| |
| 還沒有尺寸圖!
尺寸單位:
毫米(mm)/英寸(inch) |

滑動查看
| |
| 還沒有尺寸圖!
尺寸單位:
毫米(mm)/英寸(inch) |
滑動查看
下列定義适用于本标準。
鋅鉻塗層 Zinc / Chromate coatings
将水基鋅鉻塗料浸塗、刷塗或噴塗于鋼鐵零件或構件表面,經烘烤形成的以鱗片狀鋅和鋅的鉻酸鹽為主要成分的無機防腐蝕塗層。
根據鋅鉻塗層的塗敷量和塗層厚度将鋅鉻塗層分成表 1 所示四個級别。
| 分級 | 塗敷量 / (mg/dm²) | 塗層厚度 / μm | 工藝 |
| 1 | 70 | 2 | 一塗一烘 |
| 2 | 160 | 4.6 | 二塗二烘 |
| 3 | 200 | 5.8 | 二塗二烘 |
| 4 | 300 | 8.6 | 三塗三烘 |
| 注:塗敷量是塗層的分級及技術要求的仲裁值,塗層厚度是參考值。表中所列的塗層厚度是根據塗層密度為 3.5 g/cm³ 換算所得。由于塗層中存在是否加入鋁和加入鋁量的多少等因素使得塗層密度不盡相同,所以塗層厚度僅為參考值。當被塗工件形狀複雜,表面積不宜确定時,塗敷量的檢測将會困難,此時可由供需雙方協商,參照塗層厚度對塗層進行分級。 | |||
a) 本标準号;
b) 待塗敷件要求的塗層等級;
c) 待塗敷工件的最終熱處理溫度。由于鋅鉻塗層是在 300℃ 左右的溫度下進行烘烤,需方應考慮該溫度是否影響塗敷工件的力學性能。
不同等級的塗層,經鹽霧試驗後,出現紅鏽的時間不低于表 2 要求。
表 2 耐鹽霧腐蝕試驗要求
| 塗層等級 | 1 | 2 | 3 | 4 |
| 出現紅鏽時間 / h | 120 | 240 | 480 | 1000 |
8.2.1 溶解稱量法
質量大于 50g 試樣,采用精度為 1 mg 的天平稱得原始質量 W₁ (mg)。将試樣置入 70℃~80℃ 的 20%NaOH 水溶液中,浸泡 10 min,使鋅鉻塗層全部溶解。取出試樣,充分水洗後立即烘幹,再稱取塗層溶解後試樣的質量 W₂ (mg)。量取并計算出工件的表面積 S (dm²),按下列公式計算出塗層的塗敷量 W s ( mg/dm² ):
W s = (W₁ - W₂)/ S
常用零件的塗層表面積計算方法參見附錄A。
注1:若試樣的質量小于 50 g,則應累積若幹件試樣以達到 50 g 以上的質量後,再進行塗敷量試驗。
注2:鋅鉻塗層浸入 NaOH 溶液中溶解 10 min 後,塗層若沒有完全溶解,則應延長浸泡時間,直到塗層完全溶解為止。
8.2.2 金相顯微鏡法
按 GB/T 6462 要求,采用金相顯微鏡法檢測塗層的厚度。
濕熱試驗在濕熱試驗箱中進行,濕熱試驗箱應能調整和控制溫度和濕度。
将濕熱試驗箱溫度設定為 40℃ ± 2℃ , 相對濕度為 95 % ± 3 %,将樣品垂直懸挂于濕熱試驗箱中,樣品不應相互接觸。當濕熱試驗箱達到設定的溫度和濕度時,開始計算試驗時間。連續試驗 48 h 檢查一次,檢查樣品是否出現紅鏽。兩次檢查後,每隔 72 h 檢查一次。每次檢查後,樣品應變換位置。240 h 檢查最後一次。
A.1.1 平墊片
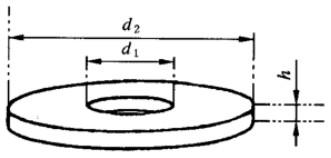 S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)
A.1.2 彈簧墊片
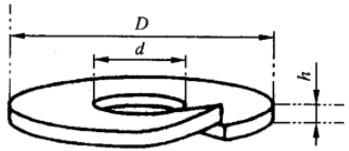 S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)
A.1.3 六角螺栓
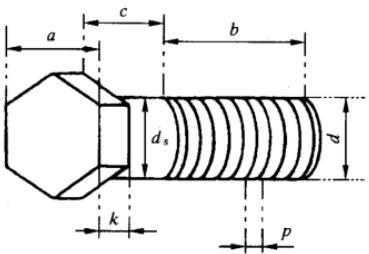 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
A.1.4 六角螺母
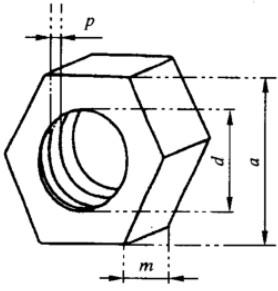 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
A.2.1 分解成簡單形狀計算
将複雜形狀工件的表面分解成若幹個簡單形狀的表面,該複雜形狀工件的表面積等于若幹個簡單形狀的表面積之和。例:
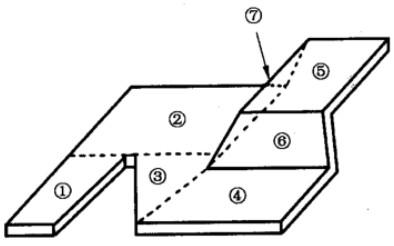 S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇
S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇
注:S 為複雜形狀工件的表面積。S₁,S₂,S₃,S₄,S₅,S₆ 和 S₇ 分别為圖中 ①、②、③、④、⑤、⑥ 和 ⑦ 等七個簡單表面的表面積。
A.2.2 用坐标紙仿形計算
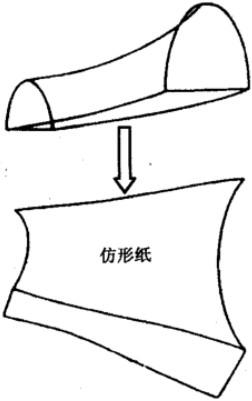
取一張面積為 X ( dm² ) 的坐标紙做标準紙,并稱量其質量為 b(g)。另外取一張坐标紙對被塗工件表面進行仿形。稱量仿形紙的質量為 a (g)。按下式計算出仿形紙的面積即為被塗工件的表面積 S(dm²):
S = a / b * X
鋅鉻塗層是一種高耐蝕塗層,生產過程對環境基本無污染。鋅鉻塗層與電鍍鋅、電鍍镉、熱浸鋅相比,其優點及應用如下。
B.1.1 耐腐蝕性能更好
B.1.2 能适用于多種零件
B.1.3 耐熱性能良好
B.1.4 不會產生氫脆
B.1.5 良好的深塗性能
B.1.6 良好的可塗裝性能
B.1.7 于鋁及其合金不會產生電偶腐蝕
B.1.8 對環境不產生污染
金屬及其他無機覆蓋層 鎳、鎳+鉻、銅+鎳和銅+鎳+鉻電鍍層
緊固件 鋼制緊固件氫脆基本原理
緊固件 非電解鋅片塗層
金屬覆蓋層 鋼鐵制件熱浸鍍鋅層 技術要求及試驗方法
金屬加工液 有害物質的限量要求和測定方法
機械鍍鋅

緊固件表面處理 耐腐蝕不鏽鋼的鈍化處理
熱浸鍍鋅螺紋在内螺紋上容納鍍鋅層
熱浸鍍鋅螺紋—在外螺紋上容納鍍鋅層
緊固件 熱浸鋅工藝 (ISO 10684:2004, IDT)
金屬覆蓋層 鎳電沉積層
化學轉化膜 鋼鐵黑色氧化膜 規範和試驗方法 (ISO 11408:1999,MOD)
電鍍層厚度的技術要求
鍍鋅、鍍鎳、鍍镉、複合鍍等層鍍層鹽霧腐蝕的防護性能
緊固件電鍍後的去除氫脆措施
非電解鋅片塗層(達克羅技術要求)
磷化 - 熱處理指南(消除應力)
電鍍鋅和電鍍镉層的鉻酸鹽轉化膜
金屬鍍層 附加無鉻Cr (VI) 處理的鐵或鋼表面鋅和鋅合金靜電鍍層
金屬覆蓋層 鋼鐵制件熱浸鍍鋅層 技術要求及試驗方法
緊固件 非電解鋅粉覆蓋層
緊固件一電鍍塗層系統
金屬和合金的腐蝕 大氣腐蝕性 分類、測定和評估
緊固件 熱浸鍍鋅層
耐蝕不鏽鋼緊固件的鈍化
金屬鍍層 鎳的電鍍層
電鍍鋅和镉鍍層上的鉻酸鹽轉化膜
金屬塗層 鐵或鋼上的銅鎳鉻電鍍層
金屬及其他無機鍍層 - 對鐵或鋼進行輔助處理的鋅電鍍層
金屬及其他無機覆蓋層 鎳、鎳+鉻、銅+鎳和銅+鎳+鉻電鍍層
金屬覆蓋層 鋅鎳合金電鍍層
鋼鐵制件粉末滲鋅
航空航天系列 緊固件的電解鍍銀
金屬的防腐蝕保護 用于鐵和鋼上的鋅的電解鍍層及補充處理
緊固件 表面不連續性 螺母
緊固件 表面不連續性 第1部分:一般要求的螺栓、螺釘、螺柱
緊固件 表面不連續性 第3部分:特殊要求的螺栓、螺釘、螺柱
水性環氧樹脂防腐塗料
螺紋部件的電鍍層規範.第1部分:鋼制部件的鍍镉層.第2部分:鋼制部件的鍍鋅層
汽車用達克羅塗層

螺紋緊固件預塗微膠囊厭氧幹膜膠
金屬鍍覆層和化學覆蓋層選擇原則與厚度系列
鋼鐵鍍鋅層規範
飛機用緊固件塗鋁通用規範
