-
еМЦе≠ЄжИРеИЖгАБж©ЯжҐ∞жАІиГљ
4 еМЦе≠ЄжИРеИЖ
жЬђйГ®еИЖзФЯзФҐзЪДзЈКеЃЪиЮЇйЗШеТМй°ЮдЉЉзЪДзЈКеЫЇдїґйАВзФ®зЪДдЄНйПљйЛЉеМЦе≠ЄжИРеИЖпЉМеЬ®и°®2дЄ≠絶еЗЇгАВ
ж≥®пЉЪи°®2絶еЗЇзЪДеМЦе≠ЄжИРеИЖиИЗGB/T 3098.6-2014и°®1зЫЄжЗЙзµДеИЂзЪДеМЦе≠ЄжИРеИЖжШѓдЄАзЈїзЪДгАВ
йЩ§йЭЮдєЛеЙНпЉМи≥Љи≤ЈиАЕиИЗеИґйА†иАЕеП¶жЬЙеНФи≠∞пЉМеР¶еЙЗеЬ®и¶ПеЃЪзЪДйЛЉзЪДзµДеИЂзѓДеЬНеЖЕзЪДеМЦе≠ЄжИРеИЖзФ±еИґйА†иАЕжЬАзµВйБЄжУЗгАВ
еЬ®жЬЙжЩґйЦУиЕРиЭХеВЊеРСзЪДе†іеРИпЉМжО®иЦ¶жМЙGB/T 4334зЪДи¶ПеЃЪйА≤и°М詶й©ЧгАВеЬ®ж≠§жГЕж≥БдЄЛпЉМжО®иЦ¶йЗЗзФ®з©©еЃЪеЮЛзЪДA3еТМA5жИЦиАЕйЗЗзФ®еРЂзҐ≥йЗПдЄНиґЕйБО0.03%зЪДA2еТМA4зµДдЄНйПљйЛЉгАВ
и°®2 дЄНйПљйЛЉзµДеИЂеМЦе≠ЄжИРеИЖ
й°ЮеИЂ
зµДеИЂ
еМЦе≠ЄжИРеИЖaпЉИи≥™йЗПеИЖжХЄпЉЙ/ %
ж≥®
C
Si
Mn
P
S
Cr
Mo
Ni
Cu
е•Іж∞ПйЂФ
A1
0.12
1
6.5
0.2
0.15пљЮ0.35
16пљЮ19
0.7
5пљЮ10
1.75пљЮ2.25
bпЉМcпЉМd
A2
0.10
1
2
0.05
0.03
15пљЮ20
вАФe
8пљЮ19
4
fпЉМg
A3
0.08
1
2
0.045
0.03
17пљЮ19
вАФe
9пљЮ12
1
h
A4
0.08
1
2
0.045
0.03
16пљЮ18.5
2пљЮ3
10пљЮ15
4
gпЉМi
A5
0.08
1
2
0.045
0.03
16пљЮ18.5
2пљЮ3
10.5пљЮ14
1
hпЉМi
ж≥®1: дЄНйПљйЛЉзЪДй°ЮеИЂеТМзµДеИЂпЉМеПКжґЙеПКеЕґзЙєжАІеТМжЗЙзФ®зЪДи™™жШОпЉМеЬ®йЩДйМДAдЄ≠絶еЗЇгАВ
ж≥®2: жМЙISO 683-13еТМISO 4954еЈ≤ж†ЗжЇЦеМЦзЪДдЄНйПљйЛЉжЭРжЦЩз§ЇдЊЛпЉМеЬ®йЩДйМДBеТМйЩДйМДCдЄ≠еИЖеȀ絶еЗЇгАВ
a йЩ§еЈ≤и°®жШОиАЕе§ЦпЉМеЭЗз≥їжЬАе§ІеАЉгАВ
b з°ЂеПѓзФ®з°Тдї£гАВ
c е¶ВйО≥еРЂйЗПдљОдЇО8%пЉМеЙЗйМ≥жЬАе∞ПеРЂйЗПжЗЙзВЇ5%гАВ
d йО≥еРЂйЗПе§ІдЇО8 %жЩВпЉМе∞НйКЕзЪДжЬАе∞ПеРЂйЗПдЄНдЇИйЩРеИґгАВ
e зФ±еИґйА†иАЕж±ЇеЃЪеПѓдї•жЬЙйТЉеРЂйЗПпЉМдљЖе∞НжЯРдЇЫдљњзФ®е†іеРИпЉМе¶ВжЬЙењЕи¶БйЩРеЃЪйТЉзЪДж•µйЩРеРЂйЗПжЩВпЉМеЙЗжЗЙеЬ®и®ВеЦЃдЄ≠зФ±зФ®жИґж≥®жШОгАВ
f е¶ВжЮЬйЙїеРЂйЗПдљОдЇО17%пЉМеЙЗйО≥зЪДжЬАе∞ПеРЂйЗПжЗЙзВЇ12%гАВ
g е∞НжЬАе§ІзҐ≥еРЂйЗПйБФеИ∞0.03%зЪДдЄНйПљйЛЉпЉМж∞ЃеРЂйЗПжЬАйЂШеПѓдї•йБФеИ∞0.22%гАВ
h зВЇз©©еЃЪзµДзєФпЉМйТЫеРЂйЗПжЗЙ вЙ•пЉИ5√ЧC%пЉЙпљЮ0.8%пЉМеєґжЗЙжМЙжЬђи°®йАВзХґж†ЗењЧпЉМжИЦиАЕйУМеТМ/жИЦйТЉеРЂйЗПжЗЙ вЙ•пЉИ10√ЧC%пЉЙпљЮ1.0%пЉМеєґжЗЙжМЙжЬђи°®и¶ПеЃЪйАВзХґж†ЗењЧгАВ
i е∞НиЉГе§ІзЫіеЊСзЪДзФҐеУБпЉМзВЇйБФеИ∞и¶ПеЃЪзЪДж©ЯжҐ∞жАІиГљпЉМзФ±еИґйА†иАЕж±ЇеЃЪеПѓдї•зФ®иЉГйЂШзЪДеРЂзҐ≥йЗПпЉМдљЖдЄНеЊЧиґЕйБО0.12%гАВ
5 ж©ЯжҐ∞жАІиГљ
5.1 йАЪеЙЗ
жМЙжЬђйГ®еИЖзФЯзФҐзЪДзЈКеЃЪиЮЇйЗШеТМй°ЮдЉЉзЪДзЈКеЫЇдїґзЪДж©ЯжҐ∞жАІиГљпЉМжЗЙзђ¶еРИи°®3еТМи°®4絶еЗЇзЪДжХЄеАЉгАВ
жМЙ5.2еТМ5.3и¶ПеЃЪзЪДж©ЯжҐ∞жАІиГљйАВзФ®дЇОй©ЧжԴ晥жЯ•пЉМеєґжЗЙжМЙ6.1жИЦ6.2зЪД詶й©ЧжЦєж≥ХйА≤и°М晥жЯ•гАВ
5.2 еЖЕеЕ≠иІТзЈКеЃЪиЮЇйЗШзЪДдњЭи≠ЙжЙ≠зЯ©
еЖЕеЕ≠иІТзЈКеЃЪиЮЇйЗШжЗЙзђ¶еРИи°®3絶еЗЇзЪДдњЭи≠ЙжЙ≠зЯ©и¶Бж±ВгАВ
и°®3 дњЭи≠ЙжЙ≠зЯ©и¶Бж±В
иЮЇзіЛеЕђз®±
зЫіеЊСd
詶й©ЧзЪДзЈКеЃЪиЮЇйЗШзЪДжЬАе∞ПйХЈеЇ¶a/mm
з°ђеЇ¶з≠ЙзіЪ
12H
21H
еє≥зЂѓ
йМРзЂѓ
еЬУжЯ±зЂѓ
еЗєзЂѓ
дњЭи≠ЙжЙ≠зЯ©/пЉИN¬ЈmпЉЙ/min
1.6
2.5
3
3
2.5
0.03
0.05
2
4
4
4
3
0.06
0.1
2.5
4
4
5
4
0.18
0.3
3
4
5
6
5
0.25
0.42
4
5
6
8
6
0.8
1.4
5
6
8
8
6
1.7
2.8
6
8
8
10
8
3
5
8
10
10
12
10
7
12
10
12
12
16
12
14
24
12
16
16
20
16
25
42
16
20
20
25
20
63
105
20
25
25
30
25
126
210
24
30
30
35
30
200
332
a 詶й©ЧзЪДжЬАе∞ПйХЈеЇ¶жЗЙеЬ®зФҐеУБж†ЗжЇЦдЄ≠йїЮеКГзЈЪдї•дЄЛзЪДйХЈеЇ¶пЉМеН≥иЗ≥е∞СжЗЙзХґжЬЙдЄАеАЛж†ЗжЇЦзЪДеЖЕеЕ≠иІТжЈ±еЇ¶зЪДйХЈеЇ¶гАВ
5.3 з°ђеЇ¶
зЈКеЃЪиЮЇйЗШжЗЙзђ¶еРИи°®4絶еЗЇзЪДз°ђеЇ¶и¶Бж±ВгАВ
и°®4 з°ђеЇ¶
з°ђеЇ¶
з°ђеЇ¶з≠ЙзіЪ
12H
21H
з°ђеЇ¶
зґ≠ж∞Пз°ђеЇ¶/HV
125пљЮ209
вЙ•210
еЄГж∞Пз°ђеЇ¶/HB
123пљЮ213
вЙ•214
жіЫж∞Пз°ђеЇ¶/HRB
70пљЮ95
вЙ•96
6 詶й©ЧжЦєж≥Х
6.1 еЖЕеЕ≠иІТзЈКеЃЪиЮЇйЗШзЪДдњЭи≠ЙжЙ≠зߩ詶й©Ч
е∞ЖзЈКеЃЪиЮЇйЗШжУ∞еŕ詶й©Че§ЊеЕЈпЉМе¶ВеЬЦ2жЙАз§ЇпЉМзЫіиЗ≥иЮЇйЗШй†ВйЭҐиИЗ詶й©Че§ЊеЕЈйљКеє≥пЉМеєґжЗЙй†ВеЬ®еЯЇеЇІзЪДжФѓжЙњзЂѓпЉМдЊЛе¶ВеЊЮеП¶дЄАеБійЭҐжУ∞еЕ•дЄАеАЛжФѓжЙњиЮЇйЗШгАВ
詶й©ЧзФ®еЖЕеЕ≠иІТжЙ≥жЙЛпЉЪе∞НйВКеѓђеЇ¶зЪДеЕђеЈЃзВЇh9гАБе∞НиІТеѓђеЇ¶зЪДжЬАе∞ПеАЉжЗЙзВЇ1.13sminгАБз°ђеЇ¶зВЇ50HRCпљЮ55HRCпЉМеєґжЗЙиИЗзЈКеЃЪиЮЇйЗШеЖЕеЕ≠иІТзЪДеЕ®йГ®жЈ±еЇ¶зЫЄйљІеРИгАВи©≤иЮЇйЗШжЗЙиГљжЙњеПЧи°®3и¶ПеЃЪзЪДдњЭи≠ЙжЙ≠зЯ©пЉМиАМдЄНзЩЉзФЯжЦЈи£ВгАБи£ВзЄЂжИЦиЮЇзіЛиДЂжЙ£гАВ
йА≤и°МжЬђдњЭи≠ЙжЙ≠зߩ詶й©ЧжЩВпЉМжЗЙдљњзФ®ж†°жЇЦйБОзЪДжЙ≠зЯ©жЄђйЗПеДАеЩ®гАВ
еЫ†жЙ≠зߩ詶й©ЧйА†жИРеЖЕеЕ≠иІТзЪДжРНеВЈдЄНжЗЙдљЬзВЇжЛТжФґдЊЭжУЪгАВ
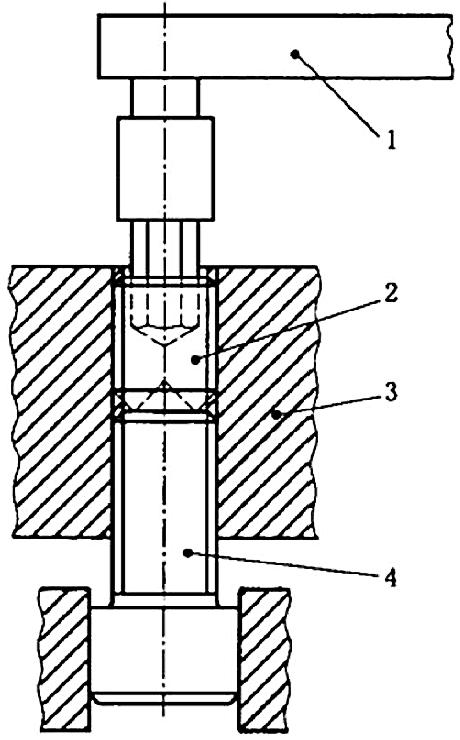
еЬЦ2 жЙ≠зߩ詶й©Чи£ЭзљЃ
и™™жШОпЉЪ
1вАФвАФжЙ≠еКЫжЙ≥жЙЛпЉЫ
2вАФвАФиЮЇйЗШ詶俴пЉЫ
3вАФвАФ詶й©Че§ЊеЕЈпЉЪжЬАдљОз°ђеЇ¶50HRCгАБеЖЕиЮЇзіЛеЕђеЈЃ5HпЉИGB/T 2516пЉЙпЉЫ
4вАФвАФжФѓжЙњиЮЇйЗШ450HVпљЮ570HVгАВ
6.2 зЈКеЃЪиЮЇйЗШ簐寶詶й©Ч
簐寶詶й©ЧпЉМжЗЙжМЙGB/T 231.1пЉИHBпЉЙгАБGB/T 230.1пЉИHRBпЉЙжИЦGB/T 4340.1пЉИHVпЉЙйА≤и°МгАВе¶ВжЬЙдЇЙи≠∞пЉМжЗЙдї•зґ≠ж∞Пз°ђеЇ¶зВЇй©ЧжФґдЊЭжУЪпЉИи¶Ли°®4пЉЙгАВ
詶й©Чз®ЛеЇПиИЗGB/T 3098.3зЪДзЫЄеРМгАВ
-
йЩДйМД
йЩДйМД B
пЉИи≥ЗжЦЩжАІйЩДйМДпЉЙ
дЄНйПљйЛЉжИРеИЖжКАи°УжҐЭдїґ
[жСШиЗ™ISO683-13:1986]
и°®B.1е•Іж∞ПйЂФдЄНйПљйЛЉжИРеИЖжКАи°УжҐЭдїґ
йЛЉзЪД
й°ЮеЮЛaеМЦе≠ЄжИРеИЖbпЉИи≥™йЗПеИЖжХЄпЉЙ/%
йЛЉзЪД
зµДеИЂ
ж†Зи®ШdC
Si
max
Mn
max
P
max
S
N
Cr
Mo
Nb
Nic
Se
minTi
Cu
е•Іж∞ПйЂФйЛЉ
10
0.030max
1.0
2.0
0.045
0.030 max
вАФ
17.0пљЮ19.0
вАФ
вАФ
9.0пљЮ12.0
вАФ
вАФ
вАФ
A2e
11
0.07 max
1.0
2.0
0.045
0.030 max
вАФ
17.0пљЮ19.0
вАФ
вАФ
8.0пљЮ11.0
вАФ
вАФ
вАФ
A2
15
0.08 max
1.0
2.0
0.045
0.030 max
вАФ
17.0пљЮ19.0
вАФ
вАФ
9.0пљЮ12.0
вАФ
5√Ч%CвЙ§0.08
вАФ
A3f
16
0.08 max
1.0
2.0
0.045
0.030 max
вАФ
17.0пљЮ19.0
вАФ
10√Ч%CвЙ§1.0
9.0пљЮ12.0
вАФ
вАФ
вАФ
A3f
17
0.12 max
1.0
2.0
0.060
0.15пљЮ0.35
вАФ
17.0пљЮ19.0
вАФg
вАФ
8.0пљЮ10.0h
вАФ
вАФ
вАФ
A1
13
0.10 max
1.0
2.0
0.045
0.030 max
вАФ
17.0пљЮ19.0
вАФ
вАФ
11.0пљЮ13.0
вАФ
вАФ
вАФ
A2
19
0.030 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.0пљЮ2.5
вАФ
11.0пљЮ14.0
вАФ
вАФ
вАФ
A4
20
0.07 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.0пљЮ2.5
вАФ
10.5пљЮ13.5
вАФ
вАФ
вАФ
A4
21
0.08 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.0пљЮ2.5
вАФ
11.0пљЮ14.0
вАФ
5√Ч%CвЙ§0.80
вАФ
A5f
23
0.08 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.0пљЮ2.5
10√Ч%CвЙ§1.0
11.0пљЮ14.0
вАФ
вАФ
вАФ
A5f
19a
0.030 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.5пљЮ3.0
вАФ
11.5пљЮ14.5
вАФ
вАФ
вАФ
A4
20a
0.007 max
1.0
2.0
0.045
0.030 max
вАФ
16.5пљЮ18.5
2.5пљЮ3.0
вАФ
11.0пљЮ14.0
вАФ
вАФ
вАФ
A4
10N
0.030 max
1.0
2.0
0.045
0.030 max
0.12пљЮ0.22
17.0пљЮ19.0
вАФ
вАФ
8.5пљЮ11.5
вАФ
вАФ
вАФ
A2
19N
0.030 max
1.0
2.0
0.045
0.030 max
0.12пљЮ0.22
16.5пљЮ18.5
2.0пљЮ2.5
вАФ
10.5пљЮ13.5
вАФ
вАФ
вАФ
A4e
19aN
0.030 max
1.0
2.0
0.045
0.030 max
0.12пљЮ0.22
16.5пљЮ18.5
2.5пљЮ3.0
вАФ
11.5пљЮ14.5
вАФ
вАФ
вАФ
A4e
a й°ЮеЮЛзЈ®еПЈжЪЂеЃЪзЪДпЉМзХґеИґеЃЪжЬЙйЧЬзЪДеЬЛйЪЫж†ЗжЇЦжЩВпЉМйВДжЬГжФєиЃКгАВ
b жЬђи°®жЬ™еИЧеЗЇзЪДеЕГзі†пЉМжЬ™зґУзФ®жИґеРМжДПпЉМдЄНиГљеҐЮеК†пЉМйЩ§йЭЮи¶Бз≤ЊзЕЙгАВжЗЙйЗЗеПЦеРИзРЖзЪДй†РйШ≤жО™жЦљпЉМдї•йШ≤ж≠ҐжЯРж≠§еЕГ糥пЉИдЊЖиЗ™еИґйА†йБОз®ЛдЄ≠жЈЈеЕ•зЪД忥жЦЩжИЦеЕґдїЦйЗСе±ђпЉЙзЪДеҐЮеК†пЉМеЫ†зВЇйАЩдЇЫеЕГзі†жЬГељ±йЯњжЭРжЦЩзЪДжЈђйАПжАІгАБж©ЯжҐ∞жАІиГљеТМдљњзФ®жАІиГљгАВ
c йТљеРЂйЗПеПЦж±ЇдЇОйУМеРЂйЗПгАВ
d дЄНжШѓISO 683-13зЪДеЖЕеЃєгАВ
e жЬЙж•µе•љзЪДиАРжЩґйЦУиЕРиЭХжАІгАВ
f з©©еЃЪеЮЛйЛЉгАВ
g еИґйА†иАЕеПѓйБЄжУЗжЈїеК†жЬАе§ІеИ∞0.70%зЪДйТЉгАВ
h е∞НеИґйА†зД°йАҐйЛЉзЃ°зЪДеНКжИРеУБпЉМйО≥еРЂйЗПеПѓиГљеҐЮеК†0.5%гАВ
йЩДйМД C
пЉИи≥ЗжЦЩжАІйЩДйМДпЉЙ
еЖЈйХ¶еТМеЖЈжУ†е£УзФ®е•Іж∞ПйЂФдЄНйПљйЛЉ
пЉИжСШиЗ™ISO4951:1993пЉЙ
и°®C.1еЖЈйХ¶еТМеЖЈжУ†е£УзФ®е•Іж∞ПйЂФдЄНйПљйЛЉ
йЛЉзЪДй°ЮеЮЛж†Зи®Шa
еМЦе≠ЄжИРеИЖbпЉИи≥™йЗПеИЖжХЄпЉЙ/%
йЛЉзЪД
зµДеИЂ
ж†Зи®ШcеЇПеПЈ
еРНз®±
ISO 4954:1979
C
Si
max
Mn
max
P
max
S
max
Cr
Mo
Ni
еЕґдїЦ
е•Іж∞ПйЂФйЛЉ
78
X 2 CrNi 18 10 E
D20
вЙ§0.030
1.00
2.00
0.045
0.030
17.0пљЮ19.0
вАФ
9.0пљЮ12.0
вАФ
A2d
79
X 5 CrNi 18 9 E
D21
вЙ§0.07
1.00
2.00
0.045
0.030
17.0пљЮ19.0
вАФ
8.0пљЮ11.0
вАФ
A2
80
X 10 CrNi 18 9 E
D22
вЙ§0.12
1.00
2.00
0.045
0.030
17.0пљЮ19.0
вАФ
8.0пљЮ10.0
вАФ
A2
81
X 5 CrNi 18 12 E
D23
вЙ§0.07
1.00
2.00
0.045
0.030
17.0пљЮ19.0
вАФ
11.0пљЮ13.0
вАФ
A2
82
X 6 CrNi 18 16 E
D25
вЙ§0.08
1.00
2.00
0.045
0.030
15.0пљЮ17.0
2.0пљЮ2.5
17.0пљЮ19.0
вАФ
A2
83
X 6 CrNiTi 18 10 E
D26
вЙ§0.030
1.00
2.00
0.045
0.030
17.0пљЮ19.0
2.0пљЮ2.5
9.0пљЮ12.0
Ti:5√Ч%CвЙ§0.80
A3e
84
X 5 CrNiMo 17 12 2 E
D29
вЙ§0.037
1.00
2.00
0.045
0.030
16.5пљЮ18.5
2.5пљЮ3.0
10.5пљЮ13.5
вАФ
A4
85
X 6 CrNiMoTi 17 12 2 E
D30
вЙ§0.08
1.00
2.00
0.045
0.030
16.5пљЮ18.5
2.5пљЮ3.0
11.0пљЮ14.0
Ti:5√Ч%CвЙ§0.80
A5e
86
X 2 CrNiMo 17 13 3 E
вАФ
вЙ§0.030
1.00
2.00
0.045
0.030
16.5пљЮ18.5
вАФ
11.5пљЮ14.5
вАФ
A4d
87
X 2 CrNiMoN 17 13 3 E
вАФ
вЙ§0.030
1.00
2.00
0.045
0.030
16.5пљЮ18.5
вАФ
11.5пљЮ14.5
N:0.12√Ч%CвЙ§0.22
A4d
88
X 3 CrNiCu 18 9 3 E
D32
вЙ§0.04
1.00
2.00
0.045
0.030
17.0пљЮ19.0
вАФ
8.5пљЮ10.5
Cu:3.00пљЮ4.00
A2
a зђђ1еИЧзЪДж†Зи®ШжШѓй†ЖеЇПзЈ®еПЈгАВзђђ2еИЧзЪДж†Зи®ШжШѓж†єжУЪISO/TC 17/SC 2еїЇи≠∞зЪДж†Зи®ШеИґеЇ¶гАВзђђ3еИЧзЪДж†Зи®ШжШѓеЬ®ISO 4954:1979пЉИ1993дњЃи®ВпЉЙдЄ≠дљњзФ®еєґеЈ≤дљЬ忥зЪДзЈ®еПЈгАВ
b жЬђи°®жЬ™еИЧеЗЇзЪДеЕГзі†пЉМжЬ™зґУзФ®жИґеРМжДПпЉМдЄНиГљеҐЮеК†пЉМйЩ§йЭЮи¶Бз≤ЊзЕЙгАВжЗЙйЗЗеПЦеРИзРЖзЪДй†РйШ≤жО™жЦљпЉМдї•йШ≤ж≠ҐжЯРж≠§еЕГзі†пЉИдЊЖиЗ™еИґйА†йБОз®ЛдЄ≠жЈЈеЕ•зЪД忥жЦЩжИЦеЕґдїЦйЗСе±ђпЉЙзЪДеҐЮеК†пЉМеЫ†зВЇйАЩдЇЫеЕГзі†жЬГељ±йЯњжЭРжЦЩзЪДжЈђйАПжАІгАБж©ЯжҐ∞жАІиГљеТМдљњзФ®жАІиГљгАВ
c дЄНжШѓISO 4954зЪДеЖЕеЃєгАВ
d жЬЙж•µе•љзЪДиАРжЩґйЦУиЕРиЭХжАІгАВ
e з©©еЃЪе°СйЛЉгАВ
йЩДйМД D
пЉИи≥ЗжЦЩжАІйЩДйМДпЉЙ
е•Іж∞ПйЂФдЄНйПљйЛЉгАБA2зµДпЉИ18/8йЛЉпЉЙжЩґйЦУиЕРиЭХжЩВйЦУ-жЇЂеЇ¶еЬЦ
еЬЦD.1絶еЗЇдЄНеРМеРЂзҐ≥йЗПзЪДе•Іж∞ПйЂФдЄНйПљйЛЉгАБA2зµДпЉИ18/8йЛЉпЉЙгАБжЇЂеЇ¶зѓДеЬНзВЇ550вДГ~925вДГпЉМеЬ®жЩґйЦУиЕРиЭХеВЊеРСзФҐзФЯеЙНињСдЉЉзЪДжЩВйЦУгАВ
ж≥®пЉЪзФ®иЉГдљОзЪДеРЂзҐ≥йЗПпЉМеПѓдї•жФєеЦДжКЧжЩґйЦУиЕРиЭХжАІиГљгАВ
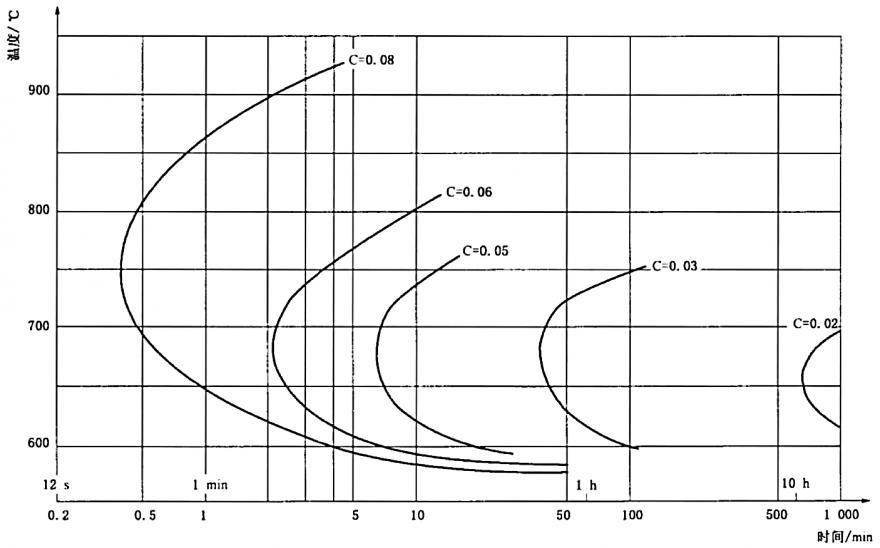
еЬЦD.1е•Іж∞ПйЂФдЄНйПљйЛЉгАБA2зµДжЩґйЦУиЕРиЭХжЩВйЦУ-жЇЂеЇ¶еЬЦ
йЩДйМД E
пЉИи≥ЗжЦЩжАІйЩДйМДпЉЙ
е•Іж∞ПйЂФдЄНйПљйЛЉзЪДзЫЄе∞Не∞Оз£БзОЗ
жЬЙзЙєеЃЪ/жЃКз£БжАІи¶Бж±ВзЪДе†іеРИпЉМжЗЙеРСжЬЙзґУй©ЧзЪДйЗСе±ђе≠Єе∞ИеЃґеТ®и©ҐгАВ
жЙАжЬЙе•Іж∞ПйЂФдЄНйПљйЛЉзЈКеЫЇдїґеЬ®еЫЇзЖФзЛАжАБдЄЛпЉМйАЪеЄЄжШѓзД°з£БзЪДпЉЫзґУеЖЈиЃК嚥еК†еЈ•еЊМпЉМжЬЙдЇЫжЬГеСИзПЊжШОй°ѓзЪДз£БжАІгАВ
еРДз®ЃжЭРжЦЩ襀з£БеМЦиГљеКЫзЪДзЙєжАІпЉМдєЯйАВзФ®дЇОдЄНйПљйЛЉгАВйЪїжЬЙеЬ®зЬЯз©ЇзЛАжАБдЄЛжЙНжЬЙеПѓиГљеЃМеЕ®зД°з£БпЉМз£Бе†ідЄ≠жЭРжЦЩзЪДзЫЄе∞Не∞Оз£БзОЗзЪДжЄђйЗПжШѓзЫЄе∞НдЇОжЭРжЦЩеЬ®зЬЯз©ЇдЄ≠зЪДзЫЄе∞Не∞Оз£БзОЗќЉtиАМи®АгАВе¶ВжЮЬќЉtжО•ињС1пЉМеЙЗи©≤жЭРжЦЩеЕЈжЬЙдљОзЪДзЫЄе∞Не∞Оз£БзОЗгАВ
з§ЇдЊЛ1пЉЪA2 пЉЪќЉtвЙИ1.8
з§ЇдЊЛ2пЉЪA4 пЉЪќЉtвЙИ1.015
з§ЇдЊЛ3пЉЪA4LпЉЪќЉtвЙИ1.005
з§ЇдЊЛ4пЉЪF1 пЉЪќЉtвЙИ5
жЫіе§ЪзЫЄйЧЬжХЄжУЪ