-
8.1 通則
FF和MP兩個試驗系列(組),可對表3規定的緊固件機械和物理性能進行試驗。FF組用于緊固件成品試驗,而MP組用于緊固件材料性能試驗。FF和MP組又分為:FF1、FF2、FF3、FF4,MP1和MP2。
由于尺寸大小和/或承載能力的原因,有些類型或規格的緊固件,不能按表3的所有項目進行試驗。 -
8.2 緊固件的承載能力
8.2.1 全承載能力的緊固件全承載能力的緊固件(标準化的或非标準化的)應按FF1、FF2或MP2對緊固件成品進行拉力試驗:
a) 斷裂應發生在未旋合螺紋的長度内或無螺紋杆部;
b) 其最小拉力載荷(Fm.min)應符合表4或表6的規定。8.2.2降低承載能力的緊固件降低承載能力的緊固件(标準化的或非标準化的)。雖然材料性能符合本部分的規定,但因幾何尺寸的原因,如按FF1、FF2或MP2對其成品進行拉力試驗時,則達不到承載能力的要求。當按FF3或FF4進行拉力試驗時,降低承載能力的緊固件通常不斷裂在未旋合螺紋的長度内。
與螺紋的最小拉力載荷相比,因幾何尺寸原因降低承載能力的緊固件有兩種基本類型:
a)螺栓或螺釘的頭部設計:帶或不帶外扳擰的降低頭部高度的螺栓,或帶内扳擰的扁圓頭、低圓柱頭或某些沉頭的螺釘。b)緊固件特殊的杆部設計:适用于不要求,或不按本部分規定的承載能力,如腰狀杆螺釘。
FF3适用于 a 類緊固件(見表10),FF4适用于 b 類緊固件(見表11)。
-
8.3 制造者的控制
按本部分生產的緊固件,當采用表8~表11規定的“可實施的試驗”時。應能符合表3~表7的技術要求。
本部分不要求制造者對每一生產批都要實施試驗,但制造者的責任是:可以選擇自己的方法,如工序控制或檢查,以确保每一生產批均符合所有的技術要求。
有争議時,應按第9章規定的試驗方法。 -
8.4 供方的控制
供方可選擇自己的方法控制其提供的緊固件符合表3~表7規定的機械和物理性能。
有争議時,應按第9章規定的試驗方法。 -
8.5 需方的控制
需方可按第9章的試驗方法,從8.6中選擇适當的試驗系列控制交付的緊固件質量。
有争議時,應按第9章規定的試驗方法。 -
8.6 對緊固件與機械加工試件可實施的試驗
8.6.1 通則按第9章規定的試驗方法,表8~表13規定了FF1~FF4、MP1~MP2的适用性。表8~表11為緊固件成品試驗,提供了FF1~FF4試驗系列。——FF1:用于測定标準頭部和标準杆或細杆(全承載能力的)即ds>d2或ds≈d2的螺栓和螺釘成品的性能,見表8。——FF2:用于測定标準杆或細杆(全承載能力的)即ds>d2或ds≈d2的螺柱成品的性能,見表9。——FF3:用于測定ds>d2或ds≈d2并且降低承載能力的螺栓和螺釘成品性能,其降低承載能力的原因為:1) 低的頭部高度,帶或不帶外扳擰結構;2) 帶内扳擰結構的扁圓頭或低圓柱頭;3) 帶内扳擰結構的某些沉頭。見表10。——FF4:用于測定特殊設計,即不要求,或不按本部分規定的承載能力的螺栓、螺釘和螺柱成品性能,如ds<d2腰狀杆緊固件(降低承載能力),見表11。表12~表13為緊固件材料性能試驗和/或改進工藝的試驗,提供了MP1和MP2試驗系列。FF1~FF4也可用于這一目的。——MP1:用于機械加工試件測定緊固件材料性能和/或改進工藝的試驗,見表12。——MP2:用于緊固件成品測定全承載能力緊固件實物(ds>d2或ds≈d2)的材料性能和/或改進工藝的試驗,見表13。8.6.2 适用性各種試驗方法對緊固件的适用性按表8~表13的規定。8.6.3 交付試驗結果當需方要求交付包括試驗結果的報告(特殊訂單)時,他們應按第9章的規定,并從表8~表13中選取試驗方法。由需方規定的特殊試驗,應在訂貨時協議。
表8 FF1試驗系列 全承載能力的螺栓和螺釘成品
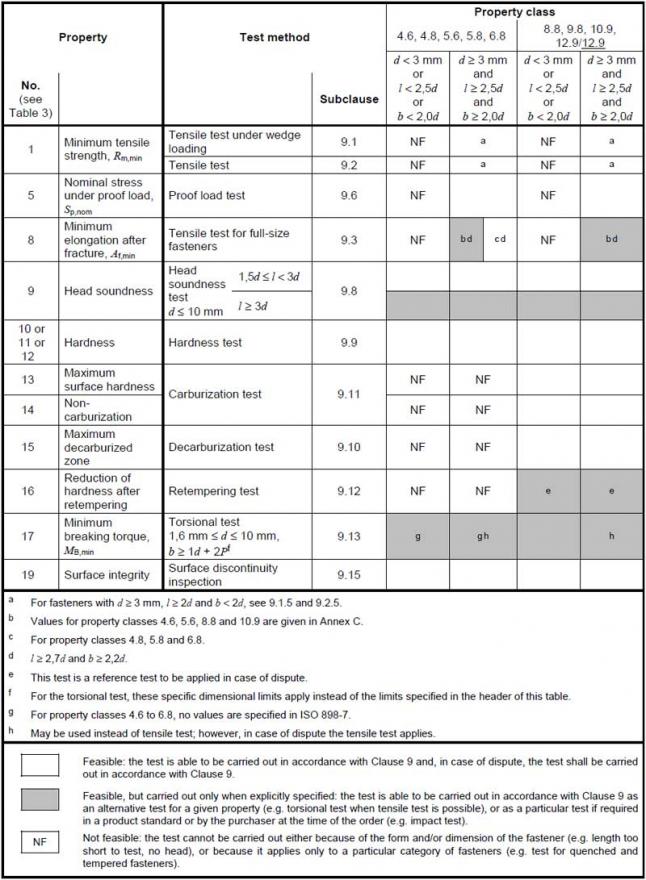
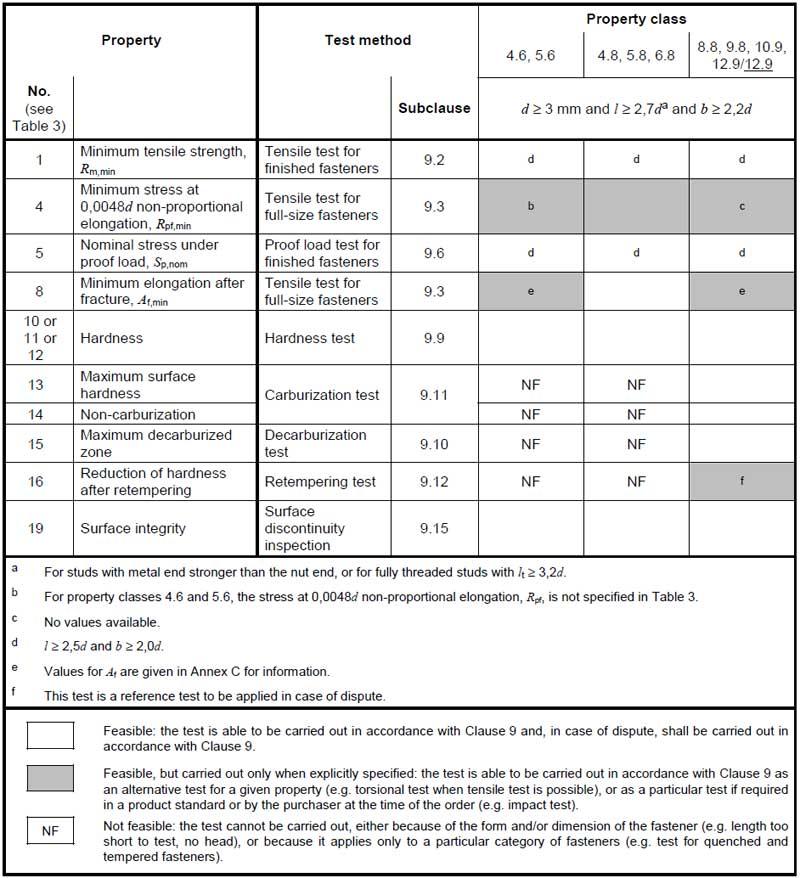
表9 FF2試驗系列 全承載能力的螺柱成品
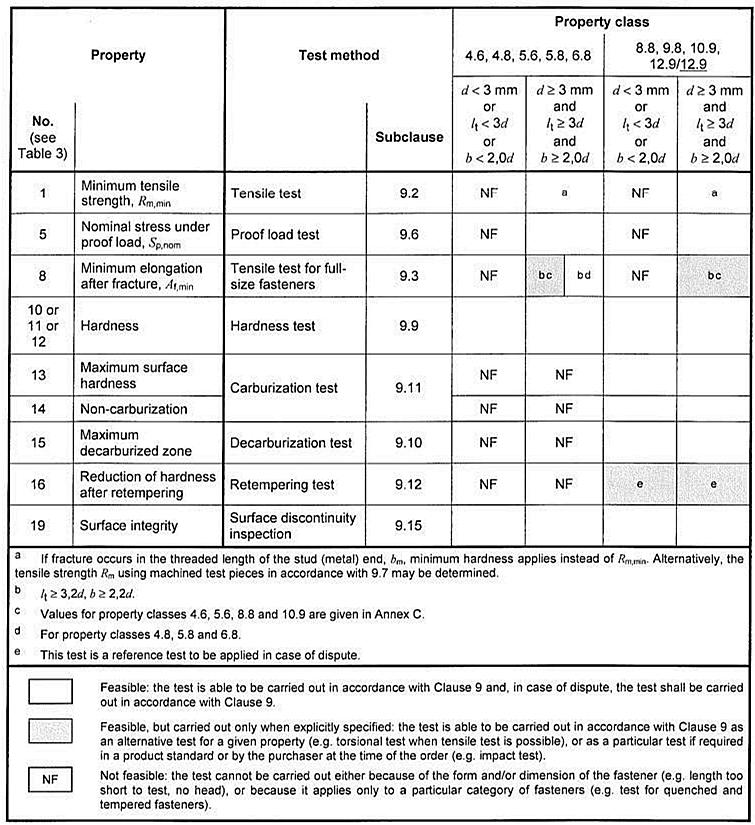
表10 FF3 試驗系列 因頭部設計降低承載能力的螺釘成品
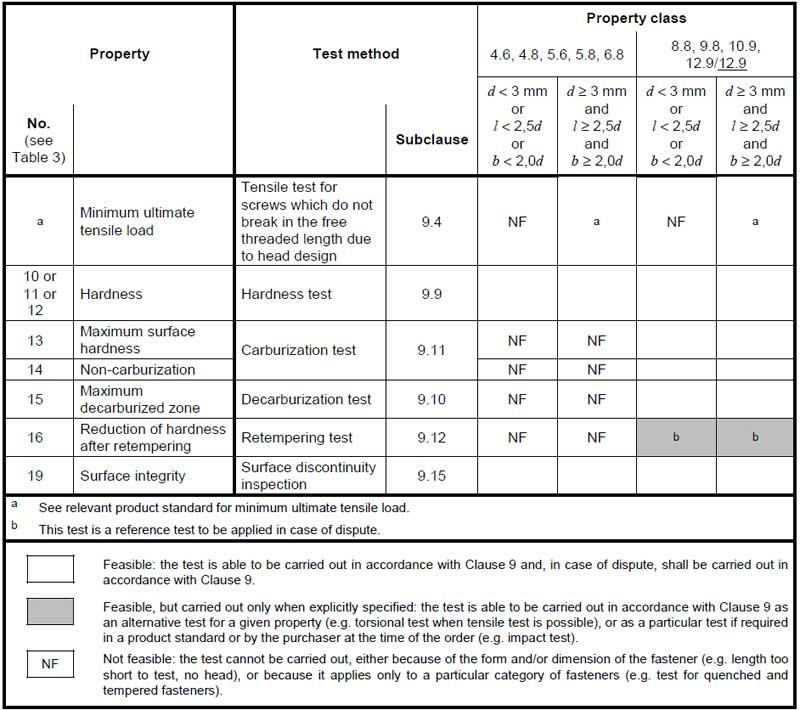
表11 FF4 試驗系列 降低承載能力的螺栓、螺釘和螺柱成品(如,腰狀杆)
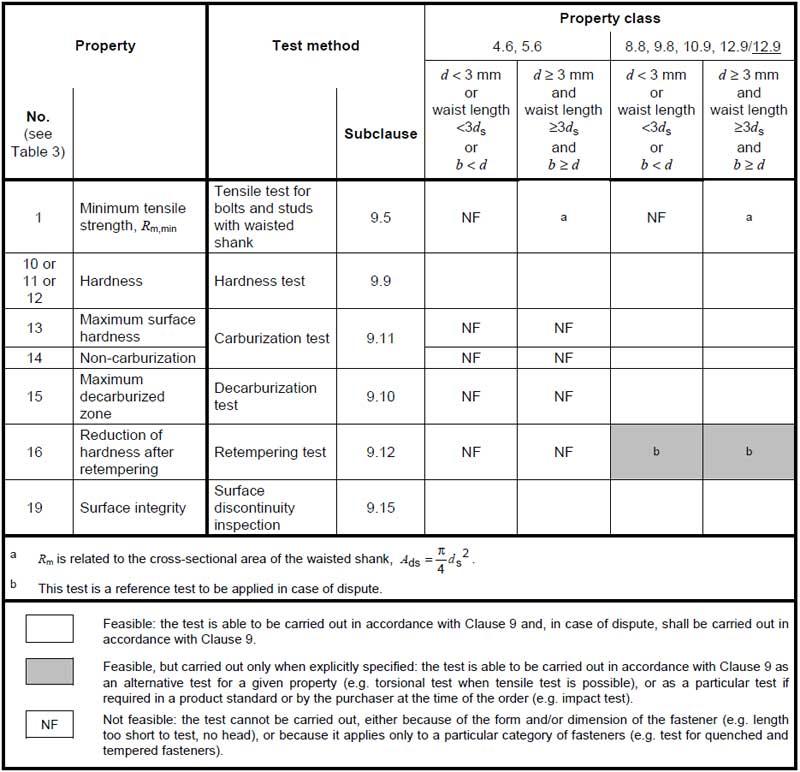
表12 MP1試驗系列 用機械加工試件測定材料性能
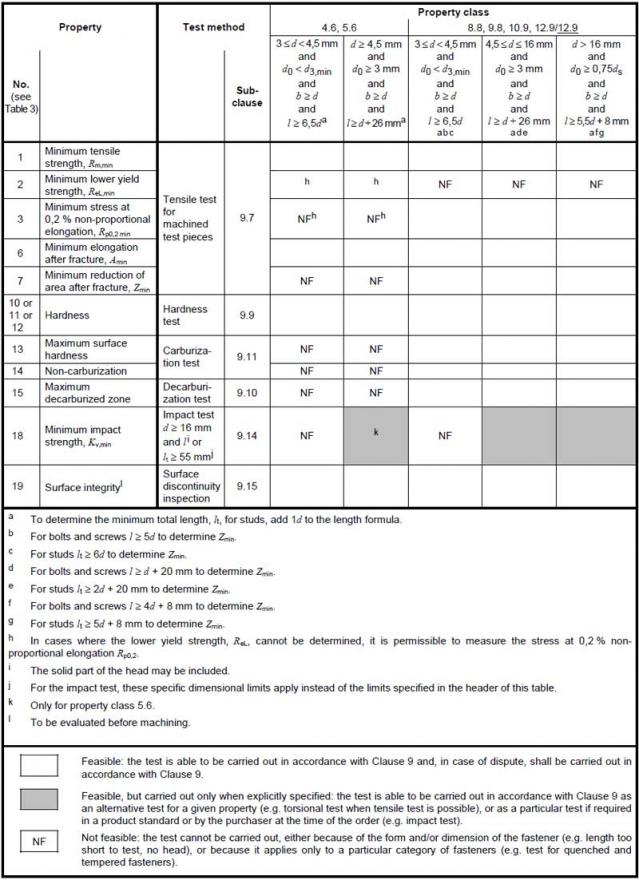
表13 MP2試驗系列 用全承載能力的螺栓、螺釘和螺柱成品測定材料性能