和合金的腐蝕大氣腐蝕性 第1部分:分類、測定和評估
金屬和合金的腐蝕 大氣腐蝕性 第2部分:腐蝕等級的指導值
鋼絲繩通用技術條件
彈性墊圈技術條件 錐形彈性墊圈
擋圈技術條件 - 彈性擋圈
熱卷圓柱螺旋壓縮彈簧 技術條件
預載荷高強度栓接結構連接副 第1部分:通用要求
冷卷圓柱螺旋彈簧技術條件 第1部分:拉伸彈簧
冷卷圓柱螺旋彈簧技術條件 第2部分:壓縮彈簧
鋼絲螺套技術條件
機電產品包裝通用技術條件
鍵的技術要求

緊固件 螺栓、螺釘、螺柱和螺母通用技術條件
卡套式管接頭技術條件
擴口式管接頭技術條件
鋼制管法蘭用金屬環墊 技術條件
鋼結構用大六角螺栓、螺母、墊圈的技術要求

普通螺紋量規 技術條件
緊固件 标志與包裝
螺栓、螺釘和螺母用平墊圈 總方案
緊固件表面缺陷 - 螺母
緊固件表面缺陷 - 螺栓、螺釘和螺柱 - 特殊要求

鉚螺母技術條件
錨技術條件
擊芯鉚釘技術條件
鋼結構用扭剪型高強度螺栓連接副技術條件
機床夾具零件及部件技術要求
油杯技術條件
油标技術條件
圓柱頭用沉孔
自鎖螺母技術條件
止動墊圈技術條件

銷的技術條件
擋圈技術條件 - 彈性擋圈
擋圈技術條件 切制擋圈
可鍛鑄鐵管路連接件技術條件
螺栓技術條件
緊固件 第27部分:帶預粘塗層的鋼制螺釘、螺栓和螺柱 技術規範
墊圈. 交貨技術條件

厚度 3 ~ 150mm 熱軋鋼闆的尺寸、重量及形狀允許偏差

鋼制闆材、冷軋鋼闆 尺寸、允許的尺寸和形狀偏差
商用車輛 輪毂安裝尺寸
金屬和合金的腐蝕 大氣腐蝕性 第2部分:腐蝕等級的指導值
沖壓工具 彈性體壓縮彈簧 第2部分:附件規範
液壓傳動 二通、三通和四通螺紋式插裝閥 插裝孔
緊固件冷镦模 技術條件

沖模零件技術條件
機床夾具零件及部件技術要求
内燃機 氣缸蓋螺母及飛輪螺母 技術條件
木結構 銷釘型緊固件 要求
鎳基合金NI-PH2601(鉻鎳鐵合金718)耐熱MJ螺紋螺栓 等級-1275MPa(環境溫度)/650°C 技術規範
預加負荷用高強度結構螺栓組件 第1部分:一般要求
法蘭及其接頭 螺栓連接 第3部分:指定等級鋼法蘭螺栓材料的分類
金屬制品檢驗文件的類型
法蘭及其接頭 螺栓連接 第2部分:PN指定鋼法蘭螺栓材料分類
法蘭及其接頭 螺栓連接 第1部分:螺栓連接的選擇
航空航天系列 自鎖螺旋線圈螺紋式插件技術規範
航空航天系列 螺旋形線圈自鎖螺紋插件組裝程序
鋼制管法蘭、墊片、緊固件選配規定(PN系列)
用于石油和天然氣工業的合金和碳鋼螺栓規範
淬硬鋼制平墊圈技術要求
米制系列淬硬鋼平墊圈技術要求
有鍍層和無鍍層的鋼制輸電塔螺栓标準規範
防水卷材屋面用機械固定件
建築機械與設備高強度緊固件技術條件
緊固件标準 帶帽螺釘、六角螺栓和六角螺母
鑽尾自攻釘的技術要求
螺紋緊固件預塗粘附層技術條件 第1部分:微膠囊鎖固層
螺紋緊固件預塗粘附層技術條件 第2部分:聚酰胺鎖緊層
螺紋鋼緊固件的技術供應條件:第1部分 - 螺栓、螺釘和雙頭螺栓的一般要求
機械螺釘和自攻螺釘的通用要求
普通螺母和開槽螺母 第1部分:通用規範
普通型鋼絲螺套技術條件
彈簧墊圈 計算
刮闆輸送機緊固件 螺栓技術條件