-
标記和标志
4 标記、标志和表面精飾
4.1 标記
螺母的不鏽鋼組别和性能等級的标記制度,見圖1。材料标記由短劃隔開的兩部分組成。第一部分标記鋼的組别,第二部分标記性能等級。
不鏽鋼的組别(第一部分)标記,由一個字母和數字組成,其中:
——A是奧氏體鋼;
——C是馬氏體鋼;
——F是鐵素體鋼。
字母表示鋼的類别,數字表示該類鋼的化學成分範圍(見表1)。
性能等級(第二部分)标記:對螺母高度m≥0.8D(1型或2型或六角法蘭螺母)的螺母,由兩個數字組成,并表示保證應力的1/10;對螺母高度0.5D ≤m< 0.8D(薄螺母/0型)的螺母由3個數字組成,第一位數字“O”表示降低承載能力的螺母,後兩位數字表示保證應力的1/10。以下是材料标記示例:
示例1:A2-70表示:奧氏體鋼、冷加工、最小保證應力為700 MPa(m≥0.8D螺母)。
示例2:C4-70表示:馬氏體鋼、淬火并回火、最小保證應力為700 MPa(m≥0.8D螺母)。
示例3:AZ-035表示:奧氏體鋼、冷加工、朵小保證應力為350 MPa(0.5D≤m<0.8D螺母)。
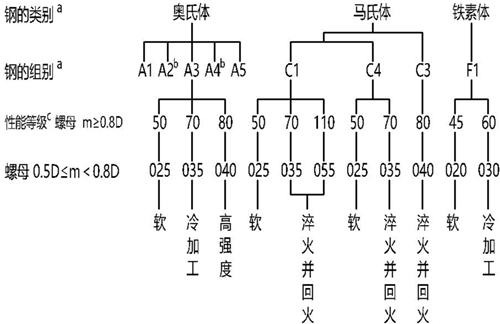
a 圖中鋼的類别和組别的分級,在附錄B中說明,化學成分按表1規定。
b 含碳量低于0.03%的低碳奧氏體不鏽鋼可增加标記“L”。
示例:A4L-80
c 按GB/T 5267.4進行表面鈍化處理,可以增加标記“P”。
示例:A4-80P
圖1 螺母不鏽鋼組别和性能等級标記制度
4.2 标志
4.2.1 通則
按本部分制造的螺母,應按4.1标記制度和4.2.2與4.2.3或4.2.4進行标志。然而,4.1和4.2.3的規定隻能用于符合本部分所有技術要求的產品。
注:對左旋螺紋的标志,按GB/T 3098.2的規定。
4.2.2 制造者識别标志
制造者識别标志應在生產過程中,在标志性能等級代号的所有螺母產品上進行标志,隻要技術上可行,應盡可能提供。也推薦在不标志性能等級的螺母產品上标志制造者識别标志。緊固件銷售者使用自己的識别标志,也應視為制造者識别标志。
4.2.3 螺母
螺紋公稱直徑D≥5 mm的螺母應按4.1、圖1和圖2或圖3進行清晰的标志。該标志是強制性的,并應包括鋼的組别和性能等級。可以僅在螺母的一個支承面上标志,并隻能用凹字。也允許在螺母側面進行标志。
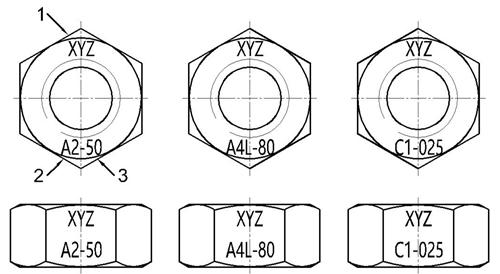
說明:1—制造者識别标志;2—鋼的組别;3—性能等級。
圖2 材料和制造者識别标志
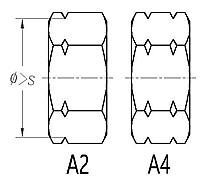
說明:S—對邊寬度。
圖3 可選用的刻槽标志(僅适用于A2和A4組鋼)
當采用刻槽标志(見圖3)時,因無法表示性能等級,其性能等級為:50或025級。
對細牙螺紋或螺母的幾何原因,造成不能滿足保證載荷要求的螺母產品,可以标志鋼的組别,但不應标志性能等級。
4.2.4 包裝
對各類螺母、所有規格的所有包裝上,均應有标志(例如貼或拴标簽)。标志或标簽應包括制造者和/或經銷者商标(或識别标志)和按圖1對鋼的組别和性能等級的标志代号,以及GB/T 90.3規定的生產批号。
4.3 表面精飾
除非另有規定,否則符合本部分的螺母應進行清潔和抛光。推薦最大限度的采用耐腐蝕、鈍化處理。當要求鈍化時,則應按GB/T 5267.4的規定進行。要求鈍化處理的緊固件可以在其組别和性能等級(見圖1的圖注c)之後增加标志代号“P”。
按特殊定單制造的螺母,該附加标志既适用于螺母產品,也适用于标簽。從倉庫發送的螺母,該附加标志僅适用于标簽。
-
化學成分、機械性能、試驗方法
5 化學成分
按本部分生產的螺母适用的不鏽鋼化學成分在表1中給出。
注:表1給出的化學成分與GB/T3098.6-2014 表1有關的鋼的組别化學成分是一緻的。
除非之前購買者與制造者另有協議,否則在規定的鋼的組别範圍内,化學成分由制造者選擇。
在有晶間腐蝕傾向的場合,推薦按GB/T 4334的規定進行試驗。在此情況下,推薦采用穩定型的A3和A5,或者采用含碳量不超過0.03%的A2和A4不鏽鋼。
表1 不鏽鋼組别與化學成分
類别
組别
化學成分a(質量分數)/%
注
C
Si
Mn
P
S
N
Cr
Mo
Ni
Cu
W
奧氏體
A1
0.12
1
6.5
0.2
0.15~0.35
16~19
0.7
5~10
1.75~2.25
—
b,c,d
A2
0.10
1
2
0.05
0.03
15~20
—e
8~19
4
—
f,g
A3
0.08
1
2
0.045
0.03
17~19
—e
9~12
1
—
h
A4
0.08
1
2
0.045
0.03
16~18.5
2~3
10~15
4
—
g,i
A5
0.08
1
2
0.045
0.03
16~18.5
2~3
10.5~14
1
—
h,i
馬氏體
C1
0.09~0.15
1
1
0.05
0.03
11.5~14
—
1
—
—
i
C3
0.17~0.25
1
1
0.04
0.03
16~18
—
1.5~2.5
—
—
—
C4
0.08~0.15
1
1.5
0.06
0.15~0.35
12~14
0.6
1
—
—
b,i
鐵素體
F1
0.12
1
1
0.04
0.03
15~18
—j
1
—
—
k,l
注1:不鏽鋼的類别和組别,以及涉及其特性和應用的說明,在附錄A中給出。
注2:按ISO 683-13和ISO 4954已标準化的不鏽鋼材料示例,在附錄B和附錄C中分别給出。
注3:某些特殊用途的材料,在附錄D中給出。
a 除已表明者外,均系最大值。
b 硫可用硒代替。
c 如鎳含量低于8%,則錳的最小含量應為5%。
d 鎳含量大于8%時,對銅的最小含量不予限制。
e 由制造者決定可以有钼含量。但對某些使用場合,如有必要限定钼的極限含量時,則應在訂單中由用戶注明。
f 如果鉻含量低于17%,則鎳的最小含量應為12%。
g 對最大含碳量達到0.03%的奧氏體不鏽鋼,氮含量最高可以達到0.22%。
h 為了穩定組織,钛含量應≥(5×C%)~0.8%,井應按本表适當标志,或者铌和/或钽含量應≥(10×C%)~1.0%,并應按本表适當标志。
i 對較大直徑的產品,為達到規定的機械性能,由制造者決定可以用較高的含碳量,但對奧氏體鋼不應超過0.12%。
j 由制造者決定可以有钼含量。
k 钛含量可能為≥(5×C%)~0.8%。
l 铌和/或钽含量≥(10×C%)~1.0%。
6 機械性能
按本部分生產的螺母的機械性能,應符合表2和表3給出的數值。
本章規定的機械性能适用于驗收檢查,并應進行以下試驗:
——硬度試驗按7.1(僅适用于淬火并回火的Cl、C3和C4);
——保證載荷試驗按7.2。
注:雖然本部分規定了很多種性能等級,但并非所有等級均适用于所有螺母。產品标準中規定的性能等級,可供非标準螺母參考。
表2 螺母機械性能——奧氏體鋼組
類别
組别
性能等級
保證應力 SP/MPa
min螺母
m≥0.8D
螺母
0.5D≤m<0.8D
螺母
m≥0.8D
螺母
0.5D≤m<0.8D
奧氏體
A1、A2、A3、A4、A5
50
025
500
250
70
035
700
350
80
040
800
400
表3 螺母機械性能-馬氏體和鐵素鋼組
類别
組别
性能等級
保證應力 SP/MPa
min硬度
螺母
m≥0.8D
螺母
0.5D≤m<0.8D
螺母
m≥0.8D
螺母
0.5D≤m<0.8D
HB
HRC
HV
馬氏體
C1
50
025
500
250
147~209
/
155~220
70
/
700
/
209~314
20~34
220~330
110a
055a
1100
550
/
36~45
350~440
C3
80
040
800
400
228~323
21~35
240~340
C4
50
/
500
/
147~209
/
155~220
70
035
700
350
209~314
20~34
220~330
鐵素體
F1b
45
020
450
200
128~209
/
135~220
60
030
600
300
171~271
/
180~285
a 淬火并回火,最低回火溫度為275℃。
b 螺紋公稱直徑D≤24 mm。
7 試驗方法
7.1 硬度HB、HRC或HV
馬氏體和鐵素體鋼螺母的硬度試驗,應按GB/T 231.1(HB)、GB/T 230.1(HRC)或GB/T 4340.1(HV)進行。如有争議,應以維氏硬度為驗收依據。
試驗程序與GB/T 3098.2的相同。
硬度值應在表3規定的範圍内。
7.2 保證載荷
試驗程序和判定應按GB/T 3098.2的規定。
-
附錄B 不鏽鋼成分技術條件
(摘自ISO683-13:1986)
表B.1不鏽鋼成分技術條件
鋼的類型a
化學成分b (質量分數)— %
鋼的組别标記d
C
Si
max
Mn
max
P
max
S
N
Al
Cr
Mo
Nbc
Ni
Se
min
Ti
Cu
鐵素體鋼
8
0.08 max
1.0
1.0
0.040
0.030 max
—
—
16.0~18.0
—
—
1.0 max
—
—
—
F1
8b
0.07 max
1.0
1.0
0.040
0.030 max
—
—
16.0~18.0
—
—
1.0 max
—
7×% C≤1.10
—
F1
9c
0.08 max
1.0
1.0
0.040
0.030 max
—
—
16.0~18.0
0.9~1.3
—
1.0 max
—
—
—
F1
F1
0.025 maxe
1.0
1.0
0.040
0.030 max
0.025 maxe
—
17.0~19.0
1.75~2.5
—f
0.60 max
—
—f
—
F1
馬氏體鋼
3
0.09~0.15
1.0
1.0
0.040
0.030 max
—
—
11.5~13.5
—
—
1.0 max
—
—
—
C1
7
0.08~0.15
1.0
1.5
0.060
0.15~0.35
—
—
12.0~14.0
0.060 max g
—
1.0 max
—
—
—
C4
4
0.16~0.25
1.0
1.0
0.040
0.030 max
—
—
12.0~14.0
—
—
1.0 max
—
—
—
C1
9a
0.10~0.17
1.0
1.5
0.060
0.15~0.35
—
—
15.5~17.5
0.60 max g
—
1.0 max
—
—
—
C3
9b
0.14~0.23
1.0
1.0
0.040
0.030 max
—
—
15.0~17.5
—
—
1.5~2.5
—
—
—
C3
5
0.26~0.35
1.0
1.0
0.040
0.030 max
—
—
12.0~14.0
—
—
1.0 max
—
—
—
C1
奧氏體鋼
10
0.03 max
1.0
2.0
0.045
0.030 max
—
—
17.0~19.0
—
—
9.0~12.0
—
—
—
A2h
11
0.07 max
1.0
2.0
0.045
0.030 max
—
—
17.0~19.0
—
—
8.0~10.0
—
—
—
A2
15
0.08 max
1.0
2.0
0.045
0.030 max
—
—
17.0~19.0
—
—
9.0~12.0
—
5×% C≤0.08
—
A3i
16
0.08 max
1.0
2.0
0.045
0.030 max
—
—
17.0~19.0
—
10×% C≤1.0
9.0~12.0
—
—
—
A3i
17
0.12max
1.0
2.0
0.060
0.15~0.35
—
—
17.0~19.0
—j
—
8.0~10.0k
—
—
—
A1
18
0.10 max
1.0
2.0
0.045
0.030 max
—
—
17.0~19.0
—
—
11.0~13.0
—
—
—
A2
19
0.03 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.0~2.5
—
11.0~14.0
—
—
—
A4
20
0.07 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.0~2.5
—
10.5~13.5
—
—
—
A4
21
0.08 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.0~2.5
—
11.0~14.0
—
5×% C≤0.08
—
A5i
23
0.08 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.0~2.5
10×% C≤1.0
11.0~14.0
—
—
—
A5i
19a
0.03 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.5~3.0
—
11.5~14.5
—
—
—
A4
20a
0.07 max
1.0
2.0
0.045
0.030 max
—
—
16.5~18.5
2.5~3.0
—
11.0~14.0
—
—
—
A4
10N
0.03 max
1.0
2.0
0.045
0.030 max
0.12~0.22
—
17.0~19.0
—
—
8.5~11.5
—
—
—
A2
19N
0.03 max
1.0
2.0
0.045
0.030 max
0.12~0.22
—
16.5~18.5
2.0~2.5
—
10.5~13.5
—
—
—
A4h
19aN
0.03 max
1.0
2.0
0.045
0.030 max
0.12~0.22
—
16.5~18.5
2.5~3.0
—
11.5~14.5
—
—
—
A4h
a 類型編号是暫定的,當制定有關的國際标準時,還會改變。
b 本表未列出的元素,未經用戶同意,不能增加,除非要精煉。應采取合理的預防措施,以防止某些元素(來自制造過程中混入的廢料或其他金屬)的增加,因為這些元素會影響材料的淬透性、機械性能和使用性能。
c 钽含量取決于铌含量。
c 不是ISO 683—13的内容。
e (C+N)max為0.040%。
f 8×(C+N)≤(Nb+Ti)≤0.80%。
g 在詢問和簽約訂單之後,可能提供Mo含量為0.20%~0.60%的鋼。
h 有極好的耐晶間腐蝕性。
i 穩定型鋼。
j 制造者可選擇添加最大到0.70%的钼。
k 對制造無縫鋼管的半成品,鎳含量可能增加0.5%。
-
附錄D 氯化物導緻的奧氏體不鏽鋼應力腐蝕
氯化物導緻的奧氏體不鏽鋼應力腐蝕
[摘自EN10088-1:2005]
因氯化物導緻應力腐蝕(如室内遊泳池)造成螺栓、螺釘和螺柱失效的風險,可通過使用表D.1給出的材料而降低。
表D.1氯化物導緻的奧氏體不鏽鋼應力腐蝕
奧氏體不鏽鋼
(代号/材料編号)
C
max
Si
max
Mn
max
P
max
S
max
N
Cr
Mo
Ni
Cu
X2CrNiMoN17-13-5
(1.4439)
0.030
1.00
2.00
0.045
0.015
0.12~0.22
16.5~18.5
4.0~5.0
12.5~14.5
X1NiCrMoCu25-20-5
(1.4539)
0.020
0.70
2.00
0.030
0.010
≤0.15
19.0~21.0
4.0~5.0
24.0~26.0
1.20~2.00
X1NiCrMoCuN25-20-7
(1.4529)
0.020
0.50
1.00
0.030
0.010
0.15~0.25
19.0~21.0
6.0~7.0
24.0~26.0
0.50~1.50
X2CrNiMoN22-5-3a
(1.4539)
0.030
1.00
2.00
0.035
0.015
0.10~0.22
21.0~23.0
2.5~3.5
4.5~6.5
a 鐵素體-奧氏體不鏽鋼。
-
附錄E 高溫下的機械性能和低溫下的适用性
高溫下的機械性能和低溫下的适用性
注:如果螺栓、螺釘或螺柱經過計算認為是合格的,則相匹配的螺母也會符合要求。因此,在用于高溫或低溫的情況下,隻要充分考慮螺栓、螺釘或螺柱的機械性能即可。
E.1 高溫下的下屈服強度或規定塑性延伸率為0.2%時的應力
本附錄給出的數值僅是指導性的。使用者應當明白,實際的化學成分和性質、安裝緊固件的載荷及環境都可能產生很大的變化。如果在高溫下載荷是循環交變的、是大的或高的應力腐蝕的可能性,使用者應向制造者咨詢。
在高溫條件下,下屈服強度和規定塑性延伸率為0.2%時的應力數值與室溫下的數值之比(用%表示),見表E.1。
表E.1受溫度影響的ReL和RP0.2
鋼的組别
ReL和R p0.2/%
+100℃
+200℃
+300℃
+400℃
A2、A4
85
80
75
70
C1
95
90
80
65
C3
90
85
80
60
注:僅适用于性能等級70和80。
E.2 低溫下的适用性
低溫下不鏽鋼緊固件的适用性,見表E.2。
表E.2 低溫下不鏽鋼螺栓、螺釘和螺柱的适用性(奧氏體不鏽鋼)
鋼的組别
持續工作溫度/min
A2、A3
-200℃
A4、A5
螺栓和螺釘a
-60℃
螺柱
-200℃
a 加工變形量較大的緊固件時,應考慮合金元素Mo能降低奧氏體的穩定性,并提高脆性轉變溫度的問題。
-
附錄G 奧氏體不鏽鋼的相對導磁率
奧氏體不鏽鋼的相對導磁率
有特殊磁性要求的場合,應向有經驗的金屬學專家咨詢。
所有奧氏體不鏽鋼緊固件在固熔狀态下,通常是無磁的;經冷變形加工後,有些會呈現明顯的磁性。
各種材料被磁化能力的特性,也适用于不鏽鋼。隻有在真空狀态下才有可能完全無磁。磁場中材料的相對磁導率的測量是相對于材料在真空中的相對磁導率μr而言。如果μr接近1,則該材料具有低的相對磁導率。
示例1: A2: μr≈1.8
示例2: A4: μr≈1.015
示例3: A4L:μr≈1.005
示例4: F1: μr≈5
更多相關數據