-
1. 汽車用塗鍍層和化學處理層的表示方法
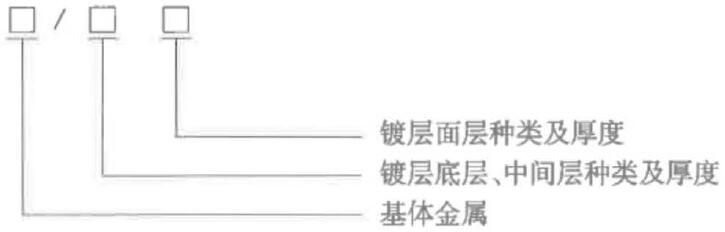
汽車用金屬塗鍍層和化學處理層的表示方法主要由三部分組成。
用化學符号表示基體金屬或合金基體中的主要金屬,符号後接一斜線。Fe 一 鋼鐵; Zn -鋅合金;Cu -銅和銅合金; Al -鋁和鋁合金。
用化學符号、阿拉伯數字及小寫拼音字母表示鍍層的種類、鍍層厚度和類型。如果銅或含銅超過 50% 的黃銅用作中間鍍層時,用化學符号 Cu 表示銅鍍層。
符号後的數字代表該鍍層的最小厚度,單位為微米( μm )。
例如:在鋼鐵基體上鍍有最小厚度為 20μm 的銅、銅上鍍最小厚度為 30μm 的鎳層、鎳層上鍍最小厚度為 0.5μm 的普通鉻。其代号為:Fe/Cu20Ni30dCr0.5 。
-
4. 銅+鎳+鉻和鎳+鉻電鍍層
4.1 銅+鎳+鉻和鎳+鉻電鍍層的使用條件号4.1 銅+鎳+鉻和鎳+鉻電鍍層的使用條件号:使用條件号 使用環境惡劣程度 示例 4 特别惡劣環境 汽車外部零件,如保險杠等 3 惡劣環境 汽車外部零件,如裝飾條等 2 一般環境 汽車内部零件,如靠枕支架等 4.2 銅+鎳+鉻和鎳+鉻電鍍層的分級号4.2 銅+鎳+鉻和鎳+鉻電鍍層的分級号:基體材料 使用條件号 分級号 鋼鐵 4 Fe/Cu20Ni30dCr0.5 鋼鐵 4 Fe/Cu20Ni25dCr0.5mp(mc) 鋼鐵 3 Fe/Cu15Ni25dCr0.5 鋼鐵 3 Fe/Cu20Ni20dCr0.5mp(mc) 鋼鐵 2 Fe/Cu20Ni10bCr0.5 鋼鐵 4 Fe/Ni45dCr0.5 鋼鐵 4 Fe/Ni35dCr0.5mp(mc) 鋼鐵 3 Fe/Ni35dCr0.5 鋼鐵 2 Fe/Ni20dCr0.5 鋅合金 4 Zn/Cu20Ni30dCr0.5 鋅合金 4 Zn/Cu20Ni25dCr0.5mp(mc) 鋅合金 3 Zn/Cu15Ni25dCr0.5 鋅合金 3 Zn/Cu20Ni20dCr0.5 鋅合金 2 Zn/Cu15Ni15dCr0.5 銅及銅合金 3 Cu/Ni30dCr0.5 銅及銅合金 3 Cu/Ni20dCr0.5mp(mc) 銅及銅合金 2 Cu/Ni20dCr0.5 鋁及鋁合金 4 Al/Ni45dCr0.5 鋁及鋁合金 4 Al/Ni35dCr0.5mp(mc) 鋁及鋁合金 3 Al/Ni35dCr0.5 塑料 4 PL/Cu20Ni25dCr0.5 塑料 3 PL/Cu20Ni10bCr0.5 注:鎳鍍層的 b 表示全光亮鎳;鎳鍍層的 d 表示雙層或三層鎳,雙層鎳指半光亮鎳鍍層和光亮鎳鍍層,三層鎳指半光亮鎳鍍層、高硫鎳鍍層和光亮鎳鍍層;鉻鍍層的 mp 表示微孔鉻;鉻鍍層的 mc 表示微裂紋鉻;微孔鉻可以用微裂紋鉻代替。4.3 銅+鎳+鉻和鎳+鉻電鍍層的使用條件号與耐鹽霧腐蝕性能基體材料 使用條件号 耐銅加速醋酸鹽霧腐蝕性能 耐銅加速醋酸鹽霧腐蝕性能 - - CASS試驗時間,h 保護等級,級 鋼鐵 4 48 ≥9 鋼鐵 3 32 ≥9 鋼鐵 2 16 ≥9 鋅合金 4 32 ≥9 鋅合金 3 16 ≥9 鋅合金 2 8 ≥9 銅及銅合金 3 16 ≥9 銅及銅合金 2 / / 鋁及鋁合金 4 32 ≥9 鋁及鋁合金 3 16 ≥9 塑料 4 32 ≥9 塑料 3 16 ≥9 4.4 銅+鎳+鉻和鎳+鉻電鍍層的性能檢驗銅+鎳+鉻和鎳+鉻電鍍層的厚度、耐鹽霧腐蝕性能應進行檢驗,塑料上的電鍍層還要進行熱循環試驗。檢驗方法按GB/T 5270 、GB/T 9797 、GB/T 12600 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
5. 鋅電鍍層
5.1 鋅電鍍層的分級号及适用條件
¹ “x x”表示鍍層厚度分級号 适用條件及示例 Fe/Zn25 腐蝕嚴重的工作條件,一般不推薦使用 Fe/Zn18 腐蝕嚴重的工作條件,如汽車底盤零件 Fe/Zn12 腐蝕中等的工作條件,如發動機艙内零件 Fe/Zn10 腐蝕中等的工作條件 Fe/Zn8 腐蝕輕微的工作條件,如乘客艙内零件 Fe/Zn5 腐蝕輕微的工作條件,如電鍍後需進行塗裝的零件 Fe/Zn3 腐蝕輕微的工作條件 Fe/Hd • Zn x x ¹ 熱鍍鋅适用于較厚的鍍層需要,其厚度不小于25 μm。其厚度系列應按GB/T 13912 的規定
5.2 鋅電鍍層後處理轉化膜的性能要求轉化膜的種類 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 其他性能 - NSS 試驗時間,h 評級标準 - B (白色) 24 不出現白鏽 按GB/T 9800 C (彩虹色) 72 不出現白鏽 按GB/T 9800 D (綠色) 96 不出現白鏽 按GB/T 9800 E (黑色) 120 不出現白鏽 按GB/T 9800 H (消除氫脆) / / / BF (白色,三價鉻鈍化) 24 不出現白鏽 按GB/T 9800 CF (彩虹色,三價鉻鈍化) 72 不出現白鏽 按GB/T 9800 DF (綠色,三價鉻鈍化) 96 不出現白鏽 按GB/T 9800 EF (黑色,三價鉻鈍化) 144 不出現白鏽 按GB/T 9800 BFS (白色,三價鉻鈍化、封閉) 48 不出現白鏽 按GB/T 9800 CFS (彩虹色,三價鉻鈍化、封閉) 120 不出現白鏽 按GB/T 9800 DFS (綠色,三價鉻鈍化、封閉) 200 不出現白鏽 按GB/T 9800 EFS (黑色,三價銷鈍化、封閉) 200 不出現白鏽 按GB/T 9800 注:黑色轉化膜的耐蝕性允許有較大的差異,但 NSS 試驗不得低于 48 h 。5.4 鋅電鍍層的性能檢驗鋅電鍍層的厚度、轉化膜的耐鹽霧腐蝕性能應進行檢驗。檢驗方法按GB/T 9799、GB/T9800 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。
熱鍍鋅層的性能檢驗按GB/T 12912 的規定。
5.5 螺紋緊固件按GB/T 5267.1 的規定。 -
6. 錫電鍍層
6.1 錫電鍍層的分級号及适用條件
① 鋼件穩定接觸電阻鍍錫時,應選擇适當的鍍層為底層。基體材料 分級号 适用條件及示例 鋼 Fe/Sn15 有機酸介質 鋼 Fe/Sn9 工作溫度低于 100 ℃ 的電連接件 鋼、銅,合金鑄鐵 Fe/Sn5 ① □焊、穩定接觸電阻、磨合 鋼、銅,合金鑄鐵 Cu/Sn5 □焊、穩定接觸電阻、磨合 鋼 Fe/Sn2 密配(如軸瓦背) 鋼 Fe/Hd • Sn x x ② 熱鍍錫适用于厚度要求較大的零件,且不產生氫脆 ② “x x”表示鍍層厚度。
6.2 錫電鍍層的性能檢驗應對錫電鍍層的厚度、結合強度進行檢驗。檢驗方法按 GB/T 12599 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
7. 銀電鍍層
7.1 銀電鍍層的分級号及适用條件基體材料 分級号 厚度,μm 适用條件及示例 銅 Cu/Ag6 • At ≥6 工作溫度高、電流較大的環境,如汽車電器元件 7.2 銀電鍍層的性能檢驗應對銀電鍍層的厚度和結合強度進行檢驗。檢驗方法按 SJ/T 11111、SJ/T 11112 規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
8. 銅電鍍層
8.1 銅電鍍層的分級号及适用條件
注:防滲碳部位的表面粗糙度不得高于 Ra0.8,否則,應增加銅電鍍層的厚度。基體材料 分級号 适用條件及示例 鋼 Fe/Cu15 防滲碳鍍層 鋼 Fe/Cu5 齒輪齧合 鋼 Fe/Cu2 □焊 8.2 銅電鍍層的性能檢驗應對銅電鍍層的厚度、孔隙率和結合強度進行檢驗。檢驗方法按 GB/T 12333 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。
-
9. 鎳和銅 + 鎳電鍍層
9.1 鎳和銅 + 鎳電鍍層的分級号及使用條件基體材料 分級号 适用條件及示例 鋼、銅及銅合金 Fe/Cu7Ni15 濕熱工作環境,根據環境的腐蝕強度選用不同的鍍層厚度。如水溫傳感器 鋼、銅及銅合金 Fe/Cu20Ni10 濕熱工作環境,根據環境的腐蝕強度選用不同的鍍層厚度。如水溫傳感器 鋼、銅及銅合金 Fe/Cu30Ni15 濕熱工作環境,根據環境的腐蝕強度選用不同的鍍層厚度。如水溫傳感器 鋼、銅及銅合金 Cu/Ni6 濕熱工作環境,根據環境的腐蝕強度選用不同的鍍層厚度。如水溫傳感器 9.2 鎳和銅+鎳電鍍層的性能檢驗應對鎳和銅+鎳電鍍層的厚度、附着強度進行檢驗。檢驗方法按 GB/T 4955 、GB/T 4956 、GB/T 5270 和 GB/T 9798 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
10. 鉻電鍍層
10. 1 鉻電鍍層的分級号及适用條件
注: 1)松孔鍍鉻時應注明孔的類型和深度。電鍍鉻後,需進行消除氫脆的熱處理,熱處理工藝條件按GB/T 11379 的規定。基體材料 分級号 厚度,μm 硬度,HV 适用條件及示例 鋼鐵 Fe/Cr x x 10 ~ 50 ≥ 900 一般耐磨件,如減振器活塞杆 Fe/Cr x x p 120 ~ 170 ≥ 900 松孔鍍鉻,如活塞環 Fe/Cr x x ≥ 80 ≥ 900 要求較高的耐磨件,如鋼帶環
2)“ x x ”表示鍍層厚度。10.2 鉻電鍍層的性能檢驗應對鉻電鍍層的厚度、附着強度和硬度進行檢驗。檢驗方法按GB/T 11379 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
11. 鋁及鋁合金的電化學氧化膜
11. 1 鋁及鋁合金的電化學氧化膜的性能及适用條件分級号 厚度,μm 硬度,HV 耐銅加速醋酸鹽霧腐蝕性能 耐銅加速醋酸鹽霧腐蝕性能 适用條件及示例 - - - CASS 試驗時間,h 保護等級 - Al/Et · A ≥10 / 24 按GB/T 12967. 3 表面裝飾,如裝飾條 Al/Et · Ahd 30 ~ 50 ≥350 / / 耐磨,如活塞 11.2 鋁及鋁合金的電化學氧化膜的性能檢驗應對上表所規定的性能進行檢驗。檢驗方法按GB/T 4340.1 、GB/T 4957 、GBIT 8013. 1 、GB/T8014. 2 和GB/T 12967. 3 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
12. 化學鍍鎳層
12. 1 化學鍍鎳層的性能要求及适用條件
注:"Me"表示基體金屬," x x"表示厚度。基體材料 分級号 厚度,μm 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 适用條件及示例 - - - NSS 試驗時間,h 評級 - 鋼、銅及銅合金、鋅合金等 Me/Ap · Ni x x ≥ 6 ≥ 72 主要表面無基體腐蝕物 耐磨耐蝕零件 12.2 化學鍍鎳層的性能試驗應對化學鍍鎳層的厚度、附着強度和耐蝕性進行檢驗。檢驗方法按 GB/T 5270 、GB/T 101 25 和 GB/ T 6461 的規定。如有必要,供需雙方可協議商定對其他性能進行檢驗。 -
13. 鋼鐵件的化學處理層
13.1 鋼鐵件化學處理層的分級号及适用條件
注: 1)磷化膜的厚度允許在不影響零件實際使用的範圍内,鋼鐵零件經化學處理後,如需進行熱處理,應按GB/T 11376 和GBIT 15519 的規定。基體材料 化學處理層 化學處理層 分級号 适用條件 鋼鐵 氧化 氧化 Fe/Ct · 0f 防鈾、表面裝飾。如随車工具、緊固件等 鋼鐵 磷化 磨合磷化 Fe/Ct · MePhg x x f 變速箱齒輪等 鋼鐵 磷化 防蝕磷化 Fe/Ct · MePhr x x f 離合器摩擦片、緊固件等 鋼鐵 磷化 電絕磷化 Fe/Ct · MePhi x x 電絕緣
2)"x x ”表示磷化膜的質量;“ Me”表示基體金屬,可以是 Zn 、Mn 、Fe 或它們之間的組合。
13.2 鋼鐵件化學處理層的耐鹽霧腐蝕性能
注:根據需求選擇防蝕磷化的 NSS 試驗時間。化學處理層種類 化學處理層種類 分級号 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 - - - NSS 試驗時間, h 評級标準 氧化 氧化 Fe/Ct· Of 2 不出現基體腐蝕 磷化 磨合磷化 Fe/Ct · MePhg x x f 8 不出現基體腐蝕 磷化 防蝕磷化 Fe/Ct · MePhr x x f 8(16、24) 不出現基體腐蝕 磷化 電絕緣磷化 Fe/Ct · MePhi x x / /
13.3 鋼鐵件化學處理層的性能檢驗供需雙方可協議商定對鋼鐵件化學處理層的性能進行檢驗。檢驗方法按GB/T 11376 和GB/T 15519 的規定。 -
14. 鋅合金的鈍化處理層
14.1 鋅合金的鈍化處理層的性能及适用條件基體材料 分級号 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 适用條件及示例 - - NSS 試驗時間,h 評級标準 - 鋅合金 Zn/Ct · P 72 主要表面無白色腐蝕產物 耐磨耐蝕零件 14.2 鋅合金的鈍化處理層的性能檢驗應對鋅合金的鈍化處理層的耐中性鹽霧腐蝕性能進行檢驗。檢驗方法按 GB/T 10125 和 GB/T 6461 的規定。 -
15. 鉛-錫合金電鍍層
15.1 鉛-錫合金電鍍層的性能及适用條件基體材料 分級号 厚度,μm 錫含量 适用條件及示例 銅鉛合金 Cu-Pb/Pb-Sn(6)20 20 ~ 40 6% ~ 9% 高速潤滑(軸瓦) 15.2 鉛-錫合金電鍍層的性能檢驗供需雙方可協議商定對鉛-錫合金電鍍層的性能進行檢驗。 -
16. 鋅-鎳合金電鍍層
16. 1 鋅-鎳合金電鍍層的分級号及适用條件
注:“ F”表示無六價鉻鈍化;“ x ”表示厚度,鍍層厚度 8μm -25 μm;螺紋緊固件塗層厚度應滿足旋合性要求。分級号 适用條件及示例 Fe/Zn - Ni x · B 腐蝕嚴重的工作條件,汽車底盤零件等 Fe/Zn - Ni x · BF 腐蝕嚴重的工作條件,汽車底盤零件等 Fe/Zn - Ni x · E 腐蝕嚴重的工作條件,汽車底盤零件等 Fe/Zn - Ni x · EF 腐蝕嚴重的工作條件,汽車底盤零件等
16.2 鋅-鎳合金電鍍層表面鉻酸鹽轉化膜的性能要求
注:耐腐蝕性在 100℃ 下熱老化 24h 後進行。轉化膜的種類 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 其他性能 - NSS 試驗時間,h 評級标準 - B (白色) 300 在規定的試驗之後無鋅腐蝕 按 GB/T 9800 B (白色) 1000 在規定的試驗之後無基體腐蝕 按 GB/T 9800 BF (白色) 120 在規定的試驗之後無鋅腐蝕 按 GB/T 9800 BF (白色) 720 在規定的試驗之後無基體腐蝕 按 GB/T 9800 E (黑色) 300 在規定的試驗之後無鋅腐蝕 按 GB/T 9800 E (黑色) 1000 在規定的試驗之後無基體腐蝕 按 GB/T 9800 EF (黑色) 96 在規定的試驗之後無鋅腐蝕 按 GB/T 9800 EF (黑色) 720 在規定的試驗之後無基體腐蝕 按 GB/T 9800 -
17. 鋅-鐵合金電鍍層
17.1 鋅-鐵合金電鍍層的分級号及适用條件
注:“ x ”表示厚度,鍍層厚度 8 μm -25 μ.m ;螺紋緊固件塗層厚度應滿足旋合性要求。分級号 适用條件及示例 Fe/Zn - Fe x • C 腐蝕嚴重的工作條件,汽年底盤零件等 Fe/Zn - Fe x • E 腐蝕嚴重的工作條件,汽年底盤零件等 17.2 鋅-鐵合金電鍍層表面鉻酸鹽轉化膜的性能要求
注:耐腐蝕性在 100℃ 下熱老化 24h 後進行。轉化膜的種類 耐中性鹽霧腐蝕性能 耐中性鹽霧腐蝕性能 其他性能 - NSS 試驗時間,h 評級标準 - C (彩虹色,無六價鉻鈍化) 168 不出現白鏽 按GB/T9800 E (黑色,無六價鉻饨化) 168 不出現白鏽 按GB/T9800 -
18. 真空鍍鋁層
18.1 真空鍍鋁層的性能及适用條件
注: 1) 亦可用其他物理鍍覆方法代替真空鍍鋁,如磁控濺射等。基體材料 分級号 鍍層厚度,μm 适用條件及示例 鋼鐵、非金屬材料 Me/VD · Al 0.05 ~ 0.2 汽車燈具、裝飾條等
2) “Me”表示基體材料。18.2 真空鍍鋁層的性能檢驗供需雙方可協議商定對真空鍍鋁層的性能進行檢驗。 -
19. 非電解鋅片塗層
19.1 鋅鋁鉻塗層的分級号及适用條件
注:“ Me”表示基體金屬材料,如Fe 等。防護等級 分級号 适用條件及示例 1 Me/Ct · DAC4 在一般腐蝕環境下使用:汽車内部零件,如汽車駕駛室内零件等 2 Me/Ct · DAC6 在一般腐蝕環境下使用:汽車内部零件,如汽車駕駛室内零件等 3 Me/Ct · DAC8 在嚴酷腐蝕環境下使用:汽車外部和發動機罩以下零件,如排氣管等
19. 2 鋅鋁塗層的分級号及适用條件
注:“ Me”表示基體金屬材料,如Fe 、Al 等。防護等級 分級号 适用條件及示例 1 Me/Zn - Al · A 應用于中等腐蝕環境,如汽車内部或裝在自車身上的零件 2 Me/Zn - Al · B 應用于嚴酷腐蝕環境或承擔溫度負荷腐蝕環繞,如汽車外部和底盤區域、發動機區域零件
19.3 非電解悴片塗層的性能檢驗按 QC/T 721 的規定。 -

更多相關數據
| 汽車用塗鍍層和化學處理層 [QC/T 625-2013] | |
| 航天行業 螺母 表面處理(QJ 3146.1-2002) | |
| 電鍍層厚度的技術要求 | |
| GB 5267.2-2021 ISO 米制螺紋 非電解鋅片塗層厚度和螺紋間隙 | |
| 常用鋅和鋅合金塗層系統的耐腐蝕性 [ISO 4042-2018 (Table 8)] |
注:數據僅供參考!