-
жқҗж–ҷгҖҒж©ҹжў°жҖ§иғҪ
3 жқҗж–ҷ
иҮӘж“ иһәйҮҳжҮүз”ұж»ІзўійӢјеҶ·еў©еҲ¶йҖ гҖӮиЎЁ1зөҰеҮәзҡ„жқҗж–ҷеҢ–еӯёжҲҗеҲҶеғ…жҳҜжҢҮе°ҺжҖ§зҡ„гҖӮиЎЁ1 еҢ–еӯёжҲҗеҲҶ
еҲҶжһҗ
жҲҗеҲҶжҘөйҷҗ,%
зўі
йҢі
жЎ¶жЁЈ
0.15~0.25
0.70~1.65
жӘўй©—
0.13~0.27
0.64~1.71
жіЁпјҡеҰӮжһңйҖҡйҒҺж·»еҠ й’ӣе’ҢпјҲжҲ–пјүйӢҒдҪҝдёҚиө·дҪңз”Ёзҡ„зЎјеҸ—еҲ°жҺ§еҲ¶пјҢеүҮзЎјеҗ«йҮҸеҸҜйҒ”еҲ°0.005%гҖӮ
4 ж©ҹжў°е’Ңе·ҘдҪңжҖ§иғҪ
4.1 й …зӣ®
ж©ҹжў°е’Ңе·ҘдҪңжҖ§иғҪй …зӣ®еҸҠзӣёжҮүзҡ„и©Ұй©—ж–№жі•иҰӢиЎЁ2гҖӮиЎЁ2 ж©ҹжў°е’Ңе·ҘдҪңжҖ§иғҪй …зӣ®
жҖ§иғҪй …зӣ®
жҠҖиЎ“иҰҒжұӮпјҲжўқжҲ–иЎЁпјү
и©Ұй©—ж–№жі•пјҲжўқпјү
иҠҜйғЁзЎ¬еәҰ
4.3
5.1
иЎЁйқўзЎ¬еәҰ
4.3
5.2
ж»ІзўіеұӨж·ұеәҰ
4.4гҖҒиЎЁ4
5.3
з ҙеЈһжүӯзҹ©
4.5гҖҒиЎЁ3
5.4
й ӯйғЁе …еӣәжҖ§
4.6
5.5
ж“°е…ҘжҖ§иғҪ
4.7гҖҒиЎЁ3
5.6
жҠ—ж°«и„ҶжҖ§
4.8
5.7
еҶҚеӣһзҒ«еҫҢзҡ„иҠҜйғЁзЎ¬еәҰ
4.9
5.8
з ҙеЈһжӢүеҠӣијүиҚ·
4.10гҖҒиЎЁ3
5.9
4.2 зҶұиҷ•зҗҶ
иһәйҮҳжҲҗе“ҒжҮүйҖІиЎҢиЎЁйқўж·¬зҒ«е’ҢеӣһзҒ«иҷ•зҗҶгҖӮжңҖдҪҺеӣһзҒ«жә«еәҰзӮә340в„ғпјҢ并жҮүз¬ҰеҗҲиЎЁ3иҰҸе®ҡзҡ„еҗ„й …ж©ҹжў°е’Ңе·ҘдҪңжҖ§иғҪиҰҒжұӮгҖӮиЎЁ3 ж©ҹжў°е’Ңе·ҘдҪңжҖ§иғҪиҰҒжұӮ
иһәзҙӢе…¬зЁұзӣҙеҫ‘
mm
з ҙеЈһжүӯзҹ©
Min
NВ·m
ж“°е…Ҙжүӯзҹ©
Max
NВ·m
з ҙеЈһжӢүеҠӣијүиҚ·пјҲеҸғиҖғпјү
Min
N
2
0.5
0.3
1940
2.5
1.2
0.6
3150
3
2.1
1.1
4680
3.5
3.4
1.7
6300
4
4.9
2.5
8170
5
10
5
13200
6
17
8.5
18700
8
42
21
34000
10
85
43
53900
12
150
75
78400
4.3 зЎ¬еәҰ
иҠҜйғЁзЎ¬еәҰжҮүзӮә290~370HV10пјҢжңҖдҪҺиЎЁйқўзЎ¬еәҰзӮә450HV0.3гҖӮ
4.4 иЎЁйқўж»ІзўіеұӨж·ұеәҰ
иЎЁйқўж»ІзўіеұӨж·ұеәҰжҮүз¬ҰеҗҲиЎЁ4 иҰҸе®ҡгҖӮиЎЁ4 иЎЁйқўж»ІзўіеұӨж·ұеәҰ
иһәзҙӢе…¬зЁұзӣҙеҫ‘
иЎЁйқўж»ІзўіеұӨж·ұеәҰ
min
max
2гҖҒ2.5
0.04
0.12
3гҖҒ3.5
0.05
0.18
4гҖҒ5
0.10
0.25
6гҖҒ8
0.15
0.28
10гҖҒ12
0.15
0.32
4.5 з ҙеЈһжүӯзҹ©
жҢү5.4жўқзҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—жҷӮпјҢз ҙеЈһжүӯзҹ©жҮүз¬ҰеҗҲиЎЁ3иҰҸе®ҡгҖӮж–·иЈӮдёҚжҮүзҷјз”ҹеңЁиў«еӨҫз·Ҡзҡ„иһәзҙӢйғЁеҲҶгҖӮ
4.6 й ӯйғЁе …еӣәжҖ§
жҢү5.5жўқзҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—пјҢ當иһәйҮҳй ӯдёӢж”Ҝжүҝйқўз”ўз”ҹж°ёд№…и®ҠеҪўе№¶иҲҮеһӮзӣҙдәҺиһәйҮҳи»ёз·ҡзҡ„е№ійқўд№Ӣй–“зҡ„еӨҫи§’йҒ”еҲ°7В°жҷӮпјҢй ӯгҖҒжқҶзөҗеҗҲиҷ•дёҚиғҪеҮәзҸҫиЈӮзё«гҖӮйҡ»иҰҒиһәйҮҳй ӯйғЁжІ’жңүжҠҳж–·пјҢеҚідҪҝеңЁз¬¬дёҖжүЈиһәзҙӢиҷ•ж–·иЈӮпјҢи©Ұй©—д»ҚжҮүеҲӨзӮәеҗҲж јгҖӮ
4.7 иһәзҙӢж“ еЈ“жҲҗеҪўзҡ„иғҪеҠӣ
з”ЁиһәзҙӢз„Ўж°ёд№…и®ҠеҪўпјҲеңЁ10еҖҚж”ҫеӨ§йҸЎдёӢжӘўжҹҘпјүзҡ„иһәйҮҳпјҢеңЁ5.6жўқиҰҸе®ҡзҡ„и©Ұй©—й—ҶдёҠпјҢжҮүиғҪж“ еЈ“еҮәиҲҮе…¶еҢ№й…Қзҡ„еҶ…иһәзҙӢгҖӮеңЁж“ еЈ“иһәзҙӢзҡ„йҒҺзЁӢдёӯпјҢж“°е…Ҙжүӯзҹ©жҮүдёҚи¶…йҒҺиЎЁ3иҰҸе®ҡзҡ„ж“°е…Ҙжүӯзҹ©еҖјгҖӮ
еңЁи©Ұй©—й—ҶдёҠз”ұиһәйҮҳж“ еЈ“жҲҗеҪўзҡ„еҶ…иһәзҙӢпјҢжҮүиғҪж“°е…ҘиһәзҙӢз¬ҰеҗҲGB/T 197гҖҒе…¬е·®её¶зӮә6hзҡ„еӨ–иһәзҙӢз·Ҡеӣә件еҶ…пјҢ并иғҪжүҝеҸ—GB/T 3098.2иҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡзӮә8зҙҡзҡ„дҝқиӯүијүиҚ·гҖӮ
4.8 жҠ—ж°«и„ҶжҖ§
иҮӘж“ иһәйҮҳпјҢе°Өе…¶жҳҜ經йӣ»йҚҚзҡ„иҮӘж“ иһәйҮҳжңүж°«и„Ҷж–·иЈӮзҡ„еӮҫеҗ‘пјҢеӣ жӯӨжҮүжҢүGB/T 3078.17иҰҸе®ҡзҡ„жӘўжҹҘж°«и„Ҷи©Ұй©—пјҲе№іиЎҢж”Ҝжүҝйқўжі•пјүпјҢе°Қе·Ҙи—қйҖІиЎҢеҜ©жҹҘпјҢд»ҘдҝқиӯүиҲҮж°«и„Ҷжңүй—ңзҡ„е·Ҙи—қеҸ—еҲ°жҺ§еҲ¶гҖӮдёҖж—ҰзҷјзҸҫж°«и„ҶпјҢеүҮеҝ…й Ҳж”№йҖІе·Ҙи—қгҖӮ
йӣ»йҚҚеҫҢзҡ„иһәйҮҳжҮүжҢү GB/T 5267 зҡ„иҰҸе®ҡйҖІиЎҢй©…ж°«гҖӮ
жіЁпјҡжңҖеҘҪжҢүISO 10683зҡ„иҰҸе®ҡйҖІиЎҢйқһйӣ»и§ЈйӢ…зІүиҰҶи“ӢеұӨгҖӮ
4.9 еӣһзҒ«еҫҢзҡ„иҠҜйғЁзЎ¬еәҰ
жҢү5.8жўқжүҖиҝ°ж–№жі•пјҢеҶҚеӣһзҒ«еҫҢжё¬еҮәзҡ„иҠҜйғЁзЎ¬еәҰйҷҚдҪҺеҖјжҮүдёҚи¶…йҒҺ20HVгҖӮ
4.10 з ҙеЈһжӢүеҠӣијүиҚ·
й•·еәҰвүҘ12 mmжҲ–вүҘ3d зҡ„иһәйҮҳпјҢ經дҫӣйңҖйӣҷж–№еҚ”иӯ°еҸҜйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮ
жіЁпјҡиЎЁ3зөҰеҮәзҡ„з ҙеЈһжӢүеҠӣијүиҚ·еғ…дҫӣеҸғиҖғгҖӮ
-
и©Ұй©—ж–№жі•гҖҒжүӯзҹ©жүіжүӢгҖҒж Үеҝ—
5 и©Ұй©—ж–№жі•
5.1 иҠҜйғЁзЎ¬еәҰи©Ұй©—
иҠҜйғЁзЎ¬еәҰжҮүеңЁиһәйҮҳж©«жҲӘйқўзҡ„1/2еҚҠеҫ‘иҷ•жё¬е®ҡгҖӮи©ІжҲӘйқўжҮүйҒ йӣўжң«з«Ҝ并йҖҡйҒҺиһәзҙӢе°Ҹеҫ‘гҖӮи©Ұй©—жҢүGB/T 4340.1зҡ„иҰҸе®ҡйҖІиЎҢгҖӮ
5.2 иЎЁйқўзЎ¬еәҰи©Ұй©—
еёёиҰҸи©Ұй©—жҷӮпјҢиЎЁйқўзЎ¬еәҰеҸҜеңЁиһәйҮҳзҡ„жң«з«ҜгҖҒжқҶйғЁжҲ–й ӯйғЁжё¬е®ҡпјҲйҡ»иҰҒиЎЁйқўж»ІзўіеұӨж·ұеәҰе’ҢиһәйҮҳзҡ„е№ҫдҪ•еҪўзӢҖе…ҒиЁұпјүпјҢиҰӢең–1гҖӮи©Ұй©—ж–№жі•жҢүGB/T 4340.1иҰҸе®ҡгҖӮзЎ¬еәҰи©Ұй©—жҮүеңЁйҷӨеҺ»йҚҚеұӨеҫҢйҖІиЎҢгҖӮ
д»ІиЈҒи©Ұй©—жҷӮпјҢе°ҚиһәзҙӢе…¬зЁұзӣҙеҫ‘вүҘ4mmзҡ„иһәйҮҳпјҢжҮүдҪҝз”Ёз¶ӯж°ҸйЎҜеҫ®зЎ¬еәҰиЁҲпјҲи©Ұй©—еҠӣHV0.1пјүгҖӮжё¬йҮҸжҮүеңЁзёұеҗ‘жҲӘйқўи©ҰжЁЈзҡ„зүҷеҪўијӘе»“дёҠгҖҒи·қи©ҰжЁЈйӮҠз·Ји·қйӣўиҮіе°‘0.05mmзҡ„йғЁдҪҚдёҠйҖІиЎҢгҖӮе°ҚиһәзҙӢе…¬зЁұзӣҙеҫ‘пјң4mmзҡ„иһәйҮҳпјҢи©Ұй©—жўқ件жҮүеҚ”е•ҶзЎ®е®ҡгҖӮ
ең–1 иЎЁйқўзЎ¬еәҰзҡ„жё¬йҮҸйғЁдҪҚ
5.3 иЎЁйқўж»ІзўіеұӨж·ұеәҰи©Ұй©—
иЎЁйқўж»ІзўіеұӨж·ұеәҰжҳҜеңЁеһӮзӣҙдәҺиЎЁйқўзҡ„гҖҒеҫһиЎЁйқўеҲ°жҹҗй»һзҡ„и·қйӣўпјҢи©Ій»һзҡ„зЎ¬еәҰзӮәиҠҜйғЁеҜҰйҡӣзЎ¬еәҰеҠ дёҠ30HV0.3гҖӮ
д»ІиЈҒи©Ұй©—жҷӮпјҢжҮүдҪҝз”ЁйЎҜеҫ®зЎ¬еәҰиЁҲпјҢи©Ұй©—еҠӣзӮәHV0.3пјҢйҮ‘зӣёи©ҰжЁЈзҡ„еҲ¶еӮҷиҰӢең–2гҖӮ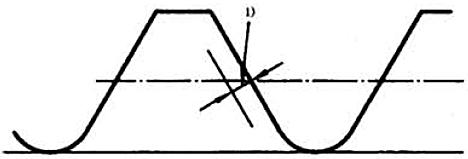
1пјү еғ…з”ЁдәҺиһәзҙӢзүҷеҪўйқһе®Ңе…Ёж»ІзўігҖӮ
ең–2 иЎЁйқўж»ІзўіеұӨж·ұеәҰзҡ„жё¬йҮҸйғЁдҪҚ
5.4 з ҙеЈһжүӯзҹ©и©Ұй©—
з”ЁйҖӮ當зҡ„ж–№жі•е°ҶиһәйҮҳи©Ұ件зүўеӣәең°иЈқеҲ°еӨҫе…·дёӯпјҢиҰӢең–3гҖӮжҮүдҝқиӯүиҮіе°‘жңүе…©жүЈе®Ңж•ҙиһәзҙӢеӨҫз·ҠеңЁеӨҫе…·еҶ…пјҢеҗҢжҷӮеӨҫе…·еӨ–д№ҹиҮіе°‘з•ҷжңүе…©жүЈе®Ңж•ҙиһәзҙӢгҖӮ
еҸҰеӨ–пјҢ用經ж Үе®ҡзҡ„еҗҲйҖӮзҡ„жё¬йҮҸиЈқзҪ®пјҢе°ҚиһәйҮҳж–ҪеҠ жүӯзҹ©пјҢзӣҙеҲ°иһәйҮҳз ҙеЈһгҖӮиЁҳйҢ„иһәйҮҳз ҙеЈһжҷӮзҡ„жүӯзҹ©еҖјгҖӮи©ІеҖјжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮ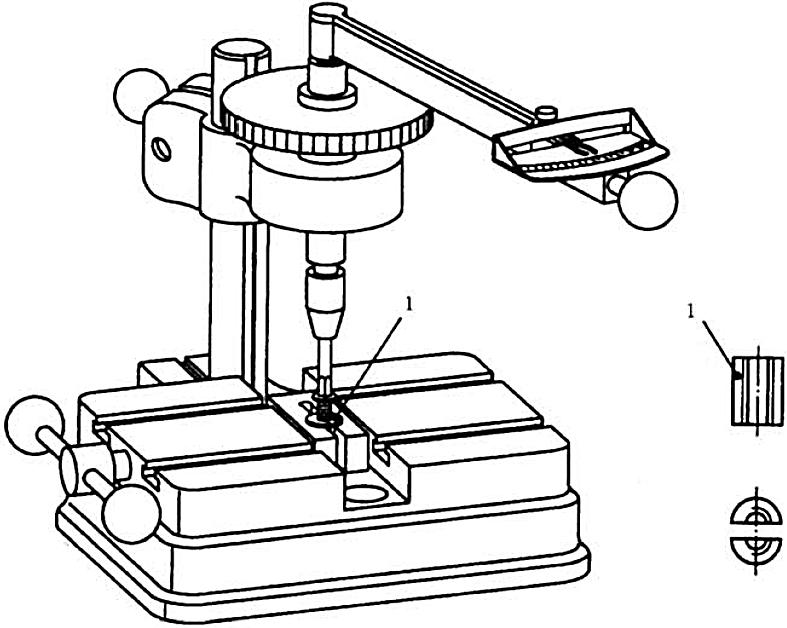
1вҖ”й–ӢеҸЈжЁЎ
ең–3 е…ёеһӢзҡ„жүӯзҹ©и©Ұй©—иЈқзҪ®
5.5 й ӯйғЁе …еӣәжҖ§и©Ұй©—
е°ҶиһәйҮҳи©Ұ件жҸ’е…ҘжҘ”еўҠпјҲжҲ–е…¶д»–еҗҲйҖӮзҡ„еӨҫе…·пјүзҡ„еӯ”дёӯгҖӮеӯ”еҫ‘пјҡе°ҚвүӨM6зҡ„иһәйҮҳпјҢеӯ”еҫ‘зӮәиһәзҙӢе…¬зЁұзӣҙеҫ‘еҠ дёҠ0.05 mmпјӣ е°ҚпјһM6~Ml2зҡ„иһәйҮҳпјҢеӯ”еҫ‘зӮәиһәзҙӢе…¬зЁұзӣҙеҫ‘еҠ дёҠ0.1mmгҖӮе°ҚиһәйҮҳж–ҪеҠ и»ёеҗ‘еЈ“еҠӣпјҢзӣҙиҮій ӯйғЁж”ҜжүҝйқўиҲҮж–ңйқўпјҲиҲҮиһәйҮҳи»ёз·ҡеһӮзӣҙйқўзҡ„еӨҫи§’зӮә7В°пјүиІјеҗҲпјҢиҰӢең–4гҖӮ
жң¬и©Ұй©—дёҚйҖӮз”ЁдәҺжІүй ӯиһәйҮҳгҖӮ
жіЁпјҡйҖҡеёёпјҢдҪҝз”ЁйҖӮ當зҡ„жүӢйҢҳдёҖж¬ЎжҲ–еӨҡж¬Ўж“Ҡжү“пјҢйҒ”еҲ°7В°ж°ёд№…и®ҠеҪўгҖӮ
1вҖ”жҘ”еўҠпјӣ2вҖ”еЈ“еҠӣијүиҚ·
ең–4 й ӯйғЁе …еӣәжҖ§и©Ұй©—
5.6 ж“°е…ҘжҖ§иғҪи©Ұй©—
ж“°е…ҘжҖ§иғҪи©Ұй©—еҸҜд»ҘйЎҜзӨәеңЁйӢјд»¶дёӯж“ еЈ“жҲҗеҪўиһәзҙӢзҡ„иғҪеҠӣгҖӮ
е°ҶиһәйҮҳи©Ұ件擰е…Ҙи©Ұй—ҶпјҲе°әеҜёиҰӢең–5пјүпјҢзӣҙиҮіиҮіе°‘жңүдёҖжүЈиһәзҙӢпјҲиһәйҮҳжң«з«ҜйҷӨеӨ–пјүдјёеҮәи©Ұй—ҶгҖӮ
й–Ӣе§Ӣж“ еЈ“иһәзҙӢжҷӮпјҢжҮүеҖҹеҠ©дәҺи»ёеҗ‘еҠӣпјҡе°ҚвүӨM5зҡ„иһәйҮҳпјҢжңҖеӨ§и»ёеҗ‘еҠӣFmax= 50 Nпјӣе°ҚпјһM5зҡ„иһәйҮҳпјҢжңҖеӨ§и»ёеҗ‘еҠӣFmax =100 NгҖӮ
д»ІиЈҒи©Ұй©—жҷӮпјҢжүіж“°йҖҹеәҰжҮүдёҚи¶…йҒҺ0.5s-1пјҲ30 r/minпјү гҖӮ
и©Ұй©—йҒҺзЁӢдёӯеҮәзҸҫзҡ„жңҖеӨ§жүӯзҹ©е°ұжҳҜвҖңж“°е…Ҙжүӯзҹ©вҖқгҖӮ
зӮәйҒ”еҲ°иҰҸе®ҡзҡ„ж“°е…Ҙжүӯзҹ©пјҢеҸҜд»Ҙеўһж·»жҪӨж»‘еҠ‘гҖӮ
и©Ұй—ҶжҮүз”ұдҪҺзўіи»ӢеҲ¶йӢјй—ҶеҲ¶жҲҗпјҢзЎ¬еәҰзӮә140~180HV30гҖӮи©Ұй—ҶеҺҡеәҰжҮүзӯүдәҺиһәйҮҳзҡ„иһәзҙӢе…¬зЁұзӣҙеҫ‘пјҢеӯ”еҫ‘жҢүиЎЁ5иҰҸе®ҡгҖӮиЎЁ5 и©Ұй—Ҷзҡ„еҺҡеәҰе’Ңеӯ”еҫ‘
иһәзҙӢе…¬зЁұзӣҙеҫ‘
2
2.5
3
3.5
4
5
6
8
10
12
еҺҡеәҰ
2
2.5
3
3.5
4
5
6
8
10
12
еӯ”еҫ‘
max
1.825
2.275
2.775
3.18
3.68
4.53
5.43
7.336
9.236
11.143
min
1.800
2.250
2.750
3.15
3.65
4.50
5.40
7.300
9.200
11.100
жіЁпјҡи©Ұй—Ҷзҡ„еҺҡеәҰе…¬е·®жҮүз¬ҰеҗҲGB/T 709пјҲи»ӢеҲ¶йӢјй—Ҷпјүзҡ„иҰҸе®ҡгҖӮ
5.7 жҠ—ж°«и„ҶжҖ§и©Ұй©—
жҠ—ж°«и„ҶжҖ§и©Ұй©—иҰӢGB/T 3098.17гҖӮ
5.8 еҶҚеӣһзҒ«и©Ұй©—
еҶҚеӣһзҒ«и©Ұй©—пјҲжә«еәҰ330в„ғ пјҢдҝқжә«1hпјүеүҚеҫҢпјҢеҗҢдёҖиһәйҮҳиҠҜйғЁдёүй»һзЎ¬еәҰзҡ„е№іеқҮеҖјд№Ӣе·®дёҚжҮүеӨ§дәҺ20HVгҖӮ
жң¬и©Ұй©—дёҚжҳҜеҝ…й ҲйҖІиЎҢзҡ„пјҢеғ…йҖӮз”ЁдәҺжңүдәүиӯ°жҷӮзҡ„д»ІиЈҒи©Ұй©—гҖӮ
5.9 жӢүеҠӣи©Ұй©—
е°ҶиһәйҮҳи©Ұ件иЈқеҲ°жӢүеҠӣи©Ұй©—ж©ҹдёҠпјҢе®үиЈқжҷӮжҮүдҝқиӯүиҮіе°‘жңү6жүЈиһәзҙӢйңІеҮәгҖӮе°ҚиһәйҮҳж–ҪеҠ и»ёеҗ‘ијүиҚ·пјҢзӣҙиҮіиһәйҮҳж–·иЈӮгҖӮи©Ұй©—жҷӮпјҢеӨҫй ӯзҡ„移еӢ•йҖҹеәҰдёҚжҮүи¶…йҒҺ25 mm/minгҖӮзӮәйҒҝе…Қи©Ұ件жүҝеҸ—ж©«еҗ‘ијүиҚ·пјҢи©Ұй©—ж©ҹзҡ„еӨҫй ӯжҮүиғҪиҮӘеӢ•е®ҡеҝғгҖӮж–·иЈӮжҮүзҷјз”ҹеңЁжқҶйғЁжҲ–иһәзҙӢйғЁеҲҶпјҢиҖҢдёҚжҮүзҷјз”ҹеңЁйҮҳй ӯиҲҮжқҶзҡ„дәӨжҺҘиҷ•гҖӮ
6 жүӯзҹ©жүіжүӢ
жүӯзҹ©и©Ұй©—е’Ңж“°е…ҘжҖ§иғҪи©Ұй©—жүҖз”Ёзҡ„жүӯзҹ©жүіжүӢпјҢжё¬йҮҸиӘӨе·®жҮүеңЁиҰҸе®ҡжүӯзҹ©еҖјзҡ„Вұ3%д»ҘеҶ…пјҢд№ҹеҸҜдҪҝз”ЁиғҪйЎҜзӨәжүӯзҹ©зҡ„дё”зІҫеәҰзӣёз•¶зҡ„еӢ•еҠӣиЈқзҪ®гҖӮ
д»ІиЈҒи©Ұй©—жҷӮжҮүдҪҝз”ЁжүӢеӢ•зҡ„жүӯзҹ©жүіжүӢгҖӮ
7 ж Үеҝ—
7.1 ж Үеҝ—з¬ҰеҸ·
иЎЁйқўж·¬зЎ¬е№¶еӣһзҒ«зҡ„иҮӘж“ иһәйҮҳзҡ„ж Үеҝ—з¬ҰеҸ·зӮәвҖң-пјҜ-вҖқгҖӮ
7.2 иӯҳеҲ«
иЎЁйқўж·¬зЎ¬зҡ„иҮӘж“ иһәйҮҳжҮүжҢү7.1жўқиҰҸе®ҡзҡ„з¬ҰеҸ·еҲ¶еҮәеҮ№еҪўжҲ–еҮёеҪўж Үеҝ—гҖӮе°ҚиһәзҙӢе…¬зЁұзӣҙеҫ‘вүҘ5mm зҡ„е…ӯи§’й ӯиһәйҮҳжҲ–е…ӯи§’иҠұеҪўй ӯиһәйҮҳпјҢеҝ…й ҲеҲ¶еҮәж Үеҝ—并зӣЎйҮҸеңЁйҮҳй ӯдёҠеҲ¶еҮәгҖӮ
經дҫӣйңҖйӣҷж–№еҚ”иӯ°пјҢе…¶д»–еһӢејҸзҡ„иЎЁйқўж·¬зЎ¬е№¶еӣһзҒ«зҡ„иҮӘж“ иһәйҮҳд№ҹеҸҜдҪҝз”Ёд»ҘдёҠж Үеҝ—гҖӮ
7.3 е•Ҷж ҮпјҲиӯҳеҲ«пјүж Үеҝ—
еҮЎиҰҒжұӮеҲ¶еҮәж Үеҝ—з¬ҰеҸ·зҡ„жүҖжңүз”ўе“ҒпјҢж Үеҝ—е•Ҷж ҮжҲ–еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—жҳҜеј·еҲ¶жҖ§зҡ„гҖӮ
жӣҙеӨҡзӣёй—ңж•ёж“ҡ