-
жҠҖиЎ“иҰҒжұӮ
3 жҠҖиЎ“иҰҒжұӮ
3.1 жқҗж–ҷ
иҮӘй‘ҪиҮӘж”»иһәйҮҳжҮүдҪҝз”Ёж»ІзўійӢјжҲ–зҶұиҷ•зҗҶйӢјеҲ¶йҖ гҖӮ
3.2 йҮ‘зӣёжҖ§иғҪ
3.2.1 иЎЁйқўзЎ¬еәҰ
зҶұиҷ•зҗҶеҫҢиҮӘй‘ҪиҮӘж”»иһәйҮҳзҡ„иЎЁйқўзЎ¬еәҰжҮүвүҘ530HV0.3гҖӮ
3.2.2 иҠҜйғЁзЎ¬еәҰ
зҶұиҷ•зҗҶеҫҢзҡ„иҠҜйғЁзЎ¬еәҰзӮәпјҡ
вҖ”вҖ”320HV5пҪһ400HV5 з”ЁдәҺиһәзҙӢиҰҸж јвүӨST4.2пјӣ
вҖ”вҖ”320HV10пҪһ400HV10 з”ЁдәҺиһәзҙӢиҰҸж јпјһST4.2гҖӮ
жҺЁи–Ұзҡ„жңҖдҪҺеӣһзҒ«жә«еәҰзӮә330в„ғгҖӮ
жҮүйҒҝе…Қ275пҪһ315в„ғзҡ„еӣһзҒ«жә«еәҰзҜ„еңҚпјҢд»Ҙдҫҝе°ҶеӣһзҒ«йҰ¬ж°Ҹй«”и„Ҷж–·йўЁйҡӘжёӣе°‘еҲ°жңҖдҪҺзЁӢеәҰгҖӮ
3.2.3 ж»ІзўіеұӨж·ұеәҰ
ж»ІзўіеұӨж·ұеәҰжҮүз¬ҰеҗҲиЎЁ1зөҰеҮәзҡ„ж•ёеҖјгҖӮ
иЎЁ1 ж»ІзўіеұӨж·ұеәҰ
иһәзҙӢиҰҸж ј
ж»ІзўіеұӨж·ұеәҰ
min
max
ST2.9е’ҢST3.5
0.05
0.18
ST4.2пҪһST5.5
0.10
0.23
ST6.3
0.15
0.28
3.2.4 йЎҜеҫ®зө„з№”
еңЁзҶұиҷ•зҗҶеҫҢиҮӘй‘ҪиҮӘж”»иһәйҮҳзҡ„йЎҜеҫ®зө„з№”дёӯпјҢиЎЁйқўзЎ¬еҢ–еұӨе’ҢиҠҜйғЁд№Ӣй–“дёҚжҮүеҮәзҸҫеё¶зӢҖйҗөзҙ й«”гҖӮ
3.2.5 ж°«и„Ҷ
йӣ»йҚҚиҮӘй‘ҪиҮӘж”»иһәйҮҳеӯҳеңЁеӣ ж°«и„ҶиҖҢж–·иЈӮзҡ„еҚұйҡӘгҖӮеӣ жӯӨпјҢжҮүз”ұеҲ¶йҖ иҖ…е’ҢпјҲжҲ–пјүйӣ»йҚҚиҖ…йҮҮеҸ–жҺӘж–ҪпјҢеҢ…жӢ¬жҢүGB/T 3098.17 йҖІиЎҢи©Ұй©—жӘўжҹҘпјҢд»ҘжҺ§еҲ¶и©ІеҚұйҡӘзҡ„зҷјз”ҹгҖӮ
GB/T5267.1дёӯжңүй—ңйӣ»йҚҚз·Ҡеӣә件ж¶ҲйҷӨж°«и„Ҷзҡ„жё¬йҮҸиҰҒжұӮпјҢд№ҹжҮүдәҲд»ҘиҖғж…®гҖӮ
3.3 ж©ҹжў°жҖ§иғҪ
3.3.1 й‘Ҫеӯ”жҖ§иғҪ
иһәйҮҳй‘ҪеүҠйғЁеҲҶжҮүиғҪеңЁ4.2.1иҰҸе®ҡзҡ„и©Ұй©—жўқ件дёӢпјҢй‘ҪеҮәзӮәж“ еЈ“иҲҮиһәйҮҳй…ҚеҗҲзҡ„еҶ…иһәзҙӢжүҖйңҖиҰҒзҡ„й җеҲ¶еӯ”гҖӮ
3.3.2 иһәзҙӢжҲҗеһӢжҖ§иғҪ
еңЁжҢү3.3.1й‘ҪеҮәзҡ„й җеҲ¶еӯ”дёӯпјҢиҮӘй‘ҪиҮӘж”»иһәйҮҳжҮүиғҪж“ еЈ“еҮәиҲҮе…¶й…ҚеҗҲзҡ„еҶ…иһәзҙӢпјҢ并еңЁж“°е…Ҙ4.2.1.1иҰҸе®ҡзҡ„и©Ұй©—й—ҶжҷӮпјҢиһәйҮҳиһәзҙӢз„Ўи®ҠеҪўгҖӮ
3.3.3 жүӯиҪүеј·еәҰ
жҢү4.2.3иҰҸе®ҡзҡ„и©Ұй©—ж–№жі•е°ҚиҮӘй‘ҪиҮӘж”»иһәйҮҳйҖІиЎҢи©Ұй©—жҷӮпјҢе…¶жүӯиҪүеј·еәҰжҮүиғҪдҝқиӯүиһәйҮҳзҡ„з ҙеЈһжүӯзҹ©еҖјзӯүдәҺжҲ–еӨ§дәҺиЎЁ4зҡ„иҰҸе®ҡгҖӮ
-
и©Ұй©—ж–№жі•гҖҒжүӯзҹ©жүіжүӢ
4 и©Ұй©—ж–№жі•
4.1 йҮ‘зӣёжҖ§иғҪи©Ұй©—
4.1.1 иЎЁйқўзЎ¬еәҰи©Ұй©—
иЎЁйқўзЎ¬еәҰи©Ұй©—жҢүGB/T 4340.1иҰҸе®ҡгҖӮеЈ“з—•зӣЎеҸҜиғҪеңЁе№ійқўйғЁеҲҶпјҢ并е„Әе…ҲеңЁиһәйҮҳй ӯйғЁгҖӮ
4.1.2 иҠҜйғЁзЎ¬еәҰи©Ұй©—
иҠҜйғЁзЎ¬еәҰи©Ұй©—жҢүGB/T 4340.1иҰҸе®ҡпјҢ并жҮүеңЁж©«еҗ‘йЎҜеҫ®жҲӘйқўдёҠйҖІиЎҢгҖӮ
4.1.3 ж»ІзўіеұӨж·ұеәҰжё¬е®ҡ
иЎЁйқўж»ІзўіеұӨж·ұеәҰжҮүйҮҮз”ЁйЎҜеҫ®йҸЎеңЁзёұеҗ‘йЎҜеҫ®жҲӘйқўдёҠпјҢзүҷй ӮиҲҮзүҷеә•дёӯй–“йғЁеҲҶзҡ„зүҷеҒҙиҷ•йҖІиЎҢпјҢжҲ–е°ҚвүӨ ST4.2зҡ„иһәйҮҳеңЁиһәзҙӢзүҷеә•иҷ•йҖІиЎҢжё¬е®ҡгҖӮ
д»ІиЈҒи©Ұй©—пјҢжҮүеңЁйҮ‘зӣёи©Ұ件зҡ„иһәзҙӢијӘе»“дёҠз”Ёи©Ұй©—еҠӣзӮә300 gзҡ„йЎҜеҫ®з¶ӯж°ҸзЎ¬еәҰйҖІиЎҢгҖӮж»ІзўіеұӨж·ұеәҰжҮүиҮӘи¶…йҒҺиҠҜйғЁеҜҰйҡӣзЎ¬еәҰ30HVзҡ„й»һиө·иЁҲз®—гҖӮ
4.1.4 йЎҜеҫ®зө„з№”и©Ұй©—
йЎҜеҫ®зө„з№”и©Ұй©—жҮүжҢүзӣёжҮүйҮ‘зӣёжӘўй©—ж Үжә–йҖІиЎҢгҖӮ
4.2 ж©ҹжў°жҖ§иғҪи©Ұй©—
4.2.1 й‘Ҫеӯ”е’Ңж”»зөІи©Ұй©—
4.2.1.1 и©Ұй©—иЈқзҪ®
ең–1 зӮәи©Ұй©—иЈқзҪ®зӨәдҫӢгҖӮ
и©Ұй©—й—ҶжҮүз”ұеҗ«зўійҮҸвүӨ0.23%зҡ„дҪҺзўійӢјеҲ¶жҲҗпјҢе…¶зЎ¬еәҰзӮә110HV30пҪһ165HV30пјҲжҢүGB/T4340.1жё¬е®ҡпјүгҖӮи©Ұй©—й—Ҷзҡ„еҺҡеәҰжҮүз¬ҰеҗҲиЎЁ2иҰҸе®ҡгҖӮ
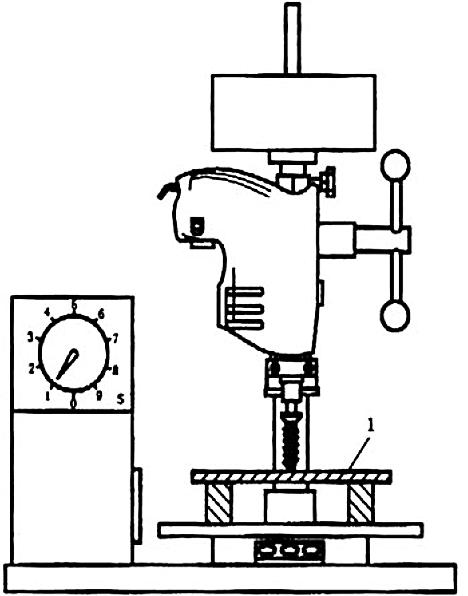
1вҖ”и©Ұй©—й—Ҷ
ең–1 й‘Ҫеӯ”е’Ңж”»зөІи©Ұй©—иЈқзҪ®
иЎЁ2 й‘Ҫеӯ”е’Ңж”»зөІи©Ұй©—ж•ёж“ҡ
иһәзҙӢиҰҸж ј
и©Ұй©—й—ҶеҺҡеәҰ1пјү/mm
и»ёеҗ‘еҠӣ/N
ж“°е…ҘжҷӮй–“/S
max
ијүиҚ·дёӢиһәйҮҳиҪүйҖҹ/mm -1
ST2.9
0.7+0.7=1.4
150
3
1800пҪһ2500
ST3.5
1+1=2
150
4
1800пҪһ2500
ST4.2
1.5+1.5=3
250
5
1800пҪһ2500
ST4.8
2+2=4
250
7
1800пҪһ2500
ST5.5
2+3=5
350
11
1000пҪһ1800
ST6.3
2+3=5
350
13
1000пҪһ1800
1) и©Ұй©—й—ҶеҺҡеәҰеҸҜд»Ҙз”ұе…©еЎҠйӢјй—Ҷзө„жҲҗгҖӮйҖҷдәӣж•ёеҖјеғ…йҖӮз”ЁдәҺ驗收жӘўжҹҘгҖӮ
4.2.1.2и©Ұй©—зЁӢеәҸ
е°ҶжңүйҚҚеұӨжҲ–з„ЎйҚҚеұӨзҡ„пјҲжҢүдҪҝз”ЁиҰҒжұӮпјүиһәйҮҳи©Ұ件擰е…Ҙи©Ұй©—й—ҶпјҢзӣҙиҮіжңүдёҖжүЈе®Ңж•ҙиһәзҙӢз©ҝйҒҺи©Ұй©—й—ҶгҖӮ
иЎЁ2иҰҸе®ҡзҡ„и»ёеҗ‘еҠӣе’ҢиһәйҮҳиҪүйҖҹйҖӮз”ЁдәҺй‘Ҫеӯ”е’Ңж”»зөІйҒҺзЁӢгҖӮ
4.2.2 й‘Ҫеӯ”жӘўй©—
йңҖ經йӣҷж–№еҚ”иӯ°пјҢеҸҜйҖІиЎҢй‘Ҫеӯ”жӘўй©—гҖӮзӮәжӯӨпјҢжүҖдҪҝз”Ёзҡ„и©Ұй©—й—ҶжҮүз¬ҰеҗҲ4.2.1.1зҡ„иҰҒжұӮпјҢе…¶еҺҡеәҰжҮүз¬ҰеҗҲиЎЁ3иҰҸе®ҡгҖӮи©Ұй©—й—ҶдёҠй‘Ҫеӯ”зҡ„йғЁеҲҶпјҢжҮүе…ҲжІ–еҮәе®ҡдҪҚй»һгҖӮй‘ҪйҖҸи©Ұй©—й—ҶеҫҢпјҢй‘Ҫеӯ”зҡ„жңҖеӨ§е°әеҜёжҮүдёҚи¶…еҮәиЎЁ3иҰҸе®ҡзҡ„жҘөйҷҗгҖӮ
ең–2зҡ„и©Ұй©—еӨҫе…·жҳҜе°Қең–1и©Ұй©—иЈқзҪ®зҡ„иЈңе……гҖӮеҘ—з°ЎеҶ…еҫ‘жҮүжҜ”иһәзҙӢеӨ§еҫ‘зҙ„еҠ еӨ§0. 25 mmгҖӮеҘ—зӯ’й•·еәҰзҡ„йҒёж“ҮжҮүдҪҝй‘Ҫй ӯйғЁеҲҶиғҪдјёеҮәеҘ—зӯ’гҖӮ
иЎЁ2иҰҸе®ҡзҡ„и»ёеҗ‘еҠӣд№ҹеҸҜз”ЁдәҺжҢҮе°Һе®үиЈқиҮӘй‘ҪиҮӘж”»иһәйҮҳгҖӮеҰӮжһңи¶…йҒҺйҖҷдәӣж•ёеҖјпјҢи©Ій‘Ҫй ӯйғЁеҲҶеҸҜиғҪеӣ ж–·иЈӮжҲ–йҒҺзҮ’з”ўз”ҹеұҖйғЁжҗҚеЈһгҖӮ
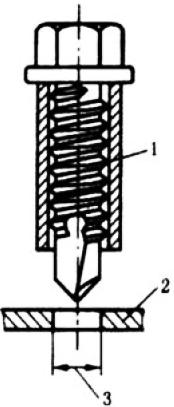
1вҖ”еҘ—зӯ’пјӣ2вҖ”и©Ұй©—й—Ҷпјӣ3вҖ”й‘Ҫеӯ”
ең–2 й‘Ҫеӯ”и©Ұй©—еӨҫе…·
иЎЁ3 й‘Ҫеӯ”и©Ұй©—ж•ёж“ҡ
иһәзҙӢиҰҸж ј
й—Ҷзҡ„еҺҡеәҰ
еӯ”еҫ‘
min
max
ST2.9
1
2.2
2.5
ST3.5
1
2.7
3.0
ST4.2
2
3.2
3.6
ST4.8
2
3.7
4.2
ST5.5
2
4.2
4.8
ST6.3
2
4.8
5.4
4.2.3 жүӯзҹ©и©Ұй©—
иһәйҮҳи©Ұ件жҮүеӨҫз·ҠеңЁиҲҮиһәйҮҳиһәзҙӢзӣёеҢ№й…Қзҡ„иһәзҙӢй–ӢеҗҲжЁЎжҲ–е…¶д»–иЈқзҪ®еҶ…пјҢиһәйҮҳеӨҫз·ҠйғЁеҲҶдёҚжҮүжҗҚеӮ·гҖӮ
ең–3зӮәи©Ұй©—иЈқзҪ®зӨәдҫӢгҖӮеӨҫз·ҠеҫҢпјҢиҮіе°‘жңүе…©жүЈе®Ңж•ҙиһәзҙӢдјёеҮәеӨҫз·ҠиЈқзҪ®пјҢйҷӨиһәйҮҳй‘Ҫй ӯйғЁеҲҶеӨ–иҮіе°‘жңүе…©жүЈе®Ңж•ҙиһәзҙӢзүўеӣәең°еӨҫз·ҠеңЁй–ӢеҗҲжЁЎеҶ…гҖӮеңЁиһәйҮҳзҹӯиҰҸж јзҡ„жғ…жіҒдёӢпјҢжҮүзүўеӣәең°еӨҫз·Ҡж•ҙеҖӢиһәзҙӢпјҢдҪҶиһәйҮҳй ӯйғЁдёҚжҮүжүҝеҸ—еӨҫз·ҠеҠӣгҖӮ
用經ж Үе®ҡзҡ„жүӯзҹ©вҖ”жё¬йҮҸиЈқзҪ®пјҢе°ҚиһәйҮҳж–ҪеҠ жүӯзҹ©зӣҙиҮіж–·иЈӮгҖӮиһәйҮҳжҮүз¬ҰеҗҲиЎЁ4иҰҸе®ҡзҡ„з ҙеЈһжүӯзҹ©гҖӮ
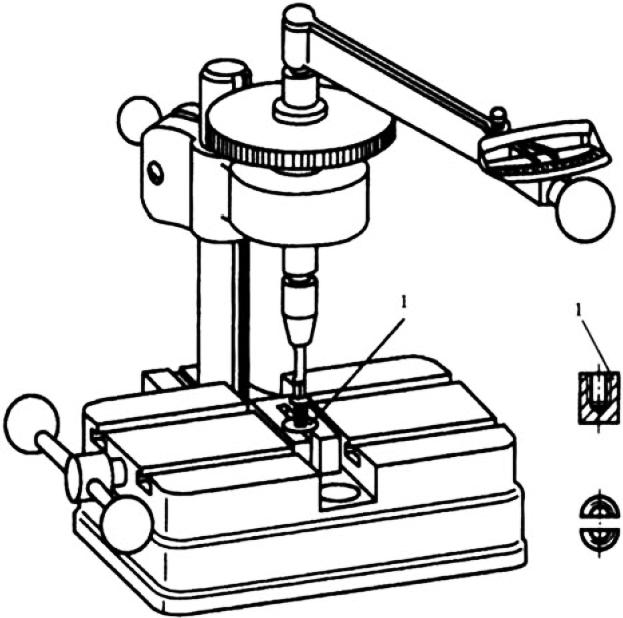
1вҖ”её¶иҮӘж”»иһәзҙӢзҡ„зӣІеӯ”й–ӢеҗҲжЁЎ
ең–3жүӯзҹ©и©Ұй©—иЈқзҪ®
иЎЁ4 з ҙеЈһжүӯзҹ©
5 жүӯзҹ©жүіжүӢиһәзҙӢиҰҸж ј
з ҙеЈһжүӯзҹ©
min
ST2.9
1.5
ST3.5
2.8
ST4.2
4.7
ST4.8
6.9
ST5.5
10.4
ST6.3
16.9
з”ЁдәҺжүӯзҹ©и©Ұй©—зҡ„жүӯеҠӣжүіжүӢпјҢжё¬йҮҸиӘӨе·®жҮүеңЁиҰҸе®ҡжүӯзҹ©еҖјзҡ„Вұ3%д»ҘеҶ…гҖӮд№ҹеҸҜдҪҝз”ЁиғҪйЎҜзӨәжүӯзҹ©дё”зІҫеәҰзӣёз•¶зҡ„еӢ•еҠӣиЈқзҪ®гҖӮ
д»ІиЈҒи©Ұй©—жҷӮжҮүдҪҝз”ЁжүӢеӢ•жүӯеҠӣжүіжүӢгҖӮ
жӣҙеӨҡзӣёй—ңж•ёж“ҡ