4.1 一般要求
4.1.1 有粘附層的螺栓擰入螺母或螺孔時,螺母和螺孔應倒角。
4.1.2 粘附層可以防止零件完全脫離配合件。
4.1.3 有粘附層的螺栓在滿足表2 規定的扭矩要求時,可重複使用3次。用于安裝和調整時,允許
多次使用。
4.1.4 有粘附層螺栓在正常保管的情況下,應保證至少4 年内性能要求不發生變化。
4.2 預塗部位及長度
4.2.1 基本要求。
4.2.1.1 應确保螺栓和試驗螺母擰緊後的旋合部分位于粘附層長度範圍内。
4.2.1.2 粘附層的殘餘物不應影響螺栓的旋入。
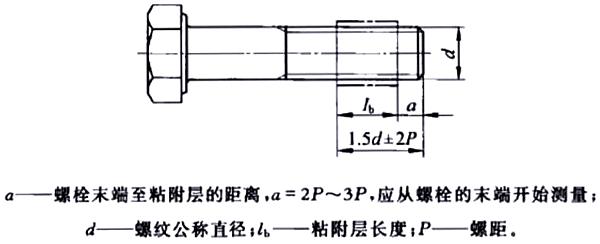
4.2.2 标準預塗。
螺栓标準預塗部位及粘附層長度按下圖的規定。尺寸α 範圍内不應有粘附層。
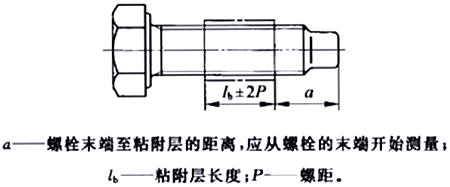
4.2.3 特殊預塗。
螺栓特殊預塗部位及粘附層長度按下圖的規定。尺寸α 範圍内不應有粘附層。
4.3 鎖緊要求
4.3.1 技術要求。
粘附層在不同環境條件下的扭短要求按表1 的規定。
表 1
| 類 型 | 環 境 條 件 | 扭 矩 要 求 | |||
| 預緊螺栓連接 | |||||
| 性 能a.b | 耐 溫 性 | 室溫 | 23 ℃ ± 5 ℃,相對濕度不大于 65% | 表 2 | |
| 高溫 | 100 ℃放置 3 h | 表 2 | |||
| 150 ℃放置 3 h | 表 2 | ||||
| 200 ℃放置 3 h | 表 2 | ||||
注: 1. 熔融聚酰胺粘附層的塗覆溫度高達120℃,局部可短時間内達到約220 ℃~230℃,對于應用溫度為150℃~200℃的粘附層,塗覆溫度可能更高。高溫會對螺栓表面塗層產生不利影響,尤其是破壞螺栓的耐腐蝕性能。
2. 如果在螺栓的鋅片塗層、封閉劑、滲有潤滑材料的塗料或另塗潤滑油的表面上塗覆粘附層時,會影響粘附層的附着強度,導緻擰入時粘附層脫落或使用次數減少。
a. 性能試驗由粘附層制造商實施,作為粘附層的型式試驗。
b. 特殊狀況下由供需雙方協商後進行試驗。
4.3.2 扭矩值。
室溫(23℃土5℃,相對濕度不大于65%)、高溫(120℃、150℃和200℃)條件下,預緊螺栓連接的扭矩值按 表2 的規定。
表 2 單位:N•m
| 螺 紋 規 格 | 擰入扭矩 | 緊固扭矩 | 擰出扭矩 | ||||
第一次 Tin | TAa.b | 第一次 Tout | 第三次 Tout | ||||
| max | 5.6、5.8 | 8.8、10.9、12.9 | min | max | |||
| M3 | ─ | ─ | 0.43 | 0.6 | 1.2 | 0.1 | 0.08 |
| M4 | ─ | ─ | 0.9 | 1.3 | 2.8 | 0.12 | 0.1 |
| M5 | ─ | ─ | 1.6 | 2.6 | 5.5 | 0.18 | 0.15 |
| M6 | ─ | ─ | 3 | 4.5 | 9.5 | 0.35 | 0.23 |
| M8 | M8×1 | ─ | 6 | 11 | 23 | 0.85 | 0.45 |
| M10 | M10×1.25 | ─ | 10.5 | 22 | 46 | 1.5 | 0.75 |
| M12 | M12×1.25 | M12×1.5 | 15.5 | 38 | 79 | 2.3 | 7.6 |
| M14 | M14×1.5 | ─ | 24 | 60 | 125 | 3.3 | 2.3 |
| M16 | M16×1.5 | ─ | 32 | 90 | 195 | 4 | 2.8 |
| M18 | M18×1.5 | ─ | 45 | 128 | 280 | 4.7 | 3.2 |
注:1. 其他螺紋規格的扭矩值由供需雙方協商。
2. 按規定扭矩進行粘附層性能試驗時,粘附層不應脫落。
a. 根據總摩擦因數μ=0.12 和90%Rel(5.6級)的最小值或90%RPf 的最小值(5.8級)或90%RP0.2 的最小值(8.8、10.9和12.9級)确定(見GB/T 3098.1)。
b. 對于符合GB/T 3098.6 和GB/T 3098.8 的螺栓,應按本表5.6、5.8 的扭矩值。
鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件
自攻螺釘連接 底孔直徑和擰緊扭矩技術條件
複合型密封墊片材料
金屬和合金的腐蝕大氣腐蝕性 第1部分:分類、測定和評估
金屬和合金的腐蝕 大氣腐蝕性 第2部分:腐蝕等級的指導值
鋼絲繩通用技術條件
彈性墊圈技術條件 錐形彈性墊圈
擋圈技術條件 - 彈性擋圈
熱卷圓柱螺旋壓縮彈簧 技術條件
預載荷高強度栓接結構連接副 第1部分:通用要求
冷卷圓柱螺旋彈簧技術條件 第1部分:拉伸彈簧
冷卷圓柱螺旋彈簧技術條件 第2部分:壓縮彈簧
鋼絲螺套技術條件
機電產品包裝通用技術條件
鍵的技術要求

緊固件 螺栓、螺釘、螺柱和螺母通用技術條件
卡套式管接頭技術條件
擴口式管接頭技術條件
鋼制管法蘭用金屬環墊 技術條件
鋼結構用大六角螺栓、螺母、墊圈的技術要求

普通螺紋量規 技術條件
緊固件 标志與包裝
螺栓、螺釘和螺母用平墊圈 總方案
緊固件表面缺陷 - 螺栓、螺釘和螺柱 - 一般要求
緊固件表面缺陷 - 螺母
緊固件表面缺陷 - 螺栓、螺釘和螺柱 - 特殊要求

鉚螺母技術條件
錨技術條件
擊芯鉚釘技術條件
鋼結構用扭剪型高強度螺栓連接副技術條件
機床夾具零件及部件技術要求
油杯技術條件
油标技術條件
圓柱頭用沉孔
自鎖螺母技術條件
止動墊圈技術條件

銷的技術條件
擋圈技術條件 - 彈性擋圈
擋圈技術條件 切制擋圈
可鍛鑄鐵管路連接件技術條件
螺栓技術條件
緊固件 第27部分:帶預粘塗層的鋼制螺釘、螺栓和螺柱 技術規範
墊圈. 交貨技術條件

厚度 3 ~ 150mm 熱軋鋼闆的尺寸、重量及形狀允許偏差

鋼制闆材、冷軋鋼闆 尺寸、允許的尺寸和形狀偏差
商用車輛 輪毂安裝尺寸
金屬和合金的腐蝕 大氣腐蝕性 第2部分:腐蝕等級的指導值
沖壓工具 彈性體壓縮彈簧 第2部分:附件規範
液壓傳動 二通、三通和四通螺紋式插裝閥 插裝孔
緊固件冷镦模 技術條件

沖模零件技術條件
機床夾具零件及部件技術要求
内燃機 氣缸蓋螺母及飛輪螺母 技術條件
木結構 銷釘型緊固件 要求
鎳基合金NI-PH2601(鉻鎳鐵合金718)耐熱MJ螺紋螺栓 等級-1275MPa(環境溫度)/650°C 技術規範
預加負荷用高強度結構螺栓組件 第1部分:一般要求
法蘭及其接頭 螺栓連接 第3部分:指定等級鋼法蘭螺栓材料的分類
金屬制品檢驗文件的類型
法蘭及其接頭 螺栓連接 第2部分:PN指定鋼法蘭螺栓材料分類
法蘭及其接頭 螺栓連接 第1部分:螺栓連接的選擇
航空航天系列 自鎖螺旋線圈螺紋式插件技術規範
航空航天系列 螺旋形線圈自鎖螺紋插件組裝程序
鋼制管法蘭、墊片、緊固件選配規定(PN系列)
用于石油和天然氣工業的合金和碳鋼螺栓規範
淬硬鋼制平墊圈技術要求
米制系列淬硬鋼平墊圈技術要求
有鍍層和無鍍層的鋼制輸電塔螺栓标準規範
防水卷材屋面用機械固定件
建築機械與設備高強度緊固件技術條件
緊固件标準 帶帽螺釘、六角螺栓和六角螺母
鑽尾自攻釘的技術要求
螺紋緊固件預塗粘附層技術條件 第1部分:微膠囊鎖固層
螺紋鋼緊固件的技術供應條件:第1部分 - 螺栓、螺釘和雙頭螺栓的一般要求
機械螺釘和自攻螺釘的通用要求
普通螺母和開槽螺母 第1部分:通用規範
普通型鋼絲螺套技術條件
彈簧墊圈 計算
刮闆輸送機緊固件 螺栓技術條件
