-
еҢ–еӯёжҲҗеҲҶгҖҒж©ҹжў°жҖ§иғҪ
4 еҢ–еӯёжҲҗеҲҶ
жҢүжң¬йғЁеҲҶз”ҹз”ўзҡ„иҮӘж”»иһәйҮҳйҖӮз”Ёзҡ„дёҚйҸҪйӢјеҢ–еӯёжҲҗеҲҶеңЁиЎЁ2дёӯзөҰеҮәгҖӮ
жіЁпјҡиЎЁ2 зөҰеҮәзҡ„еҢ–еӯёжҲҗеҲҶиҲҮGB/T3098.6-2014 иЎЁ1жңүй—ңзө„еҲ«зҡ„еҢ–еӯёжҲҗеҲҶжҳҜдёҖз·»зҡ„гҖӮ
йҷӨйқһд№ӢеүҚиіјиІ·иҖ…иҲҮеҲ¶йҖ иҖ…еҸҰжңүеҚ”иӯ°пјҢеҗҰеүҮеңЁиҰҸе®ҡзҡ„йӢјзҡ„зө„еҲ«зҜ„еңҚеҶ…зҡ„еҢ–еӯёжҲҗеҲҶз”ұеҲ¶йҖ иҖ…йҒёж“ҮгҖӮ
еңЁжңүжҷ¶й–“и…җиқ•еӮҫеҗ‘зҡ„е ҙеҗҲпјҢжҺЁи–ҰжҢүGB/T 4334зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—гҖӮеңЁжӯӨжғ…жіҒдёӢпјҢжҺЁи–ҰйҮҮз”Ёз©©е®ҡеһӢзҡ„A3е’ҢA5пјҢжҲ–иҖ…йҮҮз”Ёеҗ«зўійҮҸдёҚи¶…йҒҺ0.03%зҡ„A2е’ҢA4дёҚйҸҪйӢјгҖӮ
иЎЁ2 дёҚйҸҪйӢјзө„еҲ«еҢ–еӯёжҲҗеҲҶ
йЎһеҲ«
зө„еҲ«
еҢ–еӯёжҲҗеҲҶa(иіӘйҮҸеҲҶж•ё)/%
жіЁ
C
Si
Mn
P
S
Cr
Mo
Ni
Cu
еҘ§ж°Ҹй«”
A2
0.10
1
2
0.05
0.03
15~20
/b
8~19
4
cd
A3
0.08
1
2
0.045
0.03
17~19
/b
9~12
1
e
A4
0.08
1
2
0.045
0.03
16~18.5
2~3
10~15
4
df
A5
0.08
1
2
0.045
0.03
16~18.5
2~3
10.5~14
1
ef
йҰ¬ж°Ҹй«”
C1
0.09~0.15
1
1
0.05
0.03
11.5~14
/
1
/
f
C3
0.17~0.25
1
1
0.04
0.03
16~18
/
1.5~2.5
/
/
йҗөзҙ й«”
F1
0.12
1
1
0.04
0.03
15~18
/g
1
/
hi
жіЁ1пјҡдёҚйҸҪйӢјзҡ„йЎһеҲ«е’Ңзө„еҲ«пјҢд»ҘеҸҠж¶үеҸҠе…¶зү№жҖ§е’ҢжҮүз”Ёзҡ„иӘӘжҳҺпјҢеңЁйҷ„йҢ„AдёӯзөҰеҮәгҖӮ
жіЁ2пјҡе·Із”ұISO 4954ж Үжә–еҢ–дәҶзҡ„дёҚйҸҪйӢјжқҗж–ҷзӨәдҫӢпјҢеҲҶеҲ«еңЁйҷ„йҢ„Aе’Ңйҷ„йҢ„BдёӯзөҰеҮәгҖӮ
жіЁ3пјҡжҹҗдәӣзү№ж®Ҡз”ЁйҖ”зҡ„жқҗж–ҷпјҢеңЁйҷ„йҢ„CдёӯзөҰеҮәгҖӮ
a йҷӨеҸҰжңүиЎЁзӨәеӨ–пјҢеқҮзӮәжңҖеӨ§еҖјгҖӮ
b з”ұеҲ¶йҖ иҖ…жұәе®ҡеҸҜд»Ҙжңүй’јеҗ«йҮҸпјҢдҪҶе°ҚжҹҗдәӣдҪҝз”Ёе ҙеҗҲпјҢеҰӮжңүеҝ…иҰҒйҷҗе®ҡй’јзҡ„жҘөйҷҗеҗ«йҮҸжҷӮпјҢеүҮжҮүеңЁиЁӮе–®дёӯз”ұз”ЁжҲ¶жіЁжҳҺгҖӮ
c еҰӮйү»еҗ«йҮҸдҪҺдәҺ17%пјҢеүҮйҺізҡ„жңҖе°Ҹеҗ«йҮҸжҮүзӮә12%гҖӮ
d е°ҚжңҖеӨ§еҗ«зўійҮҸйҒ”еҲ°0.03%зҡ„еҘ§ж°Ҹй«”дёҚйҸҪйӢјпјҢж°®еҗ«йҮҸжңҖй«ҳеҸҜйҒ”еҲ°0.22%гҖӮ
e зӮәз©©е®ҡзө„з№”пјҢй’ӣеҗ«йҮҸжҮүзӮәвүҘпјҲ5Г—C%пјүпҪһ 0.8%пјҢ并жҮүжҢүжң¬иЎЁйҖӮ當ж Үеҝ—пјҢжҲ–иҖ…й“Ңе’ҢпјҸжҲ–й’Ҫеҗ«йҮҸжҮүзӮәвүҘ(10Г—C%пјүпҪһ 1.0%пјҢ并жҮүжҢүжң¬иЎЁиҰҸе®ҡйҖӮ當ж Үеҝ—гҖӮ
f е°ҚијғеӨ§зӣҙеҫ‘зҡ„з”ўе“ҒпјҢзӮәйҒ”еҲ°иҰҸе®ҡзҡ„ж©ҹжў°жҖ§иғҪпјҢз”ұеҲ¶йҖ иҖ…жұәе®ҡеҸҜд»Ҙз”Ёијғй«ҳзҡ„еҗ«зўійҮҸгҖӮдҪҶе°ҚеҘ§ж°Ҹй«”йӢјдёҚжҮүи¶…йҒҺ0.12%гҖӮ
g з”ұеҲ¶йҖ иҖ…жұәе®ҡеҸҜд»Ҙжңүй’јеҗ«йҮҸгҖӮ
h й’ӣеҗ«йҮҸеҸҜиғҪзӮәвүҘпјҲ5Г—C%пјүпҪһ 0.8%гҖӮ
i й“Ңе’ҢпјҸжҲ–й’Ҫеҗ«йҮҸжҮүзӮәвүҘ(1OГ—C%пјүпҪһ 1.0%гҖӮ
5 ж©ҹжў°жҖ§иғҪ
5.1 йҖҡеүҮ
5.2пҪһ5.5иҰҸе®ҡзҡ„ж©ҹжў°жҖ§иғҪиҲҮе·ҘдҪңжҖ§иғҪйҖӮз”ЁдәҺ驗收жӘўжҹҘпјҢ并жҮүжҢү6.1пҪһ6.4зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—гҖӮ
5.2 иЎЁйқўзЎ¬еәҰ
жҢү6.1зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—жҷӮпјҢйҰ¬ж°Ҹй«”йӢјиһәйҮҳзҡ„иЎЁйқўзЎ¬еәҰжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮ
иЎЁ3 иЎЁйқўзЎ¬еәҰ
йЎһеҲ«
зө„еҲ«
жҖ§иғҪзӯүзҙҡ
иЎЁйқўзЎ¬еәҰ HV min
йҰ¬ж°Ҹй«”
C1
30H
300
C3
40H
400
5.3 иҠҜйғЁзЎ¬еәҰ
жҢү6.2зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—жҷӮпјҢеҘ§ж°Ҹй«”е’Ңйҗөзҙ й«”йӢјиҮӘж”»иһәйҮҳзҡ„иҠҜйғЁзЎ¬еәҰжҮүз¬ҰеҗҲиЎЁ4зҡ„иҰҸе®ҡгҖӮеҰӮжңүдәүиӯ°пјҢжҮүжҢү5.5жўқиҰҸе®ҡзҡ„е·ҘдҪңжҖ§иғҪйҖІиЎҢз”ўе“Ғзҡ„驗收жӘўжҹҘгҖӮ
иЎЁ4 иҠҜйғЁзЎ¬еәҰ
йЎһеҲ«
зө„еҲ«
зЎ¬еәҰзӯүзҙҡ
иҠҜйғЁзЎ¬еәҰ HVa min
еҘ§ж°Ҹй«”
A2гҖҒA3гҖҒA4гҖҒA5
20H
200
25H
250
йҗөзҙ й«”
F1
25H
250
a иһәзҙӢиҰҸж јвүӨST3.9пјҢжҮүдҪҝз”Ё5HVпјӣиһәзҙӢиҰҸж јпјһST3.9пјҢжҮүдҪҝз”Ё10HVгҖӮ
5.4 жҠ—жүӯеј·еәҰ
жҢү6.3зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—жҷӮпјҢдёҚйҸҪйӢјиҮӘж”»иһәйҮҳзҡ„з ҙеЈһжүӯзҹ©жҮүзӯүдәҺжҲ–еӨ§дәҺиЎЁ5е°Қеҗ„зЎ¬еәҰзӯүзҙҡеҲҶеҲ«зөҰеҮәзҡ„жңҖе°Ҹжүӯзҹ©еҖјгҖӮ
5.5 иһәзҙӢжҲҗеҪўиғҪеҠӣ
жҢү6.4зҡ„иҰҸе®ҡж“°е…Ҙи©Ұй©—й—ҶжҷӮпјҢдёҚйҸҪйӢјиҮӘж”»иһәйҮҳжҮүиғҪж”»еҮәиҲҮе…¶еҢ№й…Қзҡ„еҶ…иһәзҙӢпјҢиҖҢиһәйҮҳзҡ„иһәзҙӢдёҚжҮүжҗҚеЈһгҖӮ
-
и©Ұй©—ж–№жі•
6 и©Ұй©—ж–№жі•
6.1 иЎЁйқўзЎ¬еәҰи©Ұй©—
жң¬и©Ұй©—йҖӮз”ЁдәҺйҰ¬ж°Ҹй«”йӢјиҮӘж”»иһәйҮҳгҖӮ
з¶ӯж°ҸзЎ¬еәҰи©Ұй©—жҮүжҢүGB/T 4340.1зҡ„иҰҸе®ҡйҖІиЎҢгҖӮ
жЈұйҢҗеЈ“з—•жҮүеЈ“еңЁе№ійқўдёҠпјҢ并е„Әе…ҲеңЁиһәйҮҳй ӯйғЁйҖІиЎҢгҖӮ
6.2 иҠҜйғЁзЎ¬еәҰи©Ұй©—
жң¬и©Ұй©—йҖӮз”ЁдәҺеҘ§ж°Ҹй«”е’Ңйҗөзҙ й«”йӢјиҮӘж”»иһәйҮҳгҖӮ
з¶ӯж°ҸиҠҜйғЁзЎ¬еәҰи©Ұй©—жҢүGB/T 4340.1зҡ„иҰҸе®ҡпјҢ并жҮүеңЁи·қиһәйҮҳжң«з«Ҝжңүи¶іеӨ и·қйӣўпјҲжҮүжңүе®Ңж•ҙзҡ„иһәзҙӢе°Ҹеҫ‘пјүзҡ„ж©«жҲӘйқўзҡ„1/2 еҚҠеҫ‘иҷ•йҖІиЎҢгҖӮ
6.3 з ҙеЈһжүӯзҹ©и©Ұй©—
дҪҝз”Ёең–2жүҖзӨәзҡ„иЈқзҪ®ж–ҪеҠ е·ұзЎ®е®ҡзҡ„з ҙеЈһжүӯзҹ© MB гҖӮи©Іжүӯзҹ©жё¬йҮҸе„ҖеҷЁзҡ„иӘӨе·®дёҚжҮүеӨ§дәҺжё¬йҮҸзҡ„жңҖе°Ҹжүӯзҹ©еҖјзҡ„Вұ6%гҖӮ
經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„иҮӘж”»иһәйҮҳи©Ұ件зҡ„иһәзҙӢйғЁеҲҶпјҲжңүйҚҚеұӨжҲ–з„ЎйҚҚеұӨзҡ„пјүжҮүеӨҫз·ҠеңЁиһәйҮҳиһәзҙӢзӣёеҢ№й…Қзҡ„й–ӢеҗҲиһәзҙӢжЁЎе…·жҲ–е…¶д»–иЈқзҪ®еҶ…пјӣиһәйҮҳеӨҫз·ҠйғЁеҲҶдёҚжҮүжҗҚеӮ·пјҢдё”иҮіе°‘жңүе…©жүЈе®Ңж•ҙиһәзҙӢдјёеҮәеӨҫз·ҠиЈқзҪ®гҖҒйҷӨиһәйҮҳжң«з«ҜеӨ–иҮіе°‘жңүе…©жүЈе®Ңж•ҙиһәзҙӢеӨҫз·ҠеңЁеӨҫе…·еҶ…гҖӮеӨҫз·ҠиЈқзҪ®жҮүжңүеё¶еҶ…иһәзҙӢзҡ„зӣІеӯ”еӨҫе…·пјҲең–2пјүпјҢеӯ”зҡ„ж·ұеәҰжҮүдҝқиӯүж–·иЈӮзҷјз”ҹеңЁе®Ңж•ҙиһәзҙӢйғЁеҲҶгҖӮ
е°ҚиһәйҮҳж–ҪеҠ жүӯзҹ©пјҢзӣҙиҮіж–·иЈӮгҖӮиһәйҮҳи©Ұ件жҮүз¬ҰеҗҲиЎЁ5иҰҸе®ҡзҡ„жңҖе°Ҹз ҙеЈһжүӯзҹ©гҖӮ
иЎЁ5 жңҖе°Ҹз ҙеЈһжүӯзҹ©
иһәзҙӢ
з ҙеЈһжүӯзҹ© MB , min
зЎ¬еәҰзӯүзҙҡ
20H
25H
30H
40H
ST2.2
0.38
0.48
0.54
0.6
ST2.6
0.64
0.8
0.9
1
ST2.9
1
1.2
1.4
1.5
ST3.3
1.3
1.6
1.8
2
ST3.5
1.7
2.2
2.4
2.7
ST3.9
2.3
2.9
3.3
3.6
ST4.2
2.8
3.5
3.9
4.4
ST4.8
4.4
5.5
6.2
6.9
ST5.5
6.9
8.7
9.7
10.8
ST6.3
11.4
14.2
15.9
17.7
ST8
23.5
29.4
32.9
36.5
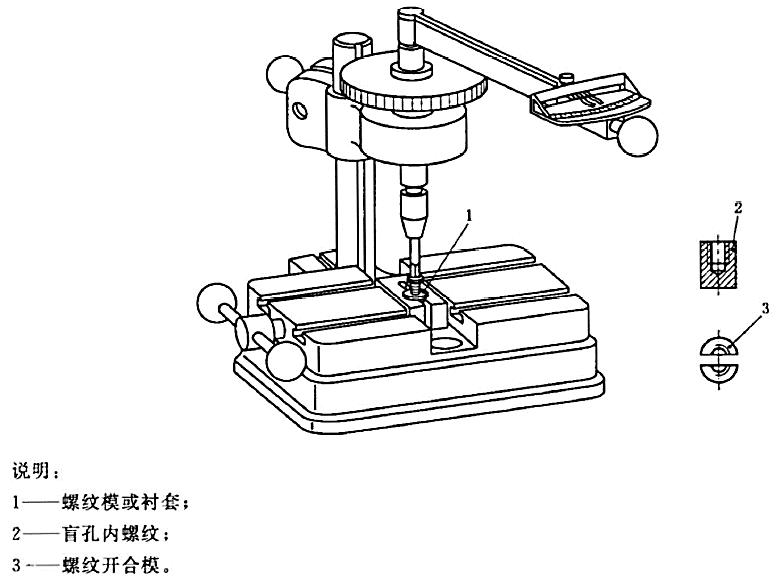
иӘӘжҳҺпјҡ
1дёҖдёҖиһәзҙӢжЁЎжҲ–иҘҜеҘ—пјӣ
2дёҖдёҖзӣІеӯ”еҶ…иһәзҙӢпјӣ
3дёҖдёҖиһәзҙӢй–ӢеҗҲжЁЎгҖӮ
ең–2 з ҙеЈһжүӯзҹ© M Bзҡ„жё¬и©ҰиЈқзҪ®
6.4 ж“°е…ҘжҖ§иғҪи©Ұй©—
經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„иҮӘж”»иһәйҮҳи©Ұ件пјҲжңүйҚҚеұӨжҲ–з„ЎйҚҚеұӨзҡ„пјүжҮүж“°е…Ҙи©Ұй©—й—ҶеҶ…пјҢзӣҙиҮіжңүдёҖжүЈе®Ңж•ҙиһәзҙӢе®Ңе…ЁйҖҡйҒҺи©Ұй©—й—ҶгҖӮ
еҘ§ж°Ҹй«”е’Ңйҗөзҙ й«”йӢјиҮӘж”»иһәйҮҳзҡ„ж“°е…ҘжҖ§иғҪи©Ұй©—пјҢжҮүдҪҝз”Ёз”ұйӢҒеҗҲйҮ‘еҲ¶жҲҗзҡ„гҖҒзЎ¬еәҰзӮә80 HV30 ~ 120 HV30 зҡ„и©Ұй©—й—ҶгҖӮ
йҰ¬ж°Ҹй«”йӢјиҮӘж”»иһәйҮҳзҡ„ж“°е…ҘжҖ§иғҪи©Ұй©—пјҢжҮүдҪҝз”Ёз”ұеҗ«зўійҮҸвүӨ0.23% зҡ„дҪҺзўійӢјеҲ¶жҲҗзҡ„гҖҒзЎ¬еәҰзӮә130 HV30 ~ 170 HV30 пјҲжҢүGB/T 4340.l жё¬е®ҡпјүзҡ„и©Ұй©—й—ҶгҖӮ
и©Ұй©—й—Ҷзҡ„еҺҡеәҰжҮүз¬ҰеҗҲиЎЁ6зөҰеҮәзҡ„ж•ёеҖјгҖӮ
и©Ұй©—еӯ”еҸҜз”ұй‘Ҫеӯ”жҲ–е…ҲжІ–еӯ”еҶҚй‘Ҫеӯ”пјҢжҲ–е…ҲжІ–еӯ”еҶҚйүёеӯ”еҲ¶жҲҗпјҢе…¶еӯ”еҫ‘жҢүиЎЁ6иҰҸе®ҡгҖӮ
иЎЁ6 и©Ұй©—й—Ҷзҡ„еҺҡеәҰе’Ңеӯ”еҫ‘
иһәзҙӢ
и©Ұй©—й—Ҷзҡ„еҺҡеәҰ/mm
еӯ”еҫ‘/mm
Min.
Max.
Min.
Max.
ST2.2
1.17
1.30
1.905
1.955
ST 2.6
1.17
1.30
2.185
2.235
ST2.9
1.17
1.30
2.415
2.465
ST3.3
1.17
1.30
2.680
2.730
ST3.5
1.85
2.06
2.920
2.970
ST3.9
1.85
2.06
3.240
3.290
ST4.2
1.85
2.06
3.430
3.480
ST4.8
3.10
3.23
4.015
4.065
ST5.5
3.10
3.23
4.735
4.785
ST6.3
4.67
5.05
5.475
5.525
ST8
4.67
5.05
6.885
6.935
-
йҷ„йҢ„
иЎЁA.1 йҗөзҙ й«”-еҘ§ж°Ҹй«”зө„з№”йӢјзҡ„жҲҗеҲҶзӨәдҫӢ
йӢјзҡ„йЎһеҲ«
еҢ–еӯёжҲҗеҲҶпјҲиіӘйҮҸеҲҶж•ёпјү/%
CпјҢmax
Si
Mn
Cr
Ni
Mo
N
йҗөзҙ й«”-еҘ§ж°Ҹй«”
0.03
1.7
1.5
18.5
5
2.7
0.07
0.03
пјң1
пјң2
22
5.5
3
0.14
иЎЁB.1 еҶ·иҪҚе’ҢеҶ·ж“ еЈ“з”ЁдёҚйҸҪйӢј
йЎһеһӢж ҮиЁҳa
еҢ–еӯёжҲҗеҲҶпјҲиіӘйҮҸеҲҶж•ёпјү/%
зө„еҲ«ж ҮиЁҳc
еәҸеҸ·
еҗҚзЁұ
ISO 4954:1979
C
Si max
Mn max
P max
S max
Cr
Mn
Ni
е…¶д»–
йҗөзҙ й«”йӢј
71
X3 Cr 17 E
вүӨ0.04
1.00
1.00
0.040
0.030
16.0~18.0
0.90~13.0
вүӨ1.0
F1
72
X6 Cr 17 E
D1
вүӨ0.08
1.00
1.00
0.040
0.030
16.0~18.0
вүӨ1.0
F1
73
X6 CrMo 17 1 E
D2
вүӨ0.08
1.00
1.00
0.040
0.030
16.0~18.0
вүӨ1.0
F1
74
X6 CrTi 12 E
/
вүӨ0.08
1.00
1.00
0.040
0.030
10.5~12.5
вүӨ0.50
Ti:6Г—%CвүӨ1.0
F1
75
X6 CrNb 12 E
/
вүӨ0.08
1.00
1.00
0.040
0.030
10.0~12.5
вүӨ0.50
Nb:6Г—%CвүӨ1.0
F1
йҰ¬ж°Ҹй«”йӢј
76
X12 Cr 13 E
D10
0.90~0.15
1.00
1.00
0.040
0.030
11.5~13.5
вүӨ1.0
C1
77
X19 CrNi 16 2 E
D12
0.14~0.23
1.00
1.00
0.040
0.030
15.0~17.5
1.5~2.5
C3
еҘ§ж°Ҹй«”йӢј
78
X2 CrNi 18 10 E
D20
вүӨ0.030
1.00
2.00
0.045
0.030
17.0~19.0
9.0~12.0
A2d
79
X5 CrNi 18 9 E
D21
вүӨ0.07
1.00
2.00
0.045
0.030
17.0~19.0
8.0~11.0
A2
80
X10 CrNi 18 9 E
D22
вүӨ0.12
1.00
2.00
0.045
0.030
17.0~19.0
8.0~10.0
A2
81
X5 CrNi 18 12 E
D23
вүӨ0.07
1.00
2.00
0.045
0.030
17.0~19.0
11.0~13.0
A2
82
X6 CrNi 18 16 E
D25
вүӨ0.08
1.00
2.00
0.045
0.030
15.0~17.0
2.0~2.5
17.0~19.0
A2
83
X6 CrNiTi 18 10 E
D26
вүӨ0.030
1.00
2.00
0.045
0.030
17.0~19.0
2.0~2.5
9.0~12.0
Ti:5Г—%CвүӨ0.80
A3e
84
X5 CrNiMo 17 12 2 E
D29
вүӨ0.037
1.00
2.00
0.045
0.030
16.5~18.5
2.5~3.0
10.5~13.5
A4
85
X6 CrNiMo Ti 17 12 2 E
D30
вүӨ0.08
1.00
2.00
0.045
0.030
16.5~18.5
2.5~3.0
11.0~14.0
Ti:5Г—%CвүӨ0.80
A5 e
86
X2 CrNiMo 17 13 3 E
/
вүӨ0.030
1.00
2.00
0.045
0.030
16.5~18.5
11.5~14.5
A4d
87
X2 CrNiMoN 17 13 3 E
/
вүӨ0.030
1.00
2.00
0.045
0.030
16.5~18.5
11.5~14.5
N:0.12Г—%CвүӨ0.22
A4d
88
X3 CrNiCu 18 9 3 E
D32
вүӨ0.04
1.00
2.00
0.045
0.030
17.0~19.0
8.5~10.5
Cu: 3.00~4.00
A2
a 第1еҲ—зҡ„ж ҮиЁҳжҳҜй ҶеәҸз·ЁеҸ·гҖӮ第2еҲ—зҡ„ж ҮиЁҳжҳҜж №ж“ҡISO/TC17/SC2е»әиӯ°зҡ„ж ҮиЁҳеҲ¶еәҰгҖӮ第3еҲ—зҡ„ж ҮиЁҳжҳҜеңЁ ISO 4954:1979пјҲ1993дҝ®иЁӮпјүдёӯдҪҝ用并已дҪңе»ўзҡ„з·ЁеҸ·гҖӮ
b жң¬иЎЁжңӘеҲ—еҮәзҡ„е…ғзҙ пјҢжңӘ經用жҲ¶еҗҢж„ҸпјҢдёҚиғҪеўһеҠ пјҢйҷӨйқһиҰҒзІҫз…үгҖӮжҮүйҮҮз”ЁеҗҲзҗҶзҡ„й җйҳІжҺӘж–ҪпјҢд»ҘйҳІжӯўжҹҗдәӣе…ғзҙ пјҲдҫҶиҮӘеҲ¶йҖ йҒҺзЁӢдёӯж··е…Ҙзҡ„е»ўж–ҷжҲ–е…¶д»–йҮ‘еұ¬пјүзҡ„еўһеҠ пјҢеӣ зӮәйҖҷдәӣе…ғзҙ жңғеҪұйҹҝжқҗж–ҷзҡ„ж·¬йҖҸжҖ§гҖҒж©ҹжў°жҖ§иғҪе’ҢдҪҝз”ЁжҖ§иғҪгҖӮ
c дёҚжҳҜ ISO 4954 зҡ„еҶ…е®№гҖӮ
d жңүжҘөеҘҪзҡ„иҖҗжҷ¶й–“и…җиқ•жҖ§гҖӮ
e з©©е®ҡеһӢйӢјгҖӮ
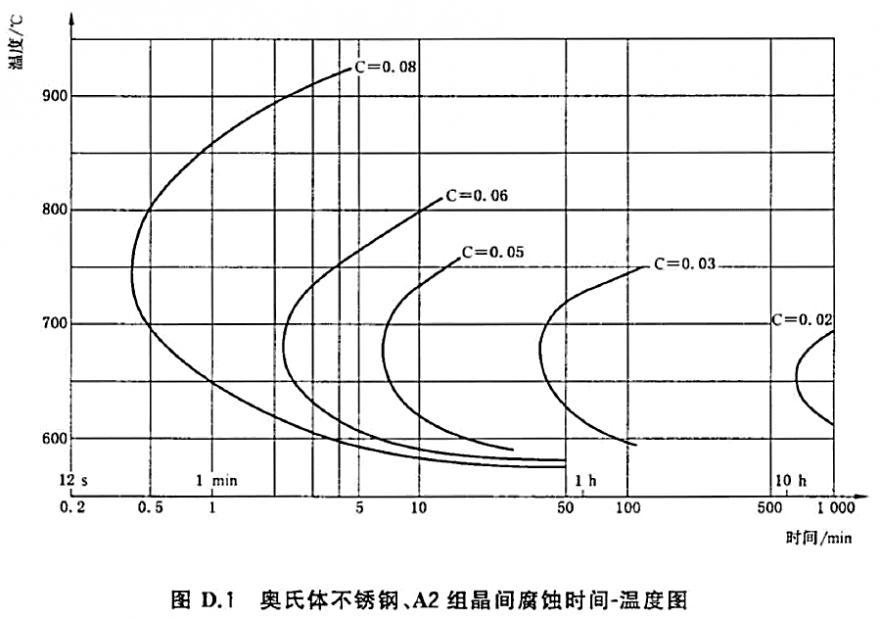
иЎЁC.1 иҖҗж°ҜеҢ–зү©е°Һз·»жҮүеҠӣи…җиқ•зҡ„еҘ§ж°Ҹй«”дёҚйҸҪйӢј
еҘ§ж°Ҹй«”дёҚйҸҪйӢј
пјҲд»ЈеҸ·/жқҗж–ҷзүҢеҸ·пјүеҢ–еӯёжҲҗеҲҶпјҲиіӘйҮҸеҲҶж•ёпјү/%
C
maxSi
maxMn
MaxP
MaxS
MaxN
Cr
Mo
Ni
Cu
X2CrNiMoN17-13-5
(1.4439)0.030
1.00
2.00
0.045
0.015
0.12~0.22
16.5~18.5
4.0~5.0
12.5~14.5
X1NiCrMoCu25-20-5
(1.4539)0.020
0.70
2.00
0.030
0.010
вүӨ0.15
19.0~21.0
4.0~5.0
24.0~26.0
1.20~2.00
X1NiCrMoCu25-20-7
(1.4529)0.020
0.50
1.00
0.030
0.010
0.15~0.25
19.0~21.0
6.0~7.0
24.0~26.0
0.50~1.50
X2CrNiMoN22-5-3a
(1.4462)0.030
1.00
2.00
0.035
0.015
0.10~0.22
21.0~23.0
2.5~3.5
4.5~6.5
a еҘ§ж°Ҹй«”-йҗөзҙ й«”дёҚйҸҪйӢј
еҘ§ж°Ҹй«”дёҚйҸҪйӢјгҖҒA2зө„пјҲ18/8йӢјпјүжҷ¶й–“и…җиқ•жҷӮй–“-жә«еәҰең–
жӣҙеӨҡзӣёй—ңж•ёж“ҡ