-
要求
4.1 一般要求
4.1.1 有粘附層的螺栓擰入螺母或螺孔時,螺母和螺孔應倒角。
4.1.2 粘附層可以防止零件完全脫離配合件。
4.1.3 有粘附層的螺栓在滿足表2 規定的扭矩要求時,可重複使用3次。用于安裝和調整時,允許
多次使用。
4.1.4 有粘附層螺栓在正常保管的情況下,應保證至少4 年内性能要求不發生變化。
4.2 預塗部位及長度
4.2.1 基本要求。
4.2.1.1 應确保螺栓和試驗螺母擰緊後的旋合部分位于粘附層長度範圍内。
4.2.1.2 粘附層的殘餘物不應影響螺栓的旋入。
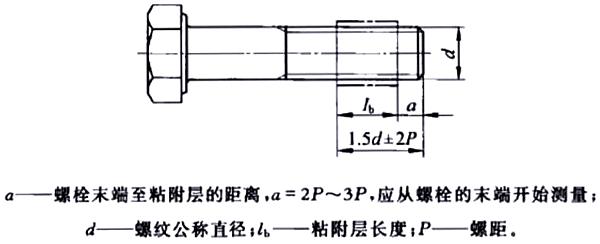
4.2.2 标準預塗。
螺栓标準預塗部位及粘附層長度按下圖的規定。尺寸α 範圍内不應有粘附層。
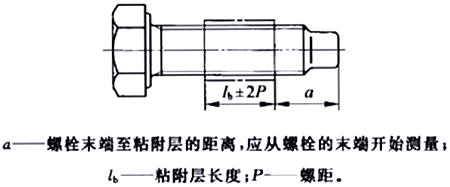
4.2.3 特殊預塗。
螺栓特殊預塗部位及粘附層長度按下圖的規定。尺寸α 範圍内不應有粘附層。
4.3 鎖緊要求
4.3.1 技術要求。
粘附層在不同環境條件下的扭短要求按表1 的規定。
表 1
類 型 環 境 條 件 扭 矩 要 求 預緊螺栓連接 性 能a.b 耐 溫 性 室溫 23 ℃ ± 5 ℃,相對濕度不大于 65% 表 2 高溫 100 ℃放置 3 h 表 2 150 ℃放置 3 h 表 2 200 ℃放置 3 h 表 2 注: 1. 熔融聚酰胺粘附層的塗覆溫度高達120℃,局部可短時間内達到約220 ℃~230℃,對于應用溫度為150℃~200℃的粘附層,塗覆溫度可能更高。高溫會對螺栓表面塗層產生不利影響,尤其是破壞螺栓的耐腐蝕性能。
2. 如果在螺栓的鋅片塗層、封閉劑、滲有潤滑材料的塗料或另塗潤滑油的表面上塗覆粘附層時,會影響粘附層的附着強度,導緻擰入時粘附層脫落或使用次數減少。
a. 性能試驗由粘附層制造商實施,作為粘附層的型式試驗。
b. 特殊狀況下由供需雙方協商後進行試驗。4.3.2 扭矩值。
室溫(23℃土5℃,相對濕度不大于65%)、高溫(120℃、150℃和200℃)條件下,預緊螺栓連接的扭矩值按 表2 的規定。
表 2 單位:N•m
螺 紋 規 格 擰入扭矩 緊固扭矩 擰出扭矩 第一次TinTAa.b 第一次Tout第三次Toutmax 5.6、5.8 8.8、10.9、12.9 min max M3 ─ ─ 0.43 0.6 1.2 0.1 0.08 M4 ─ ─ 0.9 1.3 2.8 0.12 0.1 M5 ─ ─ 1.6 2.6 5.5 0.18 0.15 M6 ─ ─ 3 4.5 9.5 0.35 0.23 M8 M8×1 ─ 6 11 23 0.85 0.45 M10 M10×1.25 ─ 10.5 22 46 1.5 0.75 M12 M12×1.25 M12×1.5 15.5 38 79 2.3 7.6 M14 M14×1.5 ─ 24 60 125 3.3 2.3 M16 M16×1.5 ─ 32 90 195 4 2.8 M18 M18×1.5 ─ 45 128 280 4.7 3.2 注:1. 其他螺紋規格的扭矩值由供需雙方協商。
2. 按規定扭矩進行粘附層性能試驗時,粘附層不應脫落。
a. 根據總摩擦因數μ=0.12 和90%Rel(5.6級)的最小值或90%RPf 的最小值(5.8級)或90%RP0.2 的最小值(8.8、10.9和12.9級)确定(見GB/T 3098.1)。
b. 對于符合GB/T 3098.6 和GB/T 3098.8 的螺栓,應按本表5.6、5.8 的扭矩值。
更多相關數據