-
2.1 жқҗж–ҷпјҡC67SгҖҒC75SгҖҒ70(GB/T 1222)гҖҒ65Mn(GB/T1222гҖҒGB/T 4357)гҖҒ60Si2MnA(GB/T1222гҖҒGB/T 4357)гҖӮ
2.2 зҶұиҷ•зҗҶеҲ¶еәҰ
е…¬зЁұиҰҸж ј
з¶ӯж°ҸзЎ¬еәҰHV
жҙӣж°ҸзЎ¬еәҰHRC
d1вүӨ48mm
470~580
47~54
48mmпјңd1вүӨ200mm
435~530
44~51
200mmпјңd1вүӨ300mm
390~470
40~47
зҶұиҷ•зҗҶзЎ¬еәҰеғ…дҫӣз”ҹз”ўе·Ҙи—қеҸғиҖғпјҢдёҚдҪңзӮә驗收дҫқж“ҡгҖӮ
3. жҖ§иғҪ
ең“ йҢҗ и®Ҡ еҪў
е…¬зЁұиҰҸж ј
d1и©Ұй©—еҠӣFпјҲ1Вұ5пј…пјү
N
h-s
max
ж Үжә–еһӢпјҲAеһӢпјү
йҮҚеһӢпјҲBеһӢпјү
d1вүӨ22mm
30
60
b Г— 0.03
22mmпјңd1вүӨ38mm
40
80
38mmпјңd1вүӨ82mm
60
120
82mmпјңd1вүӨ150mm
80
160
b Г— 0.02
150mmпјңd1вүӨ300mm
150
300
h дёҖдёҖ жё¬и©Ұең“йҢҗи®ҠеҪўиЈқзҪ®е…©й—Ҷй–“зҡ„и·қйӣўпјӣ
s дёҖдёҖ ж“ӢеңҲеҜҰйҡӣеҺҡеәҰпјӣ
bдёҖдёҖ ж“ӢеңҲй–ӢеҸЈе°Қйқўзҡ„еҫ‘еҗ‘еҜ¬еәҰгҖӮ
зё«иҰҸй–“йҡҗ
е…¬зЁұиҰҸж јd1
зё«иҰҸй–“йҡҷc
d1вүӨ100mm
1.5Г—s
100mmпјңd1вүӨ300mm
1.8Г—s
3.4 еҪҲжҖ§
3.4.1 еӯ”з”Ёж“ӢеңҲжҮүйҖІиЎҢеҪҲжҖ§и©Ұй©—пјҢи©Ұй©—еҫҢпјҢе°Ҷж“ӢеңҲе®үиЈқеҲ°жңҖеӨ§зӣҙеҫ‘d2 maxзҡ„жәқж§ҪеҶ…пјҢжҮүеңЁиҮӘйҮҚдёӢдҝқжҢҒдёҚжқҫеӢ•гҖӮ
3.4.2 и»ёз”Ёж“ӢеңҲжҮүйҖІиЎҢеҪҲжҖ§и©Ұй©—пјҢи©Ұй©—еҫҢпјҢе°Ҷж“ӢеңҲе®үиЈқеҲ°жңҖе°Ҹзӣҙеҫ‘d2 minзҡ„жәқж§ҪеҶ…пјҢжҮүеңЁиҮӘйҮҚдёӢдҝқжҢҒдёҚжқҫеӢ•гҖӮ
3.4.3 й–ӢеҸЈж“ӢеңҲжҮүйҖІиЎҢеҪҲжҖ§и©Ұй©—пјҢи©Ұй©—еҫҢпјҢж“ӢеңҲеҶ…еҫ‘пјҲdпјүжҮүдёҚеӨ§дәҺжәқж§Ҫзӣҙеҫ‘пјҲd2пјүзҡ„еҹәжң¬е°әеҜёгҖӮ
3.4 й–ӢеҸЈж“ӢеңҲйҹҢжҖ§
й–ӢеҸЈж“ӢеңҲжҮүйҖІиЎҢйҹҢжҖ§и©Ұй©—гҖӮи©Ұй©—еҫҢпјҢж“ӢеңҲдёҚжҮүж–·иЈӮгҖӮ
4. иЎЁйқўиҷ•зҗҶ
ж“ӢеңҲиЎЁйқўиҷ•зҗҶз”ұеҲ¶йҖ иҖ…зЎ®е®ҡпјҢ并жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡгҖӮ
иЎЁйқўиҷ•зҗҶ
иЎЁйқўиҷ•зҗҶ
йҳІи…җжҖ§иғҪ
зЈ·еҢ–жҠҖиЎ“иҰҒжұӮжҢүGB/T 11376иҰҸе®ҡ
8hз„ЎйҸҪиқ•пјҢи©Ұй©—ж–№жі•жҢүGB/T 10125иҰҸе®ҡ
ж°§еҢ–
дҫӣйңҖеҚ”иӯ°
е…¶д»–
дҫӣйңҖеҚ”иӯ°
當йҮҮз”ЁдёҠиҝ°д»ҘеӨ–зҡ„иЎЁйқўиҷ•зҗҶжҷӮпјҢеЎ—йҚҚеҫҢж“ӢеңҲеҺҡеәҰеҸҜиғҪи¶…йҒҺж Үжә–дёҠйҷҗиҰҒжұӮпјҢеӣ жӯӨпјҢ當иЁҲз®—жәқж§Ҫе°әеҜёжҷӮпјҢжҮүиҖғж…®йҖҷдәӣеӣ зҙ гҖӮ
5. и©Ұй©—ж–№жі•
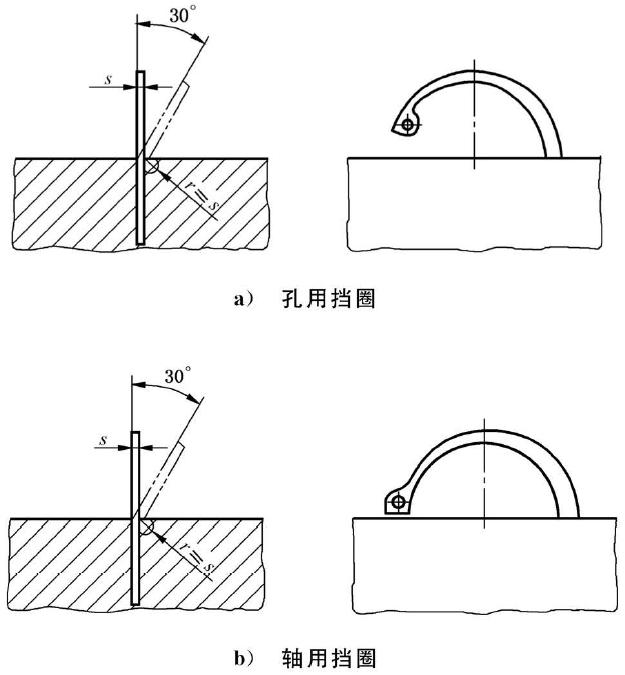
5.1 еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲжҠҳеҪҺи©Ұй©—
е°Ҷж“ӢеңҲзҡ„дёҖеҚҠеӨҫеңЁе…©еҖӢйү—еҸЈдёӯпјҢйү—еҸЈзҡ„ең“и§’еҚҠеҫ‘жҮүиҲҮж“ӢеңҲеҺҡеәҰзӣёеҗҢпјҲr=sпјҢиҰӢең–)гҖӮ然еҫҢеҸҚиӨҮиј•жҚ¶жү“жҲ–иҖ…дҪҝз”Ёжқ жқҶе°Ҷж“ӢеңҲеҪҺжӣІиҮі30В°гҖӮ
5.2 еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲи®ҠеҪўи©Ұй©—
е°Ҷж“ӢеңҲж”ҫеңЁе…©еҖӢе№іиЎҢй—Ҷд№Ӣй–“пјҢ并жҢүдёӢең–еҠ ијүйҒ”еҲ°FеҠӣжҷӮпјҢжё¬йҮҸhе°әеҜёпјҢиЁҲз®—пјҲh-sпјүеҖјгҖӮ

5.3 еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲзё«иҰҸи©Ұй©—
е°Ҷж“ӢеңҲж”ҫе…Ҙзё«иҰҸпјҢиҰӢең–гҖӮ
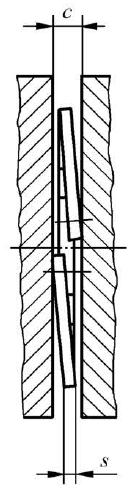
иӘӘжҳҺпјҡ
cвҖ”вҖ”зё«иҰҸй–“йҡҷпјӣ
sвҖ”вҖ”ж“ӢеңҲеҺҡеәҰгҖӮ
5.4 еҪҲжҖ§и©Ұй©—
5.4.1 еӯ”з”Ёж“ӢеңҲ
жҮүдҪҝз”Ёз¬ҰеҗҲJB/T 3411.48иҰҸе®ҡзҡ„е®үиЈқйү—е°Ҷж“ӢеңҲеЈ“зё®еҲ°0.99Г—d1дёүж¬ЎпјҢжҲ–е°Ҷж“ӢеңҲз©ҝйҒҺдёҖеҖӢзӣҙеҫ‘зӮә0.99Г—d1зҡ„йҢҗеҘ—пјҲиҰӢдёӢең–пјүдёүж¬ЎеҫҢпјҢеҶҚе®үиЈқеҲ°жңҖеӨ§зӣҙеҫ‘d2 maxзҡ„жәқж§ҪеҶ…гҖӮ

5.4.2 и»ёз”Ёж“ӢеңҲ
жҮүдҪҝз”Ёз¬ҰеҗҲJB/T 3411.47иҰҸе®ҡзҡ„е®үиЈқйү—е°Ҷж“ӢеңҲж“ҙејөеҲ°1.01Г—d1дёүж¬ЎпјҢжҲ–е°Ҷж“ӢеңҲз©ҝйҒҺдёҖеҖӢзӣҙеҫ‘зӮә1.01Г—d1 зҡ„йҢҗжЈ’пјҲиҰӢдёӢең–пјүдёүж¬ЎеҫҢпјҢеҶҚе®үиЈқеҲ°жңҖе°Ҹзӣҙеҫ‘зҡ„d2 minзҡ„жәқж§ҪеҶ…гҖӮ

5.4.3 й–ӢеҸЈж“ӢеңҲ
е°Ҷй–ӢеҸЈж“ӢеңҲиЈқе…Ҙи©Ұй©—и»ёдёҠпјҢ然еҫҢжӢҶдёӢжё¬йҮҸеҶ…еҫ‘пјҲdпјүе°әеҜёгҖӮи©Ұй©—и»ёзҡ„зӣҙеҫ‘жҮүзӯүдәҺжәқж§Ҫзӣҙеҫ‘пјҲd2пјүзҡ„еҹәжң¬е°әеҜёгҖӮ
5.5 й–ӢеҸЈж“ӢеңҲйҹҢжҖ§и©Ұй©—
е°Ҷй–ӢеҸЈж“ӢеңҲиЈқеңЁи©Ұй©—и»ёдёҠпјҢдҝқжҢҒ48hпјҢзӣ®жё¬жӘўжҹҘгҖӮи©Ұй©—и»ёзҡ„зӣҙеҫ‘жҮүзӯүдәҺжәқж§Ҫеҹәжң¬е°әеҜёпјҲd2пјүзҡ„1.1еҖҚгҖӮ
5.6 иЎЁйқўиҷ•зҗҶи©Ұй©—
зЈ·еҢ–йҳІи…җжҖ§иғҪжҮүжҢүGB/T 10125иҰҸе®ҡзҡ„дёӯжҖ§й№Ҫйң§и©Ұй©—йҖІиЎҢи©Ұй©—гҖӮ
6 иЎЁйқўзјәйҷ·
6.1 ж“ӢеңҲиЎЁйқўдёҚе…ҒиЁұжңүиЈӮзҙӢгҖӮ
6.2 ж“ӢеңҲдёҚе…ҒиЁұжңүеҪұйҹҝдҪҝз”Ёзҡ„жҜӣеҲәгҖӮ
7 驗收жӘўжҹҘ
ж“ӢеңҲе°әеҜёгҖҒжҖ§иғҪзү№жҖ§еҸҠеҗҲж јиіӘйҮҸж°ҙе№іпјҲAQL)жҢүдёӢиЎЁиҰҸе®ҡпјҢе…¶йӨҳ驗收жӘўжҹҘжҢүGBпјҸT90.lиҰҸе®ҡгҖӮ
е°әеҜёзү№жҖ§
еәҸеҸ·
е°әеҜёзү№жҖ§
еҗҲж јиіӘйҮҸж°ҙе№іAQL
1
ж“ӢеңҲеҺҡеәҰs
1
2
d3еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲзҡ„еӨ–еҫ‘/еҶ…еҫ‘
1
3
Dй–ӢеҸЈж“ӢеңҲе…¬зЁұзӣҙеҫ‘
1
4
Bй–ӢеҸЈж“ӢеңҲй–ӢеҸЈеҜ¬еәҰ
1
5
е…¶д»–
1.5
6
дёҚеҗҲж јз·Ҡеӣә件*
2.5
* дёҚеҗҲж јз·Ҡеӣә件вҖ”вҖ”жңүдёҖеҖӢжҲ–еӨҡеҖӢзјәйҷ·зҡ„з·Ҡеӣә件гҖӮ
жҖ§иғҪзү№жҖ§
еәҸеҸ·
жҖ§иғҪзү№жҖ§
еҗҲж јиіӘйҮҸж°ҙе№іAQL
1
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡжҠҳеҪҺи©Ұй©—
1
2
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡең“йҢҗи®ҠеҪўи©Ұй©—
1
3
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡзё«иҰҸи©Ұй©—
1
4
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡеҪҲжҖ§
1
5
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡеҪҲжҖ§и©Ұй©—
1
6
еӯ”з”ЁгҖҒи»ёз”Ёж“ӢеңҲпјҡйҹҢжҖ§и©Ұй©—
1
7
иЎЁйқўиҷ•зҗҶ
1.5
8
е…¶д»–*
1.5
* дҫӣйңҖеҚ”иӯ°зҡ„е…¶д»–жҖ§иғҪзү№жҖ§гҖӮ
8 驗收жӘўжҹҘ
ж Үеҝ—иҲҮеҢ…иЈқжҢүGB/T 90.2иҰҸе®ҡгҖӮ
жӣҙеӨҡзӣёй—ңж•ёж“ҡ