-
жҖ§иғҪзӯүзҙҡзҡ„ж ҮиЁҳеҲ¶еәҰгҖҒжқҗж–ҷ
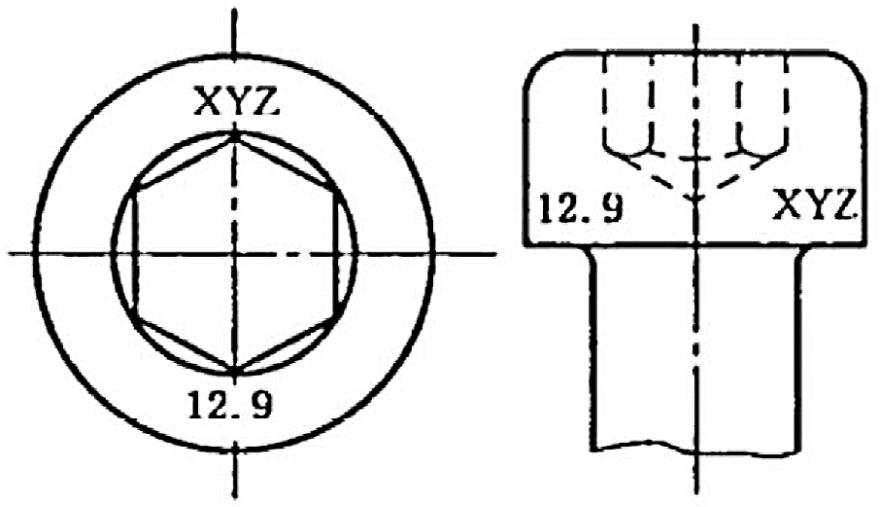
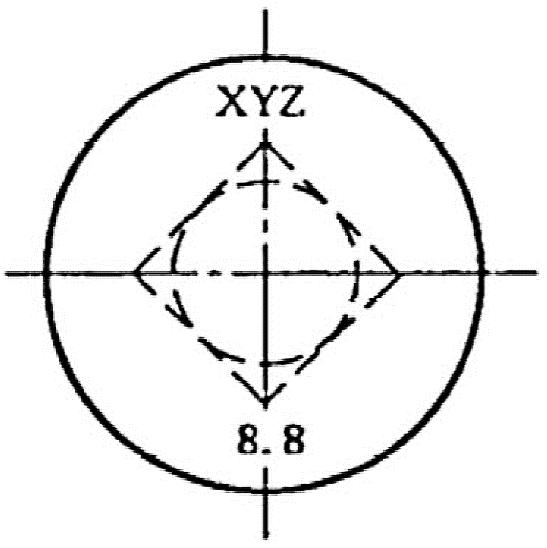
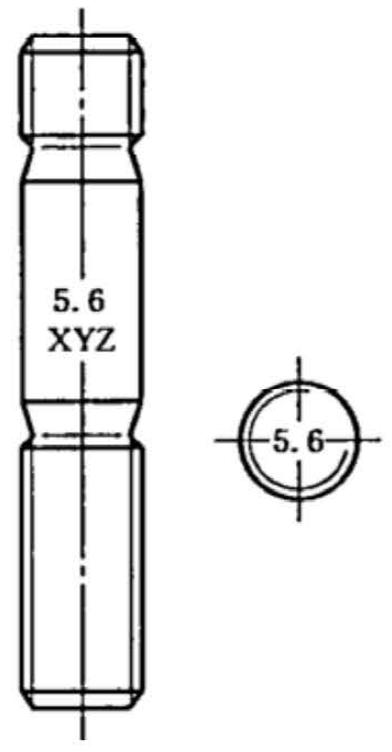
5 жҖ§иғҪзӯүзҙҡзҡ„ж ҮиЁҳеҲ¶еәҰ
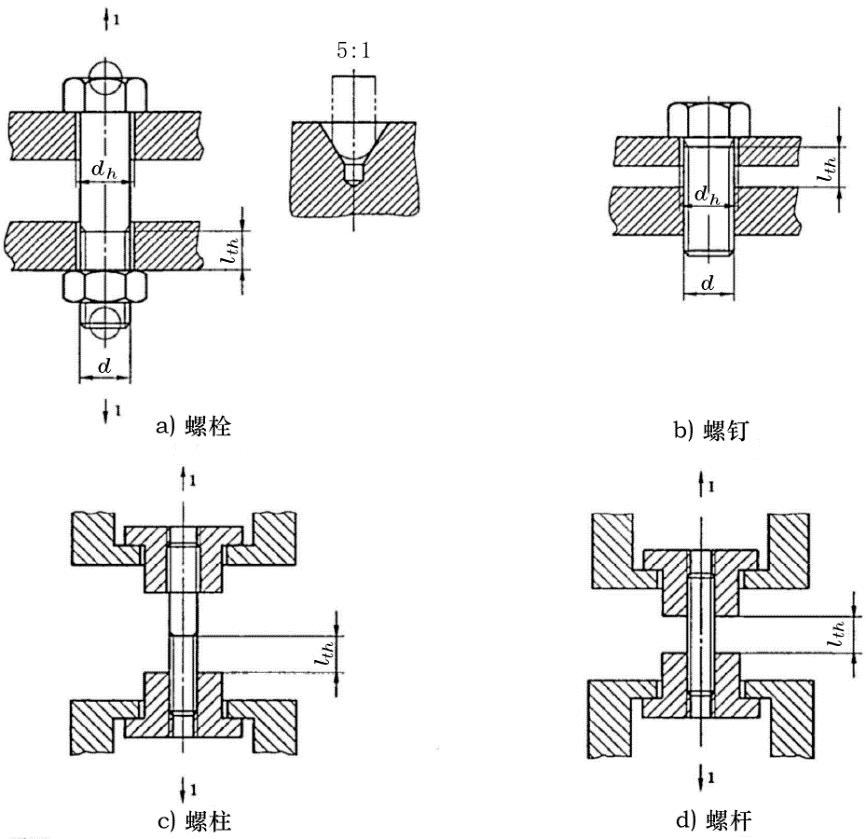
иһәж “гҖҒиһәйҮҳе’ҢиһәжҹұжҖ§иғҪзӯүзҙҡзҡ„д»ЈеҸ·пјҢз”ұй»һйҡ”й–Ӣзҡ„е…©йғЁеҲҶж•ёеӯ—зө„жҲҗпјҲиҰӢиЎЁ1пҪһиЎЁ3пјүпјҡ
вҖ”вҖ”й»һе·ҰйӮҠзҡ„дёҖжҲ–дәҢдҪҚж•ёеӯ—иЎЁзӨәе…¬зЁұжҠ—жӢүеј·еәҰпјҲRmпјҢе…¬зЁұпјүзҡ„1/100,д»ҘMPaиЁҲпјҲиҰӢиЎЁ3,No.1пјү;
вҖ”вҖ”й»һеҸійӮҠзҡ„ж•ёеӯ—иЎЁзӨәе…¬зЁұеұҲжңҚеј·еәҰпјҲдёӢеұҲжңҚеј·еәҰпјүпјҲReLпјҢе…¬зЁұпјүжҲ–иҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„е…¬зЁұжҮүеҠӣпјҲRP0.2пјҢе…¬зЁұпјүжҲ–иҰҸе®ҡйқһжҜ”дҫӢ延伸0.0048dзҡ„е…¬зЁұжҮүеҠӣпјҲRPfпјҢе…¬зЁұпјүпјҲиҰӢиЎЁ3,No.2пҪһNo.4пјүиҲҮе…¬зЁұжҠ—жӢүеј·еәҰпјҲRmпјҢе…¬зЁұпјүжҜ”еҖјзҡ„10еҖҚпјҲиҰӢиЎЁ1пјүгҖӮ
иЎЁ1 еұҲеј·жҜ”
й»һеҸійӮҠзҡ„ж•ёеӯ—
.6
.8
.9
жҲ–
0.6
0.8
0.9
зӨәдҫӢпјҡз·Ҡеӣә件зҡ„е…¬зЁұжҠ—жӢүеј·еәҰRmпјҢе…¬зЁұ=800 MPaе’ҢеұҲеј·жҜ”зӮә0.8пјҢе…¶жҖ§иғҪзӯүзҙҡж ҮиЁҳзӮәвҖң8.8"гҖӮ
иӢҘжқҗж–ҷжҖ§иғҪиҲҮ8.8зҙҡзӣёеҗҢпјҢдҪҶе…¶еҜҰйҡӣжүҝијүиғҪеҠӣеҸҲдҪҺдәҺ8.8зҙҡзҡ„з·Ҡеӣә件пјҲйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„пјүз”ўе“ҒпјҢе…¶жҖ§иғҪзӯүзҙҡжҮүж ҮиЁҳзӮәвҖң08.8вҖқпјҲиҰӢ10.4пјүгҖӮ
е…¬зЁұжҠ—жӢүеј·еәҰе’ҢеұҲеј·жҜ”зҡ„д№ҳз©ҚзӮәе…¬зЁұеұҲжңҚеј·еәҰпјҢд»ҘMPaиЁҲгҖӮйҷ„йҢ„AзөҰеҮәдәҶиЎЁзӨәеҗ„жҖ§иғҪзӯүзҙҡе…¬зЁұжҠ—жӢүеј·еәҰиҲҮж–·еҫҢз”ҹй•·зҺҮй—ңзі»зҡ„иіҮж–ҷгҖӮ
з·Ҡеӣә件жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—е’Ңж Үз°ҪпјҢжҮүжҢү10.3зҡ„иҰҸе®ҡпјҢе°ҚйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„еүҮжҮүжҢү10.4зҡ„иҰҸе®ҡгҖӮ
еҰӮиғҪз¬ҰеҗҲиЎЁ2еҸҠиЎЁ3зҡ„иҰҸе®ҡпјҢеүҮжң¬йғЁеҲҶиҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡж ҮиЁҳеҲ¶еәҰд№ҹеҸҜз”ЁдәҺи¶…еҮәж Үжә–зҜ„еңҚпјҲdпјһ39mmпјүзҡ„иҰҸж јгҖӮ
6 жқҗж–ҷ
иЎЁ2иҰҸе®ҡдәҶз·Ҡеӣә件еҗ„жҖ§иғҪзӯүзҙҡз”ЁйӢјзҡ„еҢ–еӯёжҲҗеҲҶжҘөйҷҗе’ҢжңҖдҪҺеӣһзҒ«жә«еәҰгҖӮи©ІеҢ–еӯёжҲҗеҲҶжҮүжҢүзӣёй—ңзҡ„еңӢ家ж Үжә–зҡ„иҰҸе®ҡгҖӮ
жіЁгҖӮжҹҗдәӣеҢ–еӯёе…ғзҙ еҸ—дёҖдәӣеңӢ家зҡ„жі•иҰҸйҷҗеҲ¶жҲ–зҰҒжӯўдҪҝз”ЁгҖӮ當ж¶үеҸҠжңүй—ңеңӢ家жҲ–ең°еҚҖжҷӮжҮү當注ж„ҸгҖӮ
GB/T 5267.3зҡ„第4з« е°Қз·Ҡеӣә件жқҗж–ҷзҡ„иҰҒжұӮпјҢйҖӮз”ЁдәҺзҶұжөёйҚҚйӢ…з·Ҡеӣә件гҖӮ
иЎЁ2 жқҗж–ҷ
жҖ§иғҪ
зӯүзҙҡжқҗж–ҷе’ҢзҶұиҷ•зҗҶ
еҢ–еӯёжҲҗеҲҶжҘөйҷҗпјҲзҶ”з…үеҲҶжһҗ%пјүa
еӣһзҒ«жә«еәҰ
в„ғ
minC
P
S
Bb
min
max
max
max
max
4.6cпјҢd
зўійӢјжҲ–ж·»еҠ е…ғзҙ зҡ„зўійӢј
вҖ”
0.55
0.050
0.060
жңӘиҰҸе®ҡ
вҖ”
4.8d
5.6e
0.13
0.55
0.050
0.060
5.8d
вҖ”
0.55
0.050
0.060
6.8d
0.15
0.55
0.050
0.060
8.8f
ж·»еҠ е…ғзҙ зҡ„зўійӢјпјҲеҰӮзЎјжҲ–йҢіжҲ–йү»пјүж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.15e
0.40
0.025
0.025
0.003
425
зўійӢјж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.25
0.55
0.025
0.025
еҗҲйҮ‘йӢјж·¬зҒ«е№¶еӣһзҒ«g
0.20
0.55
0.025
0.025
9.8f
ж·»еҠ е…ғзҙ зҡ„зўійӢјпјҲеҰӮзЎјжҲ–йҢіжҲ–йү»пјү ж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.15e
0.40
0.025
0.025
0.003
425
зўійӢјж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.25
0.55
0.025
0.025
еҗҲйҮ‘йӢјж·¬зҒ«е№¶еӣһзҒ«g
0.20
0.55
0.025
0.025
10.9f
ж·»еҠ е…ғзҙ зҡ„зўійӢјпјҲеҰӮзЎјжҲ–йҢіжҲ–йү»пјүж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.20e
0.55
0.025
0.025
0.003
425
зўійӢјж·¬зҒ«е№¶еӣһзҒ« жҲ–
0.25
0.55
0.025
0.025
еҗҲйҮ‘йӢјж·¬зҒ«е№¶еӣһзҒ«g
0.20
0.55
0.025
0.025
12.9f,h,i
еҗҲйҮ‘йӢјж·¬зҒ«е№¶еӣһзҒ«g
0.30
0.50
0.025
0.025
0.003
425
12.9f,h,i
ж·»еҠ е…ғзҙ зҡ„зўійӢјпјҲеҰӮзЎјжҲ–йҢіжҲ–йү»пјүж·¬зҒ«е№¶еӣһзҒ«
0.28
0.50
0.025
0.025
0.003
380
a жңүдәүиӯ°жҷӮпјҢеҜҰж–ҪжҲҗе“ҒеҲҶжһҗгҖӮ
b зЎјзҡ„еҗ«йҮҸеҸҜйҒ”0.005%пјҢйқһжңүж•ҲзЎјз”ұж·»еҠ й’ӣе’Ң/жҲ–йӢҒжҺ§еҲ¶гҖӮ
c е°Қ4.6е’Ң5.6зҙҡеҶ·й•Ұз·Ҡеӣә件пјҢзӮәдҝқиӯүйҒ”еҲ°иҰҒжұӮзҡ„еЎ‘жҖ§е’ҢйҹҢжҖ§пјҢеҸҜиғҪйңҖиҰҒе°Қе…¶еҶ·й•Ұз”Ёз·ҡжқҗжҲ–еҶ·й•Ұз·Ҡеӣә件產е“ҒйҖІиЎҢзҶұиҷ•зҗҶгҖӮ
d йҖҷдәӣжҖ§иғҪзӯүзҙҡе…ҒиЁұйҮҮз”Ёжҳ“еҲҮйӢјеҲ¶йҖ пјҢе…¶зЎ«гҖҒзЈ·е’Ңйүӣзҡ„жңҖзҒ«еҗ«йҮҸзӮәпјҡзЎ«0.34%пјӣзЈ·0.11%пјӣйүӣ0.35%гҖӮ
e е°Қеҗ«зўійҮҸдҪҺдәҺ0.25%зҡ„ж·»еҠ зЎјзҡ„зўійӢјпјҢе…¶йҢізҡ„жңҖдҪҺеҗ«йҮҸеҲҶеҲ«зӮәпјҡ8.8зҙҡзӮә0.6%пјӣ9.8зҙҡе’Ң10.9зҙҡзӮә0.7%гҖӮ
f е°ҚйҖҷдәӣжҖ§иғҪзӯүзҙҡз”Ёзҡ„жқҗж–ҷпјҢжҮүжңүи¶іеӨ зҡ„ж·¬йҖҸжҖ§пјҢд»ҘзЎ®дҝқз·Ҡеӣә件иһәзҙӢжҲӘйқўзҡ„иҠҜйғЁеңЁвҖңж·¬зЎ¬вҖқзӢҖжҖҒгҖҒеӣһзҒ«еүҚзҚІеҫ—зҙ„90%зҡ„йҰ¬ж°Ҹй«”зө„з№”гҖӮ
g йҖҷдәӣеҗҲйҮ‘йӢјиҮіе°‘жҮүеҗ«жңүдёӢеҲ—зҡ„дёҖзЁ®е…ғзҙ пјҢе…¶жңҖе°Ҹеҗ«йҮҸеҲҶеҲ«зӮәпјҡйү»0.30%пјӣйҺі0.03%пјӣй’ј0.20%пјӣйҮ©0.10%гҖӮ當еҗ«жңүдәҢгҖҒдёүжҲ–еӣӣзЁ®иӨҮеҗҲзҡ„еҗҲйҮ‘жҲҗеҲҶжҷӮпјҢеҗҲйҮ‘е…ғзҙ зҡ„еҗ«йҮҸдёҚиғҪе°‘дәҺе–®еҖӢеҗҲйҮ‘е…ғзҙ еҗ«йҮҸзёҪе’Ңзҡ„70%гҖӮ
h е°Қ12.9/12.9зҙҡиЎЁйқўдёҚе…ҒиЁұжңүйҮ‘зӣёиғҪжё¬еҮәзҡ„зҷҪиүІзЈ·еҢ–зү©иҒҡйӣҶеұӨгҖӮеҺ»йҷӨзЈ·еҢ–зү©иҒҡйӣҶеұӨжҮүеңЁзҶұиҷ•зҗҶеүҚйҖІиЎҢгҖӮ
i 當иҖғж…®дҪҝз”Ё12.9/12.9зҙҡ,жҮү謹ж…ҺеҫһдәӢгҖӮз·Ҡеӣә件еҲ¶йҖ иҖ…зҡ„иғҪеҠӣгҖҒжңҚеҪ№жўқ件е’Ңжүіж“°ж–№жі•йғҪжҮүд»”зҙ°иҖғж…®гҖӮйҷӨиЎЁйқўиҷ•зҗҶеӨ–пјҢдҪҝз”Ёз’°еўғд№ҹеҸҜиғҪйҖ жҲҗз·Ҡеӣә件зҡ„жҮүеҠӣи…җиқ•й–ӢиЈӮгҖӮ
7 ж©ҹжў°е’Ңзү©зҗҶжҖ§иғҪ
иҰҸе®ҡжҖ§иғҪзӯүзҙҡзҡ„з·Ҡеӣә件пјҢеңЁз’°еўғжә«еәҰ1пјүдёӢпјҢжҮүз¬ҰеҗҲиЎЁ3пҪһиЎЁ7иҰҸе®ҡзҡ„ж©ҹжў°е’Ңзү©зҗҶжҖ§иғҪгҖӮ
第8з« зӮәжӘўй©—з·Ҡеӣә件жҳҜеҗҰз¬ҰеҗҲиЎЁ3пҪһиЎЁ7зҡ„иҰҸе®ҡпјҢжҸҗдҫӣдәҶеҸҜйҖӮз”Ёзҡ„и©Ұй©—ж–№жі•гҖӮ
жіЁ1пјҡеҚідҪҝз·Ҡеӣә件зҡ„жқҗж–ҷжҖ§иғҪз¬ҰеҗҲиЎЁ2е’ҢиЎЁ3зҡ„иҰҸе®ҡпјҢдҪҶз”ұдәҺе°әеҜёеҺҹеӣ пјҢжҹҗдәӣеһӢејҸзҡ„з·Ҡеӣә件д№ҹжңғйҷҚдҪҺжүҝијүиғҪеҠӣпјҲиҰӢ8.2гҖҒ9.4е’Ң9.5пјүгҖӮ
жіЁ2пјҡйӣ–然пјҢжң¬йғЁеҲҶиҰҸе®ҡдәҶй«ҳзҙҡеҲ«зҡ„жҖ§иғҪзӯүзҙҡпјҢдҪҶйҖҷ并дёҚж„Ҹе‘ізқҖжүҖжңүзӯүзҙҡеқҮйҖӮз”ЁдәҺжүҖжңүз·Ҡеӣә件гҖӮз”ўе“Ғж Үжә–дёӯиҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡпјҢеҸҜдҫӣйқһж Үжә–з·Ҡеӣә件еҸғиҖғгҖӮ
иЎЁ3 иһәж “гҖҒиһәйҮҳе’Ңиһәжҹұзҡ„ж©ҹжў°е’Ңзү©зҗҶжҖ§иғҪ
No.
ж©ҹжў°жҲ–зү©зҗҶжҖ§иғҪ
жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8 dвүӨ 16 mm
10.9
12.9/
12.9dвүӨ16 mma
dпјһ16 mmb
1
жҠ—жӢүеј·еәҰRm/MPa
е…¬зЁұc
400
500
600
800
900
1000
1200
min
400
420
500
520
600
800
830
900
1040
1220
2
дёӢеұҲжңҚеј·еәҰReL.d/MPa
е…¬зЁұc
240
вҖ”
300
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
min
240
вҖ”
300
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
3
иҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„жҮүеҠӣRP0.2/MPa
е…¬зЁұc
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
640
640
720
900
1080
min
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
640
660
720
940
1100
4
з·Ҡеӣә件еҜҰзү©зҡ„иҰҸе®ҡйқһжҜ”дҫӢ延伸0.0048dзҡ„жҮүеҠӣRPf/MPa
е…¬зЁұc
вҖ”
320
вҖ”
400
480
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
min
вҖ”
340e
вҖ”
420e
480e
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
5
дҝқиӯүжҮүеҠӣSPf/MPa
е…¬зЁұ
225
310
280
380
440
580
600
650
830
970
дҝқиӯүжҮүеҠӣжҜ”
SP.е…¬зЁұ/ReL.minжҲ–SP.е…¬зЁұ/RP0.2.minжҲ–SP.е…¬зЁұ/RPf.min
0.94
0.91
0.93
0.90
0.92
0.91
0.91
0.90
0.88
0.88
6
ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢдјёй•·зҺҮA/%
min
22
вҖ”
20
вҖ”
вҖ”
12
12
10
9
8
7
ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·йқўж”¶зё®зҺҮZ/%
min
вҖ”
52
48
48
44
8
з·Ҡеӣә件еҜҰзү©зҡ„ж–·еҫҢдјёй•·зҺҮAfпјҲиҰӢйҷ„йҢ„Cпјү
min
вҖ”
0.24
вҖ”
0.22
0.20
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
9
й ӯйғЁе …еӣәжҖ§
дёҚеҫ—ж–·иЈӮжҲ–еҮәзҸҫиЈӮзё«
10
з¶ӯж°ҸзЎ¬еәҰ/HV,FвүҘ98N
min
120
130
155
160
190
250
255
290
320
385
max
220g
250
320
335
360
380
435
11
еёғж°ҸзЎ¬еәҰ/HBW,F=30D2
min
114
124
147
152
181
245
250
286
316
380
max
209g
238
316
331
355
375
429
12
жҙӣж°ҸзЎ¬еәҰ/HRB
min
67
71
79
82
89
вҖ”
max
95.0g
99.5
вҖ”
жҙӣж°ҸзЎ¬еәҰ/HRC
min
вҖ”
22
23
28
32
39
max
вҖ”
32
34
37
39
44
13
иЎЁйқўзЎ¬еәҰ/HV0.3
max
вҖ”
h
h,i
h,j
l4
иһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰE/mm
min
вҖ”
1/2H1
2/3H1
3/4H1
иһәзҙӢе…Ёи„«зўіеұӨзҡ„ж·ұеәҰG/mm
max
вҖ”
0.015
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰзҡ„йҷҚдҪҺеҖј/HV
max
вҖ”
20
16
з ҙеЈһжүӯзҹ©MB/Nm
min
вҖ”
жҢүGB/T 3098.13зҡ„иҰҸе®ҡ
17
еҗёж”¶иғҪйҮҸKVk,l/J
min
вҖ”
27
вҖ”
27
27
27
27
m
18
иЎЁйқўзјәйҷ·
GB/T 5779.1n
GB/T 5779.3
a ж•ёеҖјдёҚйҖӮз”ЁдәҺж “жҺҘзөҗж§ӢгҖӮ
b е°Қж “жҺҘзөҗж§ӢdвүҘM12гҖӮ
c иҰҸе®ҡе…¬зЁұеҖјпјҢеғ…зӮәжҖ§иғҪзӯүзҙҡж ҮиЁҳеҲ¶еәҰзҡ„йңҖиҰҒпјҢиҰӢ第5з« гҖӮ
d еңЁдёҚиғҪжё¬е®ҡдёӢеұҲжңҚеј·еәҰReLзҡ„жғ…жіҒдёӢпјҢе…ҒиЁұжё¬йҮҸиҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„жҮүеҠӣRP0.2гҖӮ
e е°ҚжҖ§иғҪзӯүзҙҡ4.8гҖҒ5.8е’Ң6.8зҡ„RPf.minж•ёеҖје°ҡеңЁиӘҝжҹҘз ”з©¶дёӯгҖӮиЎЁдёӯж•ёеҖјжҳҜжҢүдҝқиӯүиҚ·ијүжҜ”иЁҲз®—зөҰеҮәзҡ„пјҢиҖҢдёҚжҳҜеҜҰжё¬еҖјгҖӮ
f иЎЁ5е’ҢиЎЁ7иҰҸе®ҡдәҶдҝқиӯүијүиҚ·еҖјгҖӮ
g еңЁз·Ҡеӣә件зҡ„жң«з«Ҝжё¬е®ҡзЎ¬еәҰжҷӮпјҢжҮүеҲҶеҲ«зӮәпјҡ250HVгҖҒ238HBжҲ–HRBmax99.5гҖӮ
h 當йҮҮз”ЁHV0.3жё¬е®ҡиЎЁйқўзЎ¬еәҰеҸҠиҠҜйғЁзЎ¬еәҰжҷӮпјҢз·Ҡеӣә件зҡ„иЎЁйқўзЎ¬еәҰдёҚжҮүжҜ”иҠҜйғЁеј·еәҰй«ҳеҮә30HVе–®дҪҚгҖӮ
i иЎЁйқўзЎ¬еәҰдёҚжҮүи¶…еҮә390 HVгҖӮ
j иЎЁйқўзЎ¬еәҰдёҚжҮүи¶…еҮә435 HVгҖӮ
k и©Ұй©—жә«еәҰеңЁ-20в„ғдёӢжё¬е®ҡпјҢиҰӢ9.14гҖӮ
l йҖӮз”ЁдәҺdвүҘ16 mmгҖӮ
m KVж•ёеҖје°ҡеңЁиӘҝжҹҘз ”з©¶дёӯгҖӮ
n з”ұдҫӣйңҖйӣҷж–№еҚ”иӯ°пјҢеҸҜз”ЁGB/T 5779.3д»ЈжӣҝGB/T 5779.1гҖӮ
1) еҗёж”¶иғҪйҮҸи©Ұй©—жҮүеңЁ -20 в„ғдёӢйҖІиЎҢпјҲиҰӢ9.14пјүгҖӮ
иЎЁ4 жңҖе°ҸжӢүеҠӣијүиҚ·пјҲзІ—зүҷиһәзҙӢпјү
иһәзҙӢиҰҸж јпјҲdпјү
иһәзҙӢе…¬зЁұ
жҮүеҠӣжҲӘйқўз©ҚAs.е…¬зЁұa/mm2жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9/12.9
жңҖе°ҸжӢүеҠӣијүиҚ·Fm.minпјҲAs.е…¬зЁұГ—Rm.minпјү/N
M3
5.03
2010
2110
2510
2620
3020
4020
4530
5230
6140
M3.5
6.78
2710
2850
3390
3530
4070
5420
6100
7050
8270
M4
8.78
3510
3690
4390
4570
5270
7020
7900
9130
10700
M5
14.2
5680
5960
7100
7380
8520
11350
12800
14800
17300
M6
20.1
8040
8440
10000
10400
12100
16100
18100
20900
24500
M7
28.9
11600
12100
14400
15000
17300
23100
26100
30100
35300
M8
36.6
14600b
15400
18300b
19000
22000
29200b
32900
38100b
44600
M10
58
23200b
24400
29000b
30200
34800
46400b
52200
60300b
70800
M12
84.3
33700
35400
42200
43800
50600
67400c
75900
87700
103000
M14
115
46000
48300
57500
59800
69000
92000c
104000
120000
140000
M16
157
62800
65900
78500
81600
94000
125000c
141000
163000
192000
M18
192
76800
80600
96000
99800
115000
159000
вҖ”
200000
234000
M20
245
98000
103000
122000
127000
147000
203000
вҖ”
255000
299000
M22
303
121000
127000
152000
158000
182000
252000
вҖ”
315000
370000
M24
353
141000
148000
176000
184000
212000
293000
вҖ”
367000
431000
M27
459
184000
193000
230000
239000
275000
381000
вҖ”
477000
560000
M30
561
224000
236000
280000
292000
337000
466000
вҖ”
583000
684000
M33
694
278000
292000
347000
361000
416000
576000
вҖ”
722000
847000
M36
817
327000
343000
408000
425000
490000
678000
вҖ”
850000
997000
M39
976
390000
410000
488000
508000
586000
810000
вҖ”
1020000
1200000
a AsпјҢе…¬зЁұзҡ„иЁҲз®—иҰӢ9.1.6.1гҖӮ
b 6azиһәзҙӢпјҲGB/T 22029пјүзҡ„зҶұжөёйҚҚйӢ…з·Ҡеӣә件пјҢжҮүжҢүGB/T 5267.3дёӯйҷ„йҢ„Aзҡ„иҰҸе®ҡгҖӮ
c е°Қж “жҺҘзөҗж§ӢзӮәпјҡ70000NпјҲM12пјүгҖҒ95500NпјҲM14пјүе’Ң130000 NпјҲM16пјүгҖӮ
иЎЁ5 дҝқиӯүијүиҚ·пјҲзІ—зүҷиһәзҙӢпјү
иһәзҙӢ
иҰҸж јпјҲdпјүиһәзҙӢе…¬зЁұ
жҮүеҠӣжҲӘйқўз©Қ
AsпјҢе…¬зЁұa/mm2жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9/12.9
дҝқиӯүијүиҚ·FpпјҲAsпјҢе…¬зЁұГ—SpпјҢе…¬зЁұпјү/N
M3
5.03
1130
1560
1410
1910
2210
2920
3270
4180
4880
M3.5
6.78
1530
2100
1900
2580
2980
3940
4410
5630
6580
M4
8.78
1980
2720
2460
3340
3860
5100
5710
7290
8520
M5
14.2
3200
4400
3980
5400
6250
8230
9230
11800
13800
M6
20.1
4520
6230
5630
7640
8840
11600
13100
16700
19500
M7
28.9
6500
8960
8090
11000
12700
16800
18800
24000
28000
M8
36.6
8240b
11400
10200b
13900
16100
21200b
23800
30400b
35500
M10
58
13000b
18000
16200b
22000
25500
33700b
37700
48100b
56300
M12
84.3
19000
26100
23600
32000
37100
48900c
54800
70000
81800
M14
115
25900
35600
32200
43700
50600
66700c
74800
95500
112000
M16
157
35300
48700
44000
59700
69100
91000c
102000
130000
152000
M18
192
43200
59500
53800
73000
84500
115000
вҖ”
159000
186000
M20
245
55100
76000
68600
93100
108000
147000
вҖ”
203000
238000
M22
303
68200
93900
84800
115000
133000
182000
вҖ”
252000
294000
M24
353
79400
109000
98800
134000
155000
212000
вҖ”
293000
342000
M27
459
103000
142000
128000
174000
202000
275000
вҖ”
381000
445000
M30
561
126000
174000
157000
213000
247000
337000
вҖ”
466000
544000
M33
694
156000
215000
194000
264000
305000
416000
вҖ”
576000
673000
M36
817
184000
253000
229000
310000
359000
490000
вҖ”
678000
792000
M39
976
220000
303000
273000
371000
429000
586000
вҖ”
810000
947000
a AsпјҢе…¬зЁұ зҡ„иЁҲз®—иҰӢ9.1.6.1гҖӮ
b 6azиһәзҙӢпјҲGB/T 22029пјүзҡ„зҶұжөёйҚҚйӢ…з·Ҡеӣә件пјҢжҮүжҢүGB/T 5267.3дёӯйҷ„йҢ„Aзҡ„иҰҸе®ҡгҖӮ
c е°Қж “жҺҘзөҗж§ӢзӮәпјҡ50700 NпјҲM12пјүгҖҒ68800 NпјҲM14пјүе’Ң94500 NпјҲM16пјүгҖӮ
иЎЁ6 жңҖе°ҸжӢүеҠӣијүиҚ·пјҲзҙ°зүҷиһәзҙӢпјү
иһәзҙӢиҰҸж јпјҲdГ—Pпјү
иһәзҙӢе…¬зЁұ
жҮүеҠӣжҲӘйқўз©ҚAsпјҢе…¬зЁұa/mm2жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9/12.9
жңҖе°ҸжӢүеҠӣијүиҚ·FmпјҢminпјҲAsпјҢе…¬зЁұГ—RmпјҢminпјү/N
M8Г—1
39.2
15700
16500
19600
20400
23500
31360
35300
40800
47800
M10Г—1.25
61.2
24500
25700
30600
31800
36700
49000
55100
63600
74700
M10Г—1
64.5
25800
27100
32300
33500
38700
51600
58100
67100
78700
M12Г—1.5
88.1
35200
37000
44100
45800
52900
70500
79300
91600
107000
M12Г—1.25
92.1
36800
38700
46100
47900
55300
73700
82900
95800
112000
M14Г—1.5
125
50000
52500
62500
65000
75000
100000
112000
130000
152000
M16Г—1.5
167
66800
70100
83500
86800
100000
134000
150000
174000
204000
M18Г—1.5
216
86400
90700
108000
112000
130000
179000
вҖ”
225000
264000
M20Г—1.5
272
109000
114000
136000
141000
163000
226000
вҖ”
283000
332000
M22Г—1.5
333
133000
140000
166000
173000
200000
276000
вҖ”
346000
406000
M24Г—2
384
154000
161000
192000
200000
230000
319000
вҖ”
399000
469000
M27Г—2
496
198000
208000
248000
258000
298000
412000
вҖ”
516000
605000
M30Г—2
621
248000
261000
310000
323000
373000
515000
вҖ”
646000
758000
M33Г—2
761
304000
320000
380000
396000
457000
632000
вҖ”
791000
928000
M36Г—3
865
346000
363000
432000
450000
519000
718000
вҖ”
900000
1055000
M39Г—3
1030
412000
433000
515000
536000
618000
855000
вҖ”
1070000
1260000
a AsпјҢе…¬зЁұзҡ„иЁҲз®—иҰӢ9.1.6.1гҖӮ
иЎЁ7 дҝқиӯүијүиҚ·пјҲзҙ°зүҷиһәзҙӢпјү
иһәзҙӢиҰҸж јпјҲdГ—Pпјү
иһәзҙӢе…¬зЁұ
жҮүеҠӣжҲӘйқўз©ҚAsпјҢе…¬зЁұa/mm2жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9/12.9
жңҖе°ҸжӢүеҠӣијүиҚ·FmпјҢminпјҲAsпјҢе…¬зЁұГ—RmпјҢminпјү/N
M8Г—1
39.2
8820
12210
11000
14900
17200
22700
25500
32500
38000
M10Г—1.25
51.2
13800
19000
17100
23300
26900
35500
39800
50800
59400
M10x1
64.5
14500
20000
18100
24500
28400
37400
41900
53500
62700
M12Г—1.5
88.1
19800
27300
24700
33500
38800
51100
57300
73100
85500
M12Г—1.25
92.1
20700
28600
25800
35000
40500
53400
59900
76400
89300
M14Г—1.5
125
28100
38800
35000
47500
55000
72500
81200
104000
121000
M16Г—1.5
167
37600
51800
46800
63500
73500
96900
109000
139000
162000
M18Г—1.5
216
48600
67000
60500
82100
95000
130000
вҖ”
179000
210000
M20Г—1.5
272
61200
84300
76200
103000
120000
163000
вҖ”
226000
264000
M22Г—1.5
333
74900
103000
93200
126000
1146000
200000
вҖ”
276000
323000
M24Г—2
384
86400
119000
108000
146000
169000
230000
вҖ”
319000
372000
M27Г—2
496
112000
154000
139000
188000
218000
298000
вҖ”
412000
481000
M30Г—2
621
140000
192000
174000
236000
273000
373000
вҖ”
515000
602000
M33Г—2
761
171000
236000
213000
289000
335000
457000
вҖ”
632000
738000
M36Г—3
865
195000
268000
242000
329000
381000
519000
вҖ”
718000
839000
M39Г—3
1030
232000
319000
288000
391000
453000
618000
вҖ”
855000
999000
a AsпјҢе…¬зЁұ зҡ„иЁҲз®—иҰӢ9.1.6.1гҖӮ
-
еҜҰй©—ж–№жі•зҡ„йҖӮз”ЁжҖ§
8 еҜҰй©—ж–№жі•зҡ„йҖӮз”ЁжҖ§
8.1 йҖҡеүҮ
FFе’ҢMPе…©еҖӢи©Ұй©—зі»еҲ—пјҲзө„пјүпјҢеҸҜе°ҚиЎЁ3иҰҸе®ҡзҡ„з·Ҡеӣә件ж©ҹжў°е’Ңзү©зҗҶжҖ§иғҪйҖІиЎҢи©Ұй©—гҖӮFFзө„з”ЁдәҺз·Ҡеӣә件жҲҗе“Ғи©Ұй©—пјҢиҖҢMPзө„з”ЁдәҺз·Ҡеӣә件жқҗж–ҷжҖ§иғҪи©Ұй©—гҖӮFFе’ҢMPзө„еҸҲеҲҶзӮәпјҡFF1гҖҒFF2гҖҒFF3гҖҒFF4пјҢMP1е’ҢMP2гҖӮ
з”ұдәҺе°әеҜёеӨ§е°Ҹе’Ң/жҲ–жүҝијүиғҪеҠӣзҡ„еҺҹеӣ пјҢжңүдәӣйЎһеһӢжҲ–иҰҸж јзҡ„з·Ҡеӣә件пјҢдёҚиғҪжҢүиЎЁ3зҡ„жүҖжңүй …зӣ®йҖІиЎҢи©Ұй©—гҖӮ
8.2 з·Ҡеӣә件зҡ„жүҝијүиғҪеҠӣ
8.2.1 е…ЁжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件
е…ЁжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件пјҲж Үжә–еҢ–зҡ„жҲ–йқһж Үжә–еҢ–зҡ„пјүжҮүжҢүFF1гҖҒFF2жҲ–MP2е°Қз·Ҡеӣә件жҲҗе“ҒйҖІиЎҢжӢүеҠӣи©Ұй©—пјҡ
aпјү ж–·иЈӮжҮүзҷјз”ҹеңЁжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…жҲ–з„ЎиһәзҙӢжқҶйғЁпјӣ
bпјү е…¶жңҖе°ҸжӢүеҠӣијүиҚ·пјҲFm.minпјүжҮүз¬ҰеҗҲиЎЁ4жҲ–иЎЁ6зҡ„иҰҸе®ҡгҖӮ
8.2.2 йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件
йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件пјҲж Үжә–еҢ–зҡ„жҲ–йқһж Үжә–еҢ–зҡ„пјүгҖӮйӣ–然жқҗж–ҷжҖ§иғҪз¬ҰеҗҲжң¬йғЁеҲҶзҡ„иҰҸе®ҡпјҢдҪҶеӣ е№ҫдҪ•е°әеҜёзҡ„еҺҹеӣ пјҢеҰӮжҢүFF1гҖҒFF2жҲ–MP2е°Қе…¶жҲҗе“ҒйҖІиЎҢжӢүеҠӣи©Ұй©—жҷӮ,еүҮйҒ”дёҚеҲ°жүҝијүиғҪеҠӣзҡ„иҰҒжұӮгҖӮ
當жҢүFF3жҲ–FF4йҖІиЎҢжӢүеҠӣи©Ұй©—жҷӮпјҢйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件йҖҡеёёдёҚж–·иЈӮеңЁжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…гҖӮ
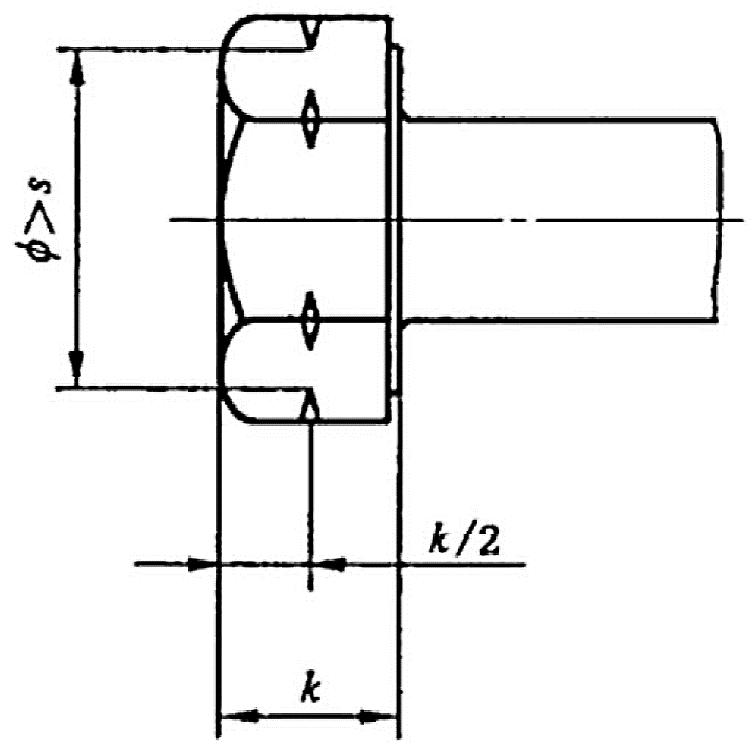
иҲҮиһәзҙӢзҡ„жңҖе°ҸжӢүеҠӣијүиҚ·зӣёжҜ”пјҢеӣ е№ҫдҪ•е°әеҜёеҺҹеӣ йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件жңүе…©зЁ®еҹәжң¬йЎһеһӢпјҡ
aпјүиһәж “жҲ–иһәйҮҳзҡ„й ӯйғЁиЁӯиЁҲпјҡеё¶жҲ–дёҚеё¶еӨ–жүіж“°зҡ„йҷҚдҪҺй ӯйғЁй«ҳеәҰзҡ„иһәж “пјҢжҲ–её¶еҶ…жүіж“°зҡ„жүҒең“й ӯгҖҒдҪҺең“жҹұй ӯжҲ–жҹҗдәӣжІүй ӯзҡ„иһәйҮҳгҖӮFF3йҖӮз”ЁдәҺжӯӨйЎһз·Ҡеӣә件пјҲиҰӢиЎЁ10пјүгҖӮ
bпјүз·Ҡеӣә件зү№ж®Ҡзҡ„жқҶйғЁиЁӯиЁҲпјҡйҖӮз”ЁдәҺдёҚиҰҒжұӮпјҢжҲ–дёҚжҢүжң¬йғЁеҲҶиҰҸе®ҡзҡ„жүҝијүиғҪеҠӣпјҢеҰӮи…°зӢҖжқҶиһәйҮҳгҖӮFF4йҖӮз”ЁдәҺжӯӨйЎһз·Ҡеӣә件пјҲиҰӢиЎЁ11пјүгҖӮ
8.3 еҲ¶йҖ иҖ…зҡ„жҺ§еҲ¶
жҢүжң¬йғЁеҲҶз”ҹз”ўзҡ„з·Ҡеӣә件пјҢ當йҮҮз”ЁиЎЁ8пҪһиЎЁ11иҰҸе®ҡзҡ„вҖңеҸҜеҜҰж–Ҫзҡ„и©Ұй©—вҖқжҷӮгҖӮжҮүиғҪз¬ҰеҗҲиЎЁ3пҪһиЎЁ7зҡ„жҠҖиЎ“иҰҒжұӮгҖӮ
жң¬йғЁеҲҶдёҚиҰҒжұӮеҲ¶йҖ иҖ…е°ҚжҜҸдёҖз”ҹз”ўжү№йғҪиҰҒеҜҰж–Ҫи©Ұй©—пјҢдҪҶеҲ¶йҖ иҖ…зҡ„иІ¬д»»жҳҜпјҡеҸҜд»ҘйҒёж“ҮиҮӘе·ұзҡ„ж–№жі•пјҢеҰӮе·ҘеәҸжҺ§еҲ¶жҲ–жӘўжҹҘпјҢд»ҘзЎ®дҝқжҜҸдёҖз”ҹз”ўжү№еқҮз¬ҰеҗҲжүҖжңүзҡ„жҠҖиЎ“иҰҒжұӮгҖӮ
жңүдәүиӯ°жҷӮпјҢжҮүжҢү第9з« иҰҸе®ҡзҡ„и©Ұй©—ж–№жі•гҖӮ
8.4 дҫӣж–№зҡ„жҺ§еҲ¶
дҫӣж–№еҸҜйҒёж“ҮиҮӘе·ұзҡ„ж–№жі•жҺ§еҲ¶е…¶жҸҗдҫӣзҡ„з·Ҡеӣә件з¬ҰеҗҲиЎЁ3пҪһиЎЁ7иҰҸе®ҡзҡ„ж©ҹжў°е’Ңзү©зҗҶжҖ§иғҪгҖӮ
жңүдәүиӯ°жҷӮпјҢжҮүжҢү第9з« иҰҸе®ҡзҡ„и©Ұй©—ж–№жі•гҖӮ
8.5 йңҖж–№зҡ„жҺ§еҲ¶
йңҖж–№еҸҜжҢү第9з« зҡ„и©Ұй©—ж–№жі•пјҢеҫһ8.6дёӯйҒёж“ҮйҖӮ當зҡ„и©Ұй©—зі»еҲ—жҺ§еҲ¶дәӨд»ҳзҡ„з·Ҡеӣә件иіӘйҮҸгҖӮ
жңүдәүиӯ°жҷӮпјҢжҮүжҢү第9з« иҰҸе®ҡзҡ„и©Ұй©—ж–№жі•гҖӮ
8.6 е°Қз·Ҡеӣә件иҲҮж©ҹжў°еҠ е·Ҙи©Ұ件еҸҜеҜҰж–Ҫзҡ„и©Ұй©—
8.6.1 йҖҡеүҮ
жҢү第9з« иҰҸе®ҡзҡ„и©Ұй©—ж–№жі•пјҢиЎЁ8пҪһиЎЁ13иҰҸе®ҡдәҶFF1пҪһFF4гҖҒMP1е’ҢMP2зҡ„йҖ з”ЁжҖ§гҖӮ
иЎЁ8пҪһиЎЁ11зӮәз·Ҡеӣә件жҲҗе“Ғи©Ұй©—пјҢжҸҗдҫӣдәҶFF1пҪһFF4и©Ұй©—зі»еҲ—гҖӮ
вҖ”вҖ”FF1пјҡз”ЁдәҺжё¬е®ҡж Үжә–й ӯйғЁе’Ңж Үжә–жқҶжҲ–зҙ°жқҶпјҲе…ЁжүҝијүиғҪеҠӣзҡ„пјүеҚіdsпјһd2жҲ–dsвүҲd2зҡ„иһәж “е’ҢиһәйҮҳжҲҗе“Ғзҡ„жҖ§иғҪпјҢиҰӢиЎЁ8гҖӮ
вҖ”вҖ”FF2пјҡз”ЁдәҺжё¬е®ҡж Үжә–жқҶжҲ–зҙ°жқҶпјҲе…ЁжүҝијүиғҪеҠӣзҡ„пјүеҚіdsпјһd2жҲ–dsвүҲd2зҡ„иһәжҹұжҲҗе“Ғзҡ„жҖ§иғҪпјҢиҰӢиЎЁ9гҖӮ
вҖ”вҖ”FF3пјҡз”ЁдәҺжё¬е®ҡdsпјһd2жҲ–dsвүҲd2并且йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„иһәж “е’ҢиһәйҮҳжҲҗе“ҒжҖ§иғҪпјҢе…¶йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„еҺҹеӣ зӮәпјҡ
1пјү дҪҺзҡ„й ӯйғЁй«ҳеәҰпјҢеё¶жҲ–дёҚеё¶еӨ–жүіж“°зөҗж§Ӣпјӣ
2пјү её¶еҶ…жүіж“°зөҗж§Ӣзҡ„жүҒең“й ӯжҲ–дҪҺең“жҹұй ӯпјӣ
3пјү её¶еҶ…жүіж“°зөҗж§Ӣзҡ„жҹҗдәӣжІүй ӯгҖӮ
иҰӢиЎЁ10гҖӮ
вҖ”вҖ”FF4пјҡз”ЁдәҺжё¬е®ҡзү№ж®ҠиЁӯиЁҲпјҢеҚідёҚиҰҒжұӮпјҢжҲ–дёҚжҢүжң¬йғЁеҲҶиҰҸе®ҡзҡ„жүҝијүиғҪеҠӣзҡ„иһәж “гҖҒиһәйҮҳе’ҢиһәжҹұжҲҗе“ҒжҖ§иғҪпјҢеҰӮdsпјңd2и…°зӢҖжқҶз·Ҡеӣә件пјҲйҷҚдҪҺжүҝијүиғҪеҠӣпјүпјҢиҰӢиЎЁ11гҖӮ
иЎЁ12пҪһиЎЁ13зӮәз·Ҡеӣә件жқҗж–ҷжҖ§иғҪи©Ұй©—е’ҢпјҸжҲ–ж”№йҖІе·Ҙи—қзҡ„и©Ұй©—пјҢжҸҗдҫӣдәҶMP1е’ҢMP2и©Ұй©—зі»еҲ—гҖӮFF1пҪһFF4д№ҹеҸҜз”ЁдәҺйҖҷдёҖзӣ®зҡ„гҖӮ
вҖ”вҖ”MP1пјҡз”ЁдәҺж©ҹжў°еҠ е·Ҙи©Ұ件測е®ҡз·Ҡеӣә件жқҗж–ҷжҖ§иғҪе’ҢпјҸжҲ–ж”№йҖІе·Ҙи—қзҡ„и©Ұй©—пјҢиҰӢиЎЁ12гҖӮ
вҖ”вҖ”MP2пјҡз”ЁдәҺз·Ҡеӣә件жҲҗе“Ғжё¬е®ҡе…ЁжүҝијүиғҪеҠӣз·Ҡеӣә件еҜҰзү©пјҲdsпјһd2жҲ–dsвүҲd2пјүзҡ„жқҗж–ҷжҖ§иғҪе’ҢпјҸжҲ–ж”№йҖІе·Ҙи—қзҡ„и©Ұй©—пјҢиҰӢиЎЁ13гҖӮ
8.6.2 йҖӮз”ЁжҖ§
еҗ„зЁ®и©Ұй©—ж–№жі•е°Қз·Ҡеӣә件зҡ„йҖӮз”ЁжҖ§жҢүиЎЁ8пҪһиЎЁ13зҡ„иҰҸе®ҡгҖӮ
8.6.3 дәӨд»ҳи©Ұй©—зөҗжһң
當йңҖж–№иҰҒжұӮдәӨд»ҳеҢ…жӢ¬и©Ұй©—зөҗжһңзҡ„е ұе‘ҠпјҲзү№ж®ҠиЁӮе–®пјүжҷӮпјҢд»–еҖ‘жҮүжҢү第9з« зҡ„иҰҸе®ҡпјҢ并еҫһиЎЁ8пҪһиЎЁ13дёӯйҒёеҸ–и©Ұй©—ж–№жі•гҖӮз”ұйңҖж–№иҰҸе®ҡзҡ„зү№ж®Ҡи©Ұй©—пјҢжҮүеңЁиЁӮиІЁжҷӮеҚ”иӯ°гҖӮ
иЎЁ8 FF1и©Ұй©—зі»еҲ— е…ЁжүҝијүиғҪеҠӣзҡ„иһәж “е’ҢиһәйҮҳжҲҗе“Ғ
No.
пјҲиҰӢиЎЁ3пјүжҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
4.6гҖҒ4.8гҖҒ5.6гҖҒ5.8гҖҒ6.8
8.8гҖҒ9.8гҖҒ10.9гҖҒ12.9/12.9
dпјң3mmжҲ–
lпјң2.5dжҲ–
bпјң2.0ddвүҘ3mmе’Ң
lвүҘ2.5dе’Ң
bвүҘ2.0ddпјң3mmжҲ–
lпјң2.5dжҲ–bпјң2.0ddвүҘ3mmе’Ң
lвүҘ2.5dе’Ң
bвүҘ2.0d1
жңҖе°ҸжҠ—жӢүеј·еәҰRm.min
жҘ”иІ ијүжӢүеҠӣи©Ұй©—
9.1
NF
a
NF
a
жӢүеҠӣи©Ұй©—
9.2
NF
a
NF
a
5
е…¬зЁұдҝқиӯүжҮүеҠӣSP.е…¬зЁұ
дҝқиӯүијүиҚ·и©Ұй©—
9.6
NF
NF
8
жңҖе°Ҹж–·еҫҢдјёй•·зҺҮAf.min
з·Ҡеӣә件еҜҰзү©жӢүеҠӣи©Ұй©—
9.3
NF
bпјҢd
cпјҢd
NF
bпјҢd
9
й ӯйғЁе …еӣәжҖ§
й ӯйғЁе …еӣәжҖ§и©Ұй©—
dвүӨ10mm1.5dвүӨlпјң3d
9.8
lвүҘ3d
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9.10
NF
NF
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰйҷҚдҪҺеҖј
еҶҚеӣһзҒ«и©Ұй©—
9.12
NF
NF
e
e
16
жңҖе°Ҹз ҙеЈһжүӯзҹ©MB.min
жүӯзҹ©и©Ұй©—
1.6mmвүӨdвүӨ10mmпјӣ
bвүҘ1d+2p9.13
f
fпјҢg
g
18
иЎЁйқўзјәйҷ·
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
a е°ҚdвүҘ3mmе’ҢlвүҘ2dе’Ңbпјң2dпјҢиҰӢ9.1.5е’Ң9.2.5гҖӮ
b е°Қ4.6гҖҒ5.6гҖҒ8.8е’Ң10.9зҙҡзҡ„ж•ёеҖјеңЁйҷ„йҢ„CдёӯзөҰеҮәгҖӮ
c е°Қ4.8гҖҒ5.8 е’Ң 6.8гҖӮ
d lвүҘ2.7dе’ҢbвүҘ2.2dгҖӮ
e жңүдәүиӯ°жҷӮпјҢжң¬и©Ұй©—жҳҜд»ІиЈҒи©Ұй©—гҖӮ
f GB/T 3098.13е°Қ4.6зҙҡпҪһ6.8зҙҡжңӘиҰҸе®ҡж•ёеҖјгҖӮ
g жңүдәүиӯ°жҷӮпјҢеҸҜд»Ҙз”ЁжӢүеҠӣи©Ұй©—жӣҝд»ЈгҖӮ
иЎЁ9 FF2и©Ұй©—зі»еҲ— е…ЁжүҝијүиғҪеҠӣзҡ„иһәжҹұжҲҗе“Ғ
No.
пјҲиҰӢиЎЁ3пјүжҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
4.6гҖҒ4.8гҖҒ5.6гҖҒ5.8гҖҒ6.8
8.8гҖҒ9.8гҖҒ10.9гҖҒ12.9/12.9
dпјң3mmжҲ–
ltпјң3dжҲ–
bпјң2.0ddвүҘ3mmе’Ң
ltвүҘ3dе’Ң
bвүҘ2.0ddпјң3mmжҲ–
ltпјң3dжҲ–bпјң2.0ddвүҘ3mmе’Ң
ltвүҘ3dе’Ң
bвүҘ2.0d1
жңҖе°ҸжҠ—жӢүеј·еәҰRm.min
жӢүеҠӣи©Ұй©—
9.2
NF
a
NF
a
5
е…¬зЁұдҝқиӯүжҮүеҠӣSP.е…¬зЁұ
дҝқиӯүијүиҚ·и©Ұй©—
9.6
NF
NF
8
жңҖе°Ҹж–·еҫҢдјёй•·зҺҮAf.min
з·Ҡеӣә件еҜҰзү©жӢүеҠӣи©Ұй©—
9.3
NF
bпјҢd
bпјҢd
cпјҢd
bпјҢd
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9,10
NF
NF
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰйҷҚдҪҺеҖј
еҶҚеӣһзҒ«и©Ұй©—
9.12
NF
NF
e
e
18
иЎЁйқўзјәйҷ·
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
a еҰӮжһңиһәж “ж–·иЈӮеңЁж“°е…ҘйҮ‘еұ¬з«Ҝзҡ„иһәзҙӢй•·еәҰbmеҶ…пјҢеҸҜд»ҘжңҖе°ҸзЎ¬еәҰд»ЈжӣҝRmпјҢminпјҢжҲ–иҖ…д№ҹеҸҜд»ҘжҢү9.7з”Ёж©ҹжў°еҠ е·Ҙи©Ұ件測е®ҡжҠ—жӢүеј·еәҰRm гҖӮ
b ltвүҘ3.2dгҖҒbвүҘ2.2dгҖӮ
c е°Қ4.6зҙҡгҖҒ5.6зҙҡгҖҒ8.8зҙҡе’Ң10.9зҙҡзҡ„ж•ёеҖјеңЁйҷ„йҢ„CдёӯзөҰеҮәгҖӮ
d е°Қ4.8зҙҡгҖҒ5.8зҙҡе’Ң 6.8зҙҡгҖӮ
e жңүдәүиӯ°жҷӮпјҢжң¬и©Ұй©—жҳҜд»ІиЈҒи©Ұй©—гҖӮ
иЎЁ10 FF3 и©Ұй©—зі»еҲ— еӣ й ӯйғЁиЁӯиЁҲйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„иһәйҮҳжҲҗе“Ғ
No.
пјҲиҰӢиЎЁ3пјүжҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
04.6гҖҒ04.8гҖҒ05.6гҖҒ
05.8гҖҒ06.808.8гҖҒ09.8гҖҒ010.9гҖҒ
012.9/012.9dпјң3mmжҲ–
lпјң2.5dжҲ–
bпјң2.0ddвүҘ3mmе’Ң
lвүҘ2.5dе’Ң
bвүҘ2.0ddпјң3mmжҲ–
lпјң2.5dжҲ–bпјң2.0ddвүҘ3mmе’Ң
lвүҘ2.5dе’Ң
bвүҘ2.0da
жңҖе°ҸжӢүеҠӣиҚ·ијү
еӣ й ӯйғЁиЁӯиЁҲзҡ„еҺҹеӣ пјҢжӢүеҠӣи©Ұй©—пјҢдёҚж–·еңЁжңӘж—ӢеҗҲзҡ„иһәзҙӢй•·еәҰеҶ…
9.4
NF
a
NF
a
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9.10
NF
NF
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰйҷҚдҪҺеҖј
еҶҚеӣһзҒ«и©Ұй©—
9.12
NF
NF
b
b
18
иЎЁйқўзјәйҷ·b
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
a жңҖе°ҸжӢүеҠӣијүиҚ·пјҢиҰӢзӣёй—ңз”ўе“Ғж Үжә–гҖӮ
b жңүдәүиӯ°жҷӮпјҢжң¬и©Ұй©—жҳҜд»ІиЈҒи©Ұй©—гҖӮ
иЎЁ11 FF4 и©Ұй©—зі»еҲ— йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„иһәж “гҖҒиһәйҮҳе’ҢиһәжҹұжҲҗе“ҒпјҲеҰӮпјҢи…°зӢҖжқҶпјү
No.
пјҲиҰӢиЎЁ3пјүжҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
04.6гҖҒ05.6
08.8гҖҒ09.8гҖҒ010.9гҖҒ012.9/012.9
dпјң3mmжҲ–
и…°зӢҖжқҶй•·еәҰ
пјң3dsжҲ–
bпјңddвүҘ3mmе’Ң
и…°зӢҖжқҶй•·еәҰвүҘ3dsе’Ң
bвүҘddпјң3mmжҲ–
и…°зӢҖжқҶй•·еәҰ
пјң3dsжҲ–
bпјңddвүҘ3mmе’Ң
и…°зӢҖжқҶй•·еәҰ
вүҘ3dsе’Ң
bвүҘd1
жңҖе°ҸжҠ—жӢүеј·еәҰRm.min
е°Қи…°зӢҖжқҶиһәж “е’Ңиһәжҹұзҡ„жӢүеҠӣи©Ұй©—
9.5
NF
a
NF
a
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9.10
NF
NF
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰйҷҚдҪҺеҖј
еҶҚеӣһзҒ«и©Ұй©—
9.12
NF
NF
b
b
18
иЎЁйқўзјәйҷ·
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
a Rm.minиҲҮи…°зӢҖжқҶж©«жҲӘйқўз©Қжңүй—ңпјҢAdsпјқПҖ/4ds2гҖӮ
b жңүдәүиӯ°жҷӮпјҢжң¬и©Ұй©—жҳҜд»ІиЈҒи©Ұй©—гҖӮ
иЎЁ12 MP1и©Ұй©—зі»еҲ— з”Ёж©ҹжў°еҠ е·Ҙи©Ұ件測е®ҡжқҗж–ҷжҖ§иғҪ
No.
(иҰӢиЎЁ3)жҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
4.6гҖҒ5.6
8.8гҖҒ9.8гҖҒ10.9гҖҒ12.9/12.9
3вүӨdпјң4.5mm
е’Ңd0пјңd3пјҢminе’ҢbвүҘdе’Ң
lвүҘ6.5ddвүҘ4.5mmе’Ң
d0вүҘ3mmе’Ң
bвүҘdе’Ң
lвүҘdпјӢ26mm3вүӨdпјң4.5mmе’Ңd0пјңd3пјҢminе’ҢbвүҘdе’ҢlвүҘ6.5d
4.5mmвүӨdвүӨ16mmе’Ңd0вүҘ3mmе’Ң
bвүҘdе’Ң
lвүҘdпјӢ26mmdпјһ16mmе’Ң
d0вүҘ0.75ds
е’ҢbвүҘdе’Ң
lвүҘ5.5dпјӢ8mm1
жңҖе°ҸжҠ—жӢүеј·еәҰRm.min
ж©ҹжў°еҠ е·Ҙи©Ұ件
зҡ„жӢүеҠӣи©Ұй©—9.7
a
a
a, b, c
a, d, e
a, f, g
2
жңҖе°ҸдёӢеұҲжңҚеј·еәҰReL.min
h
h
NF
NF
NF
3
иҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„жңҖе°ҸжҮүеҠӣRP0.2.min
NFh
NFh
6
жңҖе°Ҹж–·еҫҢдјёй•·зҺҮAmin
7
жңҖе°Ҹж–·йқўж”¶зё®зҺҮZmin
NF
NF
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9.10
NF
NF
17
жңҖе°Ҹеҗёж”¶иғҪеҠӣKvпјҢmin
жІ–ж“Ҡи©Ұй©—dвүҘ16mmе’ҢliжҲ–ltвүҘ55mm
9.14
NF
j
NF
18
иЎЁйқўзјәйҷ·k
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
f
a еҰӮжё¬е®ҡиһәжҹұпјҢжңҖе°ҸзёҪй•·еәҰжҮүеңЁй•·еәҰе…¬ејҸдёӯеўһеҠ 1dгҖӮ
b е°Қиһәж “е’ҢиһәйҮҳпјҢжё¬е®ҡZminеүҮlвүҘ5dгҖӮ
c е°ҚиһәжҹұпјҢжё¬е®ҡZminеүҮltвүҘ6dгҖӮ
d е°Қиһәж “е’ҢиһәйҮҳпјҢжё¬е®ҡZminеүҮlвүҘdпјӢ20mmгҖӮ
e е°ҚиһәжҹұпјҢжё¬е®ҡZminеүҮltвүҘ2dпјӢ20mmгҖӮ
f е°Қиһәж “е’ҢиһәйҮҳпјҢжё¬е®ҡZminеүҮlвүҘ4dпјӢ8mmгҖӮ
g е°ҚиһәжҹұпјҢжё¬е®ҡZminеүҮltвүҘ5dпјӢ8mmгҖӮ
h еңЁдёҚиғҪжё¬е®ҡдёӢеұҲжңҚеј·еәҰReLзҡ„жғ…жіҒдёӢпјҢе…ҒиЁұжё¬йҮҸиҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„жҮүеҠӣRP0.2гҖӮ
i й ӯйғЁй«ҳеәҰеҸҜд»ҘеҢ…жӢ¬еңЁеҶ…гҖӮ
j еғ…е°Қ5.6зҙҡгҖӮ
k еңЁж©ҹжў°еҠ е·Ҙд№ӢеүҚеҜҰж–ҪжӘўжҹҘгҖӮ
иЎЁ13 MP2и©Ұй©—зі»еҲ— з”Ёе…ЁжүҝијүиғҪеҠӣзҡ„иһәж “гҖҒиһәйҮҳе’ҢиһәжҹұжҲҗе“Ғжё¬е®ҡжқҗж–ҷжҖ§иғҪ
No.
пјҲиҰӢиЎЁ3пјүжҖ§иғҪ
и©Ұй©—ж–№жі•
жўқеҸ·
жҖ§иғҪзӯүзҙҡ
4.6гҖҒ5.6
4.8гҖҒ5.8гҖҒ6.8
8.8гҖҒ9.8гҖҒ10.9гҖҒ12.9/12.9
dвүҘ3mmжҲ–lвүҘ2.7daжҲ–bвүҘ2.2d
1
жңҖе°ҸжҠ—жӢүеј·еәҰRmпјҢmin
з·Ҡеӣә件жҲҗе“ҒжӢүеҠӣи©Ұй©—
9.2
d
d
d
4
иҰҸе®ҡйқһжҜ”дҫӢ延伸0.0048dзҡ„жңҖе°ҸжҮүеҠӣRPfпјҢmin
з·Ҡеӣә件еҜҰзү©жӢүеҠӣи©Ұй©—
9.3
b
c
5
е…¬зЁұдҝқиӯүжҮүеҠӣSPпјҢе…¬зЁұ
з·Ҡеӣә件еҜҰзү©дҝқиӯүијүиҚ·и©Ұй©—
9.6
d
d
d
8
жңҖе°Ҹж–·еҫҢдјёй•·зҺҮAf.min
з·Ҡеӣә件еҜҰзү©жӢүеҠӣи©Ұй©—
9.3
e
e
10жҲ–11жҲ–12
зЎ¬еәҰ
зЎ¬еәҰи©Ұй©—
9.9
13
жңҖй«ҳиЎЁйқўзЎ¬еәҰ
еўһзўіи©Ұй©—
9.11
NF
NF
14
жңҖеӨ§и„«зўіеұӨ
и„«зўіи©Ұй©—
9.10
NF
NF
15
еҶҚеӣһзҒ«еҫҢзЎ¬еәҰйҷҚдҪҺеҖј
еҶҚеӣһзҒ«и©Ұй©—
9.12
NF
NF
f
18
иЎЁйқўзјәйҷ·
иЎЁйқўзјәйҷ·жӘўжҹҘ
9.15
a иһәжҹұж“°е…Ҙж©ҹй«”з«ҜжҜ”ж“°е…ҘиһәжҜҚз«ҜжҲ–ltвүҘ3.2dзҡ„е…ЁиһәзҙӢиһәжҹұеҸ—еҲ°жӣҙй«ҳзҡ„жӢүеҠӣијүиҚ·гҖӮ
b иЎЁ3жІ’жңүиҰҸе®ҡ4.6зҙҡе’Ң5.6зҙҡзҡ„иҰҸе®ҡйқһжҜ”дҫӢ延伸0.0048dзҡ„жңҖе°ҸжҮүеҠӣR PfгҖӮ
c з„ЎеҸҜдҪҝз”Ёзҡ„ж•ёеҖјгҖӮ
d lвүҘ2.5dе’ҢbвүҘ2.0dгҖӮ
e йҷ„йҢ„CдёӯзөҰеҮәAfзҡ„еҸғиҖғж•ёеҖјгҖӮ
f жңүдәүиӯ°жҷӮпјҢжң¬и©Ұй©—жҳҜд»ІиЈҒи©Ұй©—гҖӮ
-
и©Ұй©—ж–№жі•
9 и©Ұй©—ж–№жі•
9.1 иһәж “е’ҢиһәйҮҳпјҲдёҚеҗ«иһәжҹұпјүжҲҗе“ҒжҘ”иІ ијүи©Ұй©—
9.1.1 йҖҡеүҮ
жң¬и©Ұй©—еҸҜеҗҢжҷӮжё¬е®ҡпјҡ
вҖ”вҖ”иһәж “е’ҢиһәйҮҳжҲҗе“Ғзҡ„жҠ—жӢүеј·еәҰRmгҖӮ
вҖ”вҖ”й ӯиҲҮз„ЎиһәзҙӢжқҶйғЁжҲ–иһәзҙӢйғЁеҲҶдәӨжҺҘиҷ•зҡ„зүўеӣәжҖ§гҖӮ
9.1.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺеё¶жҲ–дёҚеё¶жі•иҳӯйқўпјҢ并з¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„иһәж “е’ҢиһәйҮҳпјҡ
вҖ”вҖ”е№іж”ҜжүҝиЎЁйқўжҲ–йӢёйҪ’еҪўиЎЁйқўпјӣ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁпјӣ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺз„ЎиһәзҙӢжқҶйғЁпјӣ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘dsпјһd2 жҲ–dsвүҲd2пјӣ
вҖ”вҖ”е…¬зЁұй•·еәҰlвүҘ2.5dпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ2.0dпјӣ
вҖ”вҖ”ж “жҺҘзөҗж§Ӣзҡ„иһәж “bпјң2dпјӣ
вҖ”вҖ”3 mmвүӨdвүӨ39 mm;
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.1.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүз¬ҰеҗҲGB/T 16825.1зҡ„иҰҸе®ҡгҖӮдёҚиғҪдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®пјҢеӣ е…¶е°Қең–1е’ҢиЎЁ16жүҖиҰҸе®ҡзҡ„жҘ”еўҠи§’еәҰжңүијғеӨ§зҡ„еҪұйҹҝгҖӮ
9.1.4 и©Ұй©—иЈқзҪ®
еӨҫе…·гҖҒжҘ”еўҠе’ҢиһәзҙӢеӨҫе…·жҮүжҢүд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45HRCпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dhпјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”жҘ”еўҠпјҡжҢүең–1гҖҒиЎЁ15е’ҢиЎЁ16зҡ„иҰҸе®ҡгҖӮ
иЎЁ14 еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢ
з·Ҡеӣә件表йқўиҷ•зҗҶ
иһәзҙӢе…¬е·®
иЎЁйқўиҷ•зҗҶеүҚз·Ҡеӣә件зҡ„иһәзҙӢ
еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢ
дёҚ經表йқўиҷ•зҗҶ
6hжҲ–6g
6H
жҢүGB/T 5267.1йӣ»йҚҚ
6gжҲ–6eжҲ–6f
6H
жҢүGB/T 5267.2йқһйӣ»и§ЈйӢ…зүҮеЎ—еұӨ
6gжҲ–6eжҲ–6f
6H
жҢүGB/T 5267.3зҶұжөёйҚҚйӢ…гҖҒеҠ еӨ§ж”»зөІе°әеҜёзҡ„иһәжҜҚиһәзҙӢпјҡ
вҖ”вҖ”6Hпјӣ
вҖ”вҖ”6AZпјӣ
вҖ”вҖ”6AX
6az
6gжҲ–6h
6gжҲ–6h
6H
6AZ
6AX
и©Іи©Ұй©—иЈқзҪ®жҮүжңүи¶іеӨ зҡ„еүӣжҖ§пјҢд»ҘзЎ®дҝқеҪҺжӣІзҷјз”ҹеңЁй ӯиҲҮз„ЎиһәзҙӢжқҶйғЁжҲ–иһәзҙӢйғЁеҲҶзҡ„дәӨжҺҘиҷ•гҖӮ
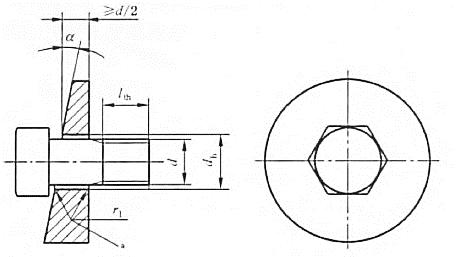
a еҖ’ең“жҲ–45В°еҖ’и§’пјҢиҰӢиЎЁ15гҖӮ
ең–1 иһәж “е’ҢиһәйҮҳжҲҗе“ҒжҘ”иІ ијүи©Ұй©—з”ЁжҘ”еўҠ
иЎЁ15 жҘ”еўҠеӯ”еҫ‘е’Ңең“и§’еҚҠеҫ‘пјҲе–®дҪҚпјҡжҜ«зұі)
иһәзҙӢе…¬зЁұзӣҙеҫ‘d
d haпјҢb
r1c
иһәзҙӢе…¬зЁұзӣҙеҫ‘d
dhaпјҢb
r1c
min
max
min
max
3
3.4
3.58
0.7
16
17.5
17.77
1.3
3.5
3.9
4.08
0.7
18
20
20.33
1.3
4
4.5
4.68
0.7
20
22
22.33
1.6
5
5.5
5.68
07
22
24
24.33
1.6
6
6.6
6.82
0.7
24
26
26.33
1.6
7
7.6
7.82
0.8
27
30
30.33
1.6
8
9
9.22
0.8
30
33
33.39
1.6
10
11
11.27
0.8
33
36
36.39
1.6
12
13.5
13.77
0.8
36
39
39.39
1.6
14
15.5
15.77
1.3
39
42
42.39
1.6
a жҢүGB/T 5277дёӯзӯүиЈқй…Қзі»еҲ—гҖӮ
b е°Қж–№й ёиһәж “пјҢи©Іеӯ”жҮүиғҪиҲҮж–№й ёзӣёй…ҚгҖӮ
c Cзҙҡз”ўе“ҒпјҢең“и§’r 1жҢүдёӢејҸиЁҲз®—пјҡ
r 1 = rmaxпјӢ0.2
ејҸдёӯпјҡ
rmax пјқпјҲdaпјҢmax- daпјҢminпјү/ 2гҖӮ
иЎЁ16 жҘ”иІ ијүи©Ұй©—з”ЁжҘ”еўҠи§’еәҰ Оұ
иһәзҙӢе…¬зЁұзӣҙеҫ‘ d/mm
жҖ§ иғҪ зӯү зҙҡ
иһәж “жҲ–иһәйҮҳзҡ„з„ЎиһәзҙӢжқҶйғЁй•·еәҰ
lsвүҘ2d
е…ЁиһәзҙӢиһәйҮҳгҖҒиһәж “жҲ–иһәйҮҳз„ЎиһәзҙӢжқҶйғЁй•·еәҰ
lsпјң2d
4.6гҖҒ4.8гҖҒ5.6гҖҒ5.8гҖҒ6.8гҖҒ8.8гҖҒ9.8гҖҒ10.9
12.9/12.9
4.6гҖҒ4.8гҖҒ5.6гҖҒ5.8гҖҒ6.8гҖҒ8.8гҖҒ9.8гҖҒ10.9
12.9/12.9
ОұВұ30вҖҷ
3вүӨdвүӨ20
10В°
6В°
6В°
4В°
20пјңdвүӨ39
6В°
4В°
4В°
4В°
й ӯйғЁж”Ҝжүҝйқўзӣҙеҫ‘и¶…йҒҺ1.7dпјҢиҖҢжңӘйҖҡйҒҺжҘ”иІ ијүи©Ұй©—зҡ„иһәж “е’ҢиһәйҮҳжҲҗе“ҒпјҢеҸҜе°Ҷй ӯйғЁеҠ е·ҘеҲ°1.7dпјҢ并жҢүиЎЁ16иҰҸе®ҡзҡ„жҘ”еўҠи§’еәҰеҶҚж¬ЎйҖІиЎҢи©Ұй©—гҖӮ
жӯӨеӨ–пјҢе°Қй ӯйғЁж”Ҝжүҝйқўзӣҙеҫ‘и¶…йҒҺ1.9dзҡ„иһәж “е’ҢиһәйҮҳжҲҗе“ҒпјҢеҸҜе°ҶжҘ”еўҠи§’еәҰ10В°жёӣе°ҸзӮә6В°гҖӮ
9.1.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
е°Ҷ9.1.4иҰҸе®ҡзҡ„жҘ”еўҠжҢүең–1жүҖзӨәзҪ®дәҺиһәж “жҲ–иһәйҮҳй ӯдёӢгҖӮжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthвүҘ1dгҖӮ
е°Қеё¶зҹӯиһәзҙӢй•·еәҰж “жҺҘзөҗж§Ӣиһәж “зҡ„жҘ”иІ ијүи©Ұй©—пјҢе…ҒиЁұзҡ„жңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthвүӨ1dгҖӮ
жҮүжҢүGB/T 228зҡ„иҰҸе®ҡйҖІиЎҢжҘ”иІ ијүжӢүеҠӣи©Ұй©—гҖӮи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҢдёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
жӢүеҠӣи©Ұй©—жҮүжҢҒз№јйҖІиЎҢпјҢзӣҙиҮіж–·иЈӮгҖӮ
жё¬йҮҸжҘөйҷҗжӢүеҠӣијүиҚ·Fm гҖӮ
9.1.6 и©Ұй©—зөҗжһң
9.1.6.1 жё¬е®ҡжҠ—жӢүеј·еәҰ Rm
9.1.6.1.1 ж–№жі•
ж №ж“ҡе…¬зЁұжҮүеҠӣжҲӘйқўз©ҚпјҢAsпјҢе…¬зЁұе’Ңи©Ұй©—йҒҺзЁӢдёӯжё¬йҮҸзҡ„жҘөйҷҗжӢүеҠӣијүиҚ·пјҢFm иЁҲз®—жҠ—жӢүеј·еәҰ Rm:
Rm =Fm/AsпјҢе…¬зЁұ
ејҸдёӯпјҡ
AsпјҢе…¬зЁұпјқпјҲПҖпјҸ4пјүГ—пј»пјҲd 2пјӢd 3пјү/ 2]2
ејҸдёӯпјҡ
d2вҖ”вҖ”еӨ–иһәзҙӢзҡ„еҹәжң¬дёӯеҫ‘пјҲGB/T 196пјүпјӣ
d3вҖ”вҖ”еӨ–иһәзҙӢе°Ҹеҫ‘пјҢd 3пјқd 1пјҚH/6пјӣ
d1вҖ”вҖ”еӨ–иһәзҙӢзҡ„еҹәжң¬е°Ҹеҫ‘пјҲGB/T 196пјүпјӣ
H вҖ”вҖ”еҺҹе§Ӣдёүи§’еҪўй«ҳеәҰпјҲGB/T 192пјүгҖӮ
е…¬зЁұжҮүеҠӣжҲӘйқўз©ҚAsпјҢе…¬зЁұзҡ„ж•ёеҖјеңЁиЎЁ4е’ҢиЎЁ6дёӯзөҰеҮәгҖӮ
9.1.6.1.2 жҠҖиЎ“иҰҒжұӮ
иһәж “е’ҢиһәйҮҳжҮүж–·иЈӮеңЁжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…жҲ–з„ЎиһәзҙӢжқҶйғЁгҖӮ
жҠ—жӢүеј·еәҰ Rm жҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮжңҖе°ҸжӢүеҠӣијүиҚ· FmпјҢminпјҢжҮүз¬ҰеҗҲиЎЁ4жҲ–иЎЁ6зҡ„иҰҸе®ҡгҖӮ
жіЁпјҡйҡҸзқҖзӣҙеҫ‘жёӣе°ҸпјҢе…¬зЁұжҮүеҠӣжҲӘйқўз©ҚиҲҮжңүж•ҲжҮүеҠӣжҲӘйқўз©Қзҡ„е·®з•°йҖҗжјёеўһеҠ гҖӮ當硬еәҰз”ЁдәҺйҒҺзЁӢжҺ§еҲ¶жҷӮпјҢе°Өе…¶е°Қијғе°Ҹзҡ„зӣҙеҫ‘пјҢйңҖиҰҒжҸҗй«ҳзЎ¬еәҰеҖјпјҢ并超йҒҺиЎЁ3иҰҸе®ҡзҡ„жңҖе°ҸзЎ¬еәҰпјҢд»ҘйҒ”еҲ°жңҖе°ҸжӢүеҠӣијүиҚ·гҖӮ
9.1.6.2 жё¬е®ҡй ӯиҲҮжқҶйғЁжҲ–иһәзҙӢйғЁеҲҶдәӨжҺҘиҷ•зҡ„зүўеӣәжҖ§
дёҚжҮүж–·иЈӮеңЁй ӯйғЁгҖӮ
её¶з„ЎиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳдёҚжҮүеңЁй ӯиҲҮжқҶйғЁдәӨжҺҘиҷ•ж–·иЈӮгҖӮ
е…ЁиһәзҙӢзҡ„иһәйҮҳпјҢеҰӮж–·иЈӮе§ӢдәҺжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…пјҢе…ҒиЁұеңЁжӢүж–·еүҚ已延伸жҲ–ж“ҙеұ•еҲ°й ӯйғЁиҲҮиһәзҙӢдәӨжҺҘиҷ•пјҢжҲ–иҖ…йҖІе…Ҙй ӯйғЁгҖӮ
9.2 зӮәжё¬е®ҡжҠ—жӢүеј·еәҰе°Қз·Ҡеӣә件жҲҗе“Ғзҡ„жӢүеҠӣи©Ұй©—
9.2.1 йҖҡеүҮ
жң¬и©Ұй©—з”ЁдәҺжё¬е®ҡз·Ҡеӣә件жҲҗе“Ғзҡ„жҠ—жӢүеј·еәҰRm гҖӮ
жң¬и©Ұй©—еҸҜиҲҮ9.3иҰҸе®ҡзҡ„и©Ұй©—дёҖ并йҖІиЎҢгҖӮ
9.2.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺз„ЎиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘d sпјһd 2жҲ–d sвүҲd 2пјӣ
вҖ”вҖ”иһәж “е’ҢиһәйҮҳзҡ„е…¬зЁұй•·еәҰlвүҘ2.5dпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ2.0dпјӣ
вҖ”вҖ”ж “жҺҘзөҗж§Ӣиһәж “bпјң2d;
вҖ”вҖ”иһәжҹұзҡ„зёҪй•·еәҰltвүҘ3.0dпјӣ
вҖ”вҖ”3mmвүӨdвүӨ39mmпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.2.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүз¬ҰеҗҲGB/T 16825.1зҡ„иҰҸе®ҡгҖӮиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.2.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dhпјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
9.2.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
иһәж “е’ҢиһәйҮҳи©Ұ件жҮүжҢүең–2aпјүе’Ңең–2bпјүжүҖзӨәж“°е…ҘеҶ…иһәзҙӢеӨҫе…·пјӣе°Қиһәжҹұи©Ұ件жҮүж“°е…Ҙе…©еҖӢеҶ…иһәзҙӢеӨҫе…·пјҢиҰӢең–2cпјүе’Ңең–2dпјүгҖӮиһәзҙӢжңүж•Ҳж—ӢеҗҲй•·еәҰвүҘ1dгҖӮ
жңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthвүҘ1dгҖӮ
然иҖҢпјҢ當жң¬и©Ұй©—иҲҮ9.3иҰҸе®ҡзҡ„и©Ұй©—дёҖ并йҖІиЎҢжҷӮпјҢжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlth=1.2dгҖӮ
е°Қеё¶зҹӯиһәзҙӢж “жҺҘзөҗж§Ӣз”Ёиһәж “зҡ„жӢүеҠӣи©Ұй©—пјҢжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthпјң1dпјҢ并жҮүжҢүGB/T 228зҡ„иҰҸе®ҡйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҢдёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
жӢүеҠӣи©Ұй©—жҮүжҢҒзәҢйҖІиЎҢпјҢзӣҙиҮіж–·иЈӮгҖӮ
жё¬йҮҸжҘөйҷҗжӢүеҠӣијүиҚ·Fm гҖӮ
иӘӘжҳҺпјҡ
1вҖ”вҖ”ж“°е…Ҙж©ҹй«”з«Ҝпјӣ
2вҖ”вҖ”ж“°е…ҘиһәжҜҚз«Ҝпјӣ
dhвҖ”вҖ”еӯ”еҫ‘пјӣ
lthвҖ”вҖ”и©Ұй©—еӨҫе…·дёӯз·Ҡеӣә件жңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰгҖӮ
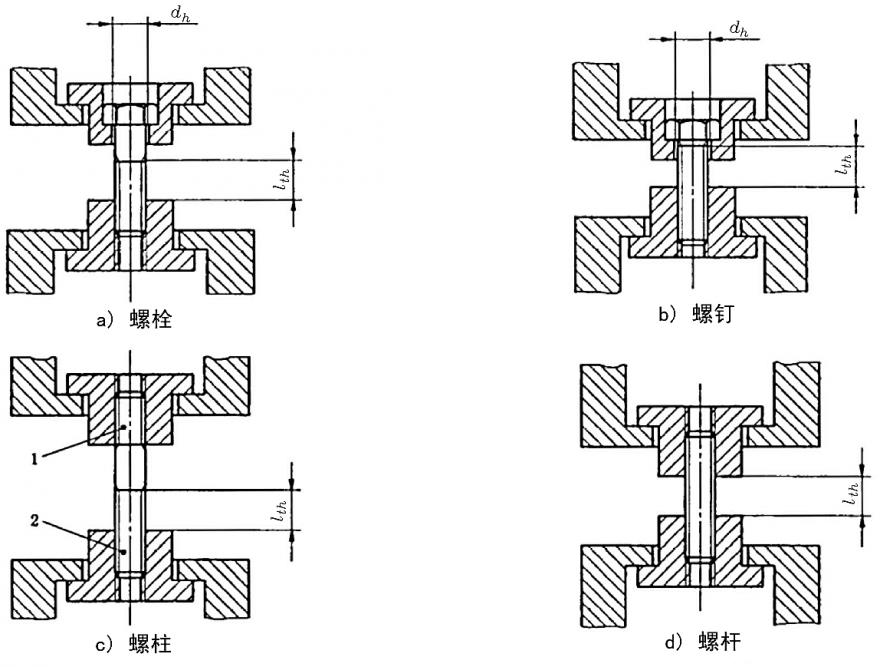
ең–2 и©Ұй©—иЈқзҪ®зӨәдҫӢ
9.2.6 и©Ұй©—зөҗжһң
9.2.6.1 ж–№жі•
иЁҲз®—ж–№жі•иҰӢ9.1.6.1гҖӮ
9.2.6.2 жҠҖиЎ“иҰҒжұӮ
з·Ҡеӣә件жҮүж–·иЈӮеңЁжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…жҲ–з„ЎиһәзҙӢжқҶйғЁгҖӮ
е…ЁиһәзҙӢзҡ„иһәйҮҳпјҢеҰӮж–·иЈӮе§ӢдәҺжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…пјҢе…ҒиЁұеңЁжӢүж–·еүҚ已延伸жҲ–ж“ҙеұ•еҲ°й ӯйғЁиҲҮиһәзҙӢдәӨжҺҘиҷ•пјҢжҲ–иҖ…йҖІе…Ҙй ӯйғЁгҖӮ
жҠ—жӢүеј·еәҰRmжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮжңҖе°ҸжӢүеҠӣијүиҚ·FmпјҢminпјҢжҮүз¬ҰеҗҲиЎЁ4жҲ–иЎЁ6зҡ„иҰҸе®ҡгҖӮ
жіЁпјҡйҡҸзқҖзӣҙеҫ‘жёӣе°ҸпјҢе…¬зЁұжҮүеҠӣжҲӘйқўз©ҚиҲҮжңүж•ҲжҮүеҠӣжҲӘйқўз©Қзҡ„е·®з•°йҖҗжјёеўһеҠ гҖӮ當硬еәҰз”ЁдәҺйҒҺзЁӢжҺ§еҲ¶жҷӮпјҢе°Өе…¶е°Қијғе°Ҹзҡ„зӣҙеҫ‘пјҢйңҖиҰҒжҸҗй«ҳзЎ¬еәҰеҖјпјҢ并超йҒҺиЎЁ3иҰҸе®ҡзҡ„жңҖе°ҸзЎ¬еәҰпјҢд»ҘйҒ”еҲ°жңҖе°ҸжӢүеҠӣијүиҚ·гҖӮ
9.3 зӮәжё¬е®ҡж–·еҫҢдјёй•·зҺҮAfе’Ң0.0048dйқһжҜ”дҫӢ延伸жҮүеҠӣRPfе°Қз·Ҡеӣә件еҜҰзү©зҡ„жӢүеҠӣи©Ұй©—
9.3.1 йҖҡеүҮ
жң¬и©Ұй©—еҸҜеҗҢжҷӮжё¬е®ҡпјҡ
вҖ”вҖ”з·Ҡеӣә件еҜҰзү©зҡ„ж–·еҫҢдјёй•·зҺҮAfпјӣ
вҖ”вҖ”з·Ҡеӣә件еҜҰзү©зҡ„0.0048dйқһжҜ”дҫӢ延伸жҮүеҠӣRPfгҖӮ
жң¬и©Ұй©—еҸҜиҲҮ9.2иҰҸе®ҡзҡ„и©Ұй©—дёҖ并йҖІиЎҢгҖӮ
9.3.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺз„ЎиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘dsпјһdжҲ–dsвүҲdпјӣ
вҖ”вҖ”иһәж “е’ҢиһәйҮҳзҡ„е…¬зЁұй•·еәҰlвүҘ2.7dпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ2.2dпјӣ
вҖ”вҖ”иһәжҹұзҡ„зёҪй•·еәҰltвүҘ3.2dпјӣ
вҖ”вҖ”иһәжҹұж“°е…Ҙеҹәй«”з«ҜжҮүжҜ”иһәжҜҚз«ҜжүҝеҸ—жӣҙй«ҳзҡ„жҘөйҷҗжӢүеҠӣијүиҚ·гҖӮ
вҖ”вҖ”3 mmвүӨdвүӨ39 mmпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.3.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүз¬ҰеҗҲGB/T 16825.1зҡ„иҰҸе®ҡгҖӮиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.3.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dhпјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
и©Ұй©—иЈқзҪ®жҮүжңүи¶іеӨ зҡ„еүӣжҖ§пјҢд»ҘйҒҝе…Қи®ҠеҪўиҖҢз”ўз”ҹеҪұйҹҝжё¬е®ҡ0.0048dйқһжҜ”дҫӢ延伸ијүиҚ·FPfжҲ–ж–·еҫҢдјёй•·зҺҮAf гҖӮ
9.3.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
жҢүең–2aпјүе’Ңең–2bпјүжүҖзӨәе°Ҷз·Ҡеӣә件и©Ұ件擰е…ҘеҶ…иһәзҙӢеӨҫе…·гҖӮе°Қиһәжҹұи©Ұ件жҮүдҪҝз”Ёе…©еҖӢиһәзҙӢеӨҫе…·пјҢиҰӢең–2cпјүе’Ңең–2dпјүгҖӮиһәзҙӢжңүж•Ҳж—ӢеҗҲй•·еәҰпјҢиҮіе°‘жҮүзӮә1dгҖӮе°ҚжүҝеҸ—ијүиҚ·зҡ„жңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰпјҢlthжҮүзӮә1.2dгҖӮ
жіЁпјҡзӮәйҒ”еҲ°lthпјқ1.2dзҡ„иҰҒжұӮпјҢе»әиӯ°йҮҮз”Ёд»ҘдёӢеҜҰз”Ёзҡ„ж–№жі•пјҡйҰ–е…ҲпјҢжҠҠиһәзҙӢеӨҫе…·ж“°еҲ°иһәзҙӢ收е°ҫпјӣ然еҫҢпјҢжҢүзӣёз•¶дәҺ1.2dзҡ„жүЈж•ёж“°йҖҖеӨҫе…·гҖӮ
жҮүжҢүGB/T 228зҡ„иҰҸе®ҡйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮйҖІиЎҢ0.0048dйқһжҜ”дҫӢ延伸ијүиҚ·пјҢFPfи©Ұй©—жҷӮпјҢи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮдёҚжҮүи¶…йҒҺ10 mm/minпјҢе…¶д»–и©Ұй©—дёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
еҸҜд»ҘзӣҙжҺҘеҖҹеҠ©йҖӮеҗҲзҡ„йӣ»еӯҗиЈқзҪ®пјҲеҰӮеҫ®иҷ•зҗҶж©ҹпјүпјҢжҲ–иҖ…дҫқж“ҡијүиҚ·-дҪҚ移жӣІз·ҡпјҲиҰӢGB/T 228пјүжҢҒзәҢжё¬йҮҸжӢүеҠӣијүиҚ·FпјҢзӣҙиҮіж–·иЈӮгҖӮи©ІжӣІз·ҡеҸҜд»ҘиҮӘеӢ•з№ӘеҲ¶пјҢжҲ–йҮҮз”Ёең–и§Јжі•гҖӮ
зӮәзҚІеҫ—ијғзІҫзЎ®зҡ„ең–и§Јжё¬йҮҸпјҢжӣІз·ҡзҡ„жҜ”дҫӢе°әжҮүдҪҝиЎЁзӨәеҪҲжҖ§и®ҠеҪўзҡ„зӣҙз·ҡйғЁеҲҶиҲҮијүиҚ·и»ёз·ҡй–“зҡ„еӨҫи§’еңЁ30В°пҪһ 45В°д№Ӣй–“гҖӮ
9.3.6 и©Ұй©—зөҗжһң
9.3.6.1 жё¬е®ҡж–·еҫҢдјёй•·зҺҮAf
9.3.6.1.1 ж–№жі•
еЎ‘жҖ§дјёй•·О”LP жҳҜеңЁйӣ»еӯҗиЈқзҪ®жҲ–иҖ…з”Ёең–и§Јжі•з№ӘеҲ¶зҡ„ијүиҚ·-дҪҚ移жӣІз·ҡдёҠзӣҙжҺҘйҖІиЎҢжё¬йҮҸпјҢиҰӢең–3гҖӮ
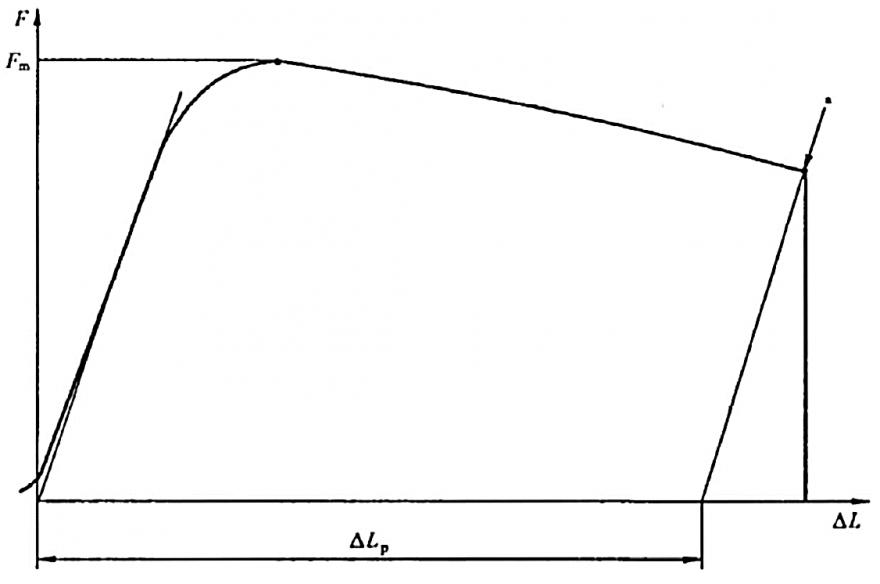
a ж–·иЈӮй»һгҖӮ
ең–3 жё¬е®ҡж–·еҫҢдјёй•·зҺҮAfзҡ„ијүиҚ·-дҪҚ移жӣІз·ҡ
жҮүжё¬йҮҸеҪҲжҖ§зҜ„еңҚпјҲжӣІз·ҡзҡ„зӣҙз·ҡйғЁеҲҶпјүзҡ„еӮҫж–ңи§’пјҲж–ңзҺҮйғЁеҲҶпјүпјӣйҖҡйҒҺж–·иЈӮй»һз•«дёҖжўқе№іиЎҢдәҺијүиҚ·-дјёй•·жӣІз·ҡдёӯеҪҲжҖ§и®ҠеҪўйҡҺж®өзӣҙз·ҡйғЁеҲҶзҡ„е№іиЎҢз·ҡпјҢиҰӢең–3дёӯaз·ҡгҖӮи©Іж–·иЈӮй»һиҲҮеӨҫз·ҠдҪҚ移зҡ„и»ёеҝғз·ҡзӣёдәӨзҡ„зӣҙз·ҡaжҮүиҲҮдјёй•·йҮҸеқҗж ҮпјҲж©«еқҗж ҮпјүО”LзӣёдәӨпјҢжҮүжё¬еҮәеЎ‘жҖ§дјёй•·О”LPпјҢиҰӢең–3гҖӮ
жңүдәүиӯ°жҷӮпјҢдҫӢеҰӮеңЁжё¬йҮҸеҪҲжҖ§зҜ„еңҚеҶ…пјҢзӣҙз·ҡйғЁеҲҶжңүдёҖе®ҡзҡ„еј§еәҰжҷӮпјҢеҸҜд»ҘйҖҡйҒҺжӣІз·ҡдёҠзӣёз•¶дәҺ0.4FPе’Ң0.7FPзҡ„е…©еҖӢй»һз•«дёҖзӣҙз·ҡпјҲеҶҚжҢүйҖҷдёҖзӣҙз·ҡз•«йҖҡйҒҺж–·иЈӮй»һзҡ„е№іиЎҢз·ҡпјүгҖӮFPжҳҜиЎЁ5е’ҢиЎЁ7зөҰеҮәзҡ„дҝқиӯүијүиҚ·гҖӮ
жҺҘдёӢејҸиЁҲз®—з·Ҡеӣә件еҜҰзү©зҡ„ж–·еҫҢдјёй•·зҺҮпјҡ
Af =О”LP/1.2d
9.3.6.1.2 жҠҖиЎ“иҰҒжұӮ
е°Қ4.8зҙҡгҖҒ5.8зҙҡе’Ң6.8зҙҡAfжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮ
9.3.6.2 жё¬е®ҡ0.0048dйқһжҜ”дҫӢ延伸жҮүеҠӣRPf
9.3.6.2.1 ж–№жі•
RPfжҮүеңЁијүиҚ·-дҪҚ移жӣІз·ҡдёҠзӣҙжҺҘжё¬е®ҡпјҢиҰӢең–4гҖӮ
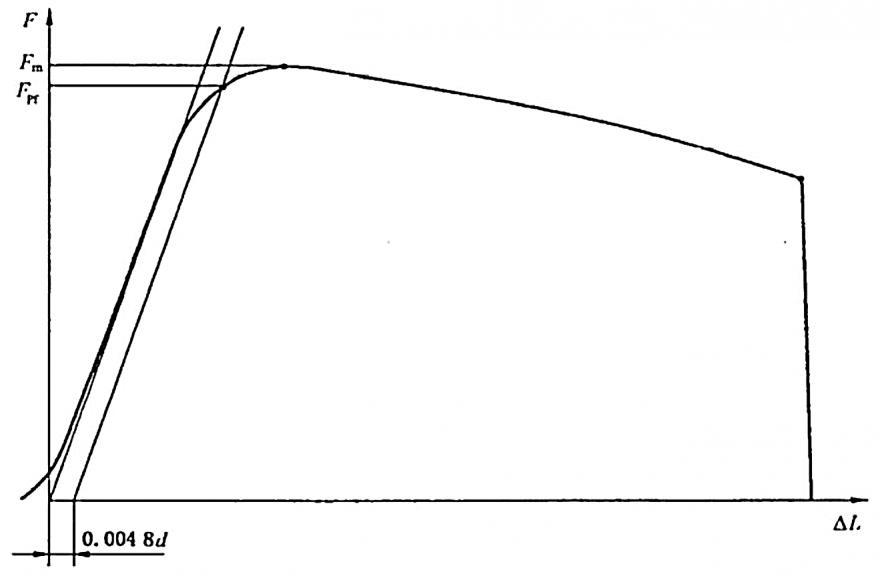
ең–4 жё¬е®ҡ0.0048dйқһжҜ”дҫӢ延伸жҮүеҠӣRPfзҡ„ијүиҚ·-дҪҚ移жӣІз·ҡ
еңЁеӨҫз·ҠдҪҚ移зҡ„и»ёеҝғз·ҡдёҠпјҢзӯүдәҺ0.0048dзҡ„и·қйӣўпјҢз•«дёҖжўқе№іиЎҢдәҺеҪҲжҖ§зҜ„еңҚпјҲжӣІз·ҡзҡ„зӣҙз·ҡйғЁеҲҶпјүеӮҫж–ңи§’зҡ„зӣҙз·ҡгҖӮи©Із·ҡиҲҮжӣІз·ҡзӣёдәӨй»һеҚізӣёз•¶дәҺијүиҚ·FPfгҖӮ
жңүдәүиӯ°жҷӮпјҢеңЁжё¬йҮҸеҪҲжҖ§зҜ„еңҚеҶ…пјҢијүиҚ·-дҪҚ移жӣІз·ҡзҡ„еӮҫж–ңи§’жҷӮпјҢжҮүйҖҡйҒҺзӣёз•¶дәҺ0.4FPе’Ң0.7FPиҲҮжӣІз·ҡзӣёдәӨзҡ„е…©еҖӢй»һз•«дёҖзӣҙз·ҡгҖӮFPжҳҜиЎЁ5е’ҢиЎЁ7зөҰеҮәзҡ„дҝқиӯүијүиҚ·гҖӮ
жҢүдёӢејҸиЁҲз®—0.0048dйқһжҜ”дҫӢ延伸жҮүеҠӣRPfпјҡ
RPfпјқFPf/ASпјҢе…¬зЁұ
ејҸдёӯпјҡASпјҢе…¬зЁұ еңЁ9.1.6.1дёӯиҰҸе®ҡгҖӮ
9.3.6.2.2 жҠҖиЎ“иҰҒжұӮ
е°ҡз„ЎиҰҸе®ҡзҡ„жҠҖиЎ“иҰҒжұӮгҖӮ
жіЁ1: RPfзҡ„ж•ёеҖјеңЁиӘҝжҹҘз ”з©¶дёӯгҖӮдҪңзӮәеҸғиҖғпјҢиҰӢиЎЁ3пјҲNo.4е’Ңи…іжіЁeпјүгҖӮ
жіЁ2пјҡз”ұдәҺеҲ¶йҖ ж–№жі•иҲҮиҰҸж јзҡ„еҪұйҹҝпјҢз”ұз·Ҡеӣә件еҜҰзү©и©Ұй©—еҫ—еҲ°зҡ„еұҲжңҚеј·еәҰеҖјд»Јжӣҝж©ҹжў°еҠ е·Ҙи©Ұ件еҫ—еҲ°зҡ„ж•ёеҖјжҳҜжңүе·®з•°зҡ„гҖӮ
9.4 й ӯйғЁејұзҡ„иһәж “е’ҢиһәйҮҳжӢүеҠӣи©Ұй©—
9.4.1 йҖҡеүҮ
жң¬и©Ұй©—зӮәжё¬е®ҡеӣ й ӯйғЁиЁӯиЁҲпјҢй җиЁҲдёҚж–·еңЁжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰеҶ…зҡ„иһәж “е’ҢиһәйҮҳзҡ„жӢүеҠӣијүиҚ·пјҲиҰӢ8.2пјүгҖӮ
9.4.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„иһәж “е’ҢиһәйҮҳпјҡ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘dSпјһd2жҲ–dS пјқd2пјӣ
вҖ”вҖ”е…¬зЁұй•·еәҰlвүҘ2.5dпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ2.0dпјӣ
вҖ”вҖ”3 mmвүӨdвүӨ39 mmпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.4.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүз¬ҰеҗҲGB/T 16825.1зҡ„иҰҸе®ҡгҖӮиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.4.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dh пјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
9.4.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
жҢүең–2aпјүе’Ңең–2bпјүжүҖзӨәе°Ҷз·Ҡеӣә件и©Ұ件擰е…ҘеҶ…иһәзҙӢеӨҫе…·гҖӮ
е°ҚжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthвүҘ1dгҖӮ
жҮүжҢүGB/T 228зҡ„иҰҸе®ҡйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҢдёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
жӢүеҠӣи©Ұй©—жҮүжҢҒзәҢйҖІиЎҢпјҢзӣҙиҮіж–·иЈӮгҖӮ
жё¬йҮҸжҘөйҷҗжӢүеҠӣијүиҚ·FmгҖӮ
9.4.6 и©Ұй©—зөҗжһң жҠҖиЎ“иҰҒжұӮ
и©ІжҘөйҷҗжӢүеҠӣијүиҚ·Fm жҮүзӯүдәҺжҲ–еӨ§дәҺеңЁзӣёжҮүз”ўе“Ғж Үжә–жҲ–е…¶д»–жҠҖиЎ“жўқ件дёӯиҰҸе®ҡзҡ„жңҖе°ҸжӢүеҠӣијүиҚ·гҖӮ
9.5 и…°зӢҖжқҶз·Ҡеӣә件жӢүеҠӣи©Ұй©—
9.5.1 йҖҡеүҮ
жң¬и©Ұй©—йҖӮз”ЁдәҺжё¬е®ҡи…°зӢҖжқҶз·Ҡеӣә件зҡ„жҠ—жӢүеј·еәҰRmпјҲиҰӢ8.2пјүгҖӮ
9.5.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘dSпјңd2пјӣ
вҖ”вҖ”и…°зӢҖжқҶй•·еәҰвүҘ3dSпјҲиҰӢең–6 LC пјүпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ1dпјӣ
вҖ”вҖ”3 mmвүӨdвүӨ39 mmпјӣ
вҖ”вҖ”4.6гҖҒ5.6гҖҒ8.8гҖҒ9.8гҖҒ10.9е’Ң12.9/12.9зҙҡгҖӮ
9.5.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүжҢүGB/T 16825.1зҡ„иҰҸе®ҡпјҢиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.5.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dh пјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
9.5.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
жҢүең–2aпјүжүҖзӨәе°Ҷз·Ҡеӣә件и©Ұ件擰е…ҘеҶ…иһәзҙӢеӨҫе…·гҖӮе°Қиһәжҹұи©Ұ件жҮүдҪҝз”Ёе…©еҖӢиһәзҙӢеӨҫе…·пјҢиҰӢең–2cпјүгҖӮиһәзҙӢжңүж•Ҳж—ӢеҗҲй•·еәҰпјҢиҮіе°‘жҮүзӮә1dгҖӮ
жҮүжҢүGB/T 228зҡ„иҰҸе®ҡйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҢдёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
жӢүеҠӣи©Ұй©—жҮүжҢҒзәҢйҖІиЎҢпјҢзӣҙиҮіж–·иЈӮгҖӮ
жё¬йҮҸжҘөйҷҗжӢүеҠӣијүиҚ·Fm гҖӮ
9.5.6 и©Ұй©—зөҗжһң
9.5.6.1 ж–№жі•
ж №ж“ҡи…°зӢҖжқҶж©«жҲӘйқўз©ҚAdsе’Ңи©Ұй©—дёӯжё¬йҮҸзҡ„жҘөйҷҗжӢүеҠӣијүиҚ·FmиЁҲз®—жҠ—жӢүеј·еәҰRm пјӣ
RmпјқFm/Ads
ејҸдёӯпјҡ
Adsпјқ(ПҖ/4) dS2
9.5.6.2 жҠҖиЎ“иҰҒжұӮ
ж–·иЈӮжҮүзҷјз”ҹеңЁи…°зӢҖжқҶеҶ…гҖӮ
жҠ—жӢүеј·еәҰRm жҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮ
9.6 з·Ҡеӣә件жҲҗе“ҒдҝқиӯүијүиҚ·и©Ұй©—
9.6.1 йҖҡеүҮ
дҝқиӯүијүиҚ·и©Ұй©—еҢ…жӢ¬е…©еҖӢжӯҘй©ҹпјҡ
вҖ”вҖ”еҜҰж–ҪиҰҸе®ҡзҡ„дҝқиӯүијүиҚ·пјҲиҰӢең–5пјүпјӣ
вҖ”вҖ”жё¬йҮҸз”ұдҝқиӯүијүиҚ·з”ўз”ҹзҡ„ж°ёд№…дјёй•·гҖӮ
9.6.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺз„ЎиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”з„ЎиһәзҙӢжқҶеҫ‘dSпјһd2жҲ–dSвүҲd2пјӣ
вҖ”вҖ”иһәж “е’ҢиһәйҮҳзҡ„е…¬зЁұй•·еәҰlвүҘ2.5dпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ2.0dпјӣ
вҖ”вҖ”иһәжҹұзҡ„зёҪй•·еәҰltвүҘ3.0dпјӣ
вҖ”вҖ”3 mmвүӨdвүӨ39 mmпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.6.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүжҢүGB/ T 16825. 1зҡ„иҰҸе®ҡгҖӮиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.6.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүжҢүд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dh пјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
иӘӘжҳҺпјҡ
1вҖ”вҖ”ијүиҚ·гҖӮ
жіЁпјҡжё¬й ӯиҲҮз·Ҡеӣә件жң«з«Ҝдёӯеҝғеӯ”й–“жҮүзӮәвҖңзҗғ-йҢҗвҖқжҺҘи§ёпјҢе…¶д»–йҖӮ當зҡ„ж–№жі•д№ҹеҸҜдҪҝз”ЁгҖӮ
ең–5 з·Ҡеӣә件жҲҗе“Ғж–ҪеҠ дҝқиӯүијүиҚ·е®үиЈқзӨәдҫӢ
9.6.5 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
и©Ұ件жҜҸз«ҜжҮүйҖІиЎҢйҖӮ當еҠ е·ҘпјҢеҰӮең–5жүҖзӨәгҖӮзӮәжё¬йҮҸй•·еәҰпјҲж–ҪеҠ ијүиҚ·еүҚгҖҒеҫҢпјүжҮүе°Ҷз·Ҡеӣә件зҪ®дәҺеё¶зҗғйқўжё¬й ӯпјҲжҲ–е…¶д»–йҖӮ當зҡ„ж–№жі•пјүзҡ„еҸ°жһ¶ејҸжё¬йҮҸе„ҖеҷЁдёӯгҖӮжҮүдҪҝз”ЁжүӢеҘ—жҲ–йү—еӯҗпјҢд»ҘдҪҝз”ұжә«еәҰеҪұйҹҝзҡ„жё¬йҮҸиӘӨе·®жёӣе°‘еҲ°жңҖе°ҸгҖӮжё¬йҮҸж–ҪеҠ ијүиҚ·еүҚз·Ҡеӣә件зҡ„зёҪй•·еәҰl0гҖӮ
жҢүең–5жүҖзӨәе°Ҷз·Ҡеӣә件и©Ұ件擰е…ҘиһәзҙӢеӨҫе…·гҖӮе°ҚиһәжҹұжҮүдҪҝз”Ёе…©еҖӢиһәзҙӢеӨҫе…·гҖӮиһәзҙӢжңүж•Ҳж—ӢеҗҲй•·еәҰпјҢиҮіе°‘жҮүзӮә1dгҖӮе°ҚжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthжҮүзӮә1dгҖӮ
жіЁпјҡзӮәйҒ”еҲ°lthпјқ1dзҡ„иҰҒжұӮпјҢе»әиӯ°е…ҲжҠҠиһәзҙӢеӨҫе…·ж“°еҲ°иһәзҙӢ收е°ҫпјӣ然еҫҢпјҢжҢүзӣёз•¶дәҺ1dзҡ„жүЈж•ёж“°йҖҖеӨҫе…·гҖӮ
е°Қз·Ҡеӣә件軸еҗ‘ж–ҪеҠ иЎЁ5жҲ–иЎЁ7иҰҸе®ҡзҡ„дҝқиӯүијүиҚ·гҖӮ
и©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҢдёҚжҮүи¶…йҒҺ3 mm/minгҖӮжҮүдҝқжҢҒи©ІдҝқиӯүијүиҚ·15sгҖӮ
еҚёијүеҫҢпјҢжё¬йҮҸз·Ҡеӣә件зёҪй•·еәҰl1 гҖӮ
9.6.6 и©Ұй©—зөҗжһң жҠҖиЎ“иҰҒжұӮ
еҚёијүеҫҢпјҢз·Ҡеӣә件зҡ„зёҪй•·еәҰl1жҮүиҲҮеҠ ијүеүҚзҡ„l0зӣёеҗҢпјҲе…¶е…¬е·®Вұ12.5ОјmзӮәе…ҒиЁұзҡ„жё¬йҮҸиӘӨе·®пјүгҖӮжҹҗдәӣдёҚзЎ®е®ҡеӣ зҙ пјҢеҰӮзӣҙз·ҡеәҰгҖҒиһәзҙӢе°ҚдёӯжҖ§е’Ңжё¬йҮҸиӘӨе·®пјҢ當еҲқж¬Ўж–ҪеҠ дҝқиӯүијүиҚ·жҷӮпјҢеҸҜиғҪе°Һз·»з·Ҡеӣә件жҳҺйЎҜзҡ„дјёй•·гҖӮеңЁйҖҷзЁ®жғ…жіҒдёӢпјҢеҸҜдҪҝз”ЁжҜ”иЎЁ5е’ҢиЎЁ7иҰҸе®ҡеҖјеўһеӨ§3%зҡ„ијүиҚ·пјҢжҢү9.6.5еҶҚж¬ЎйҖІиЎҢи©Ұй©—гҖӮеҰӮжһң第дәҢж¬ЎеҚёијүеҫҢзҡ„й•·еәҰпјҲl 2пјүиҲҮе…¶еҠ ијүеүҚзҡ„й•·еәҰпјҲl1пјүзӣёеҗҢпјҲе…¶е…¬е·®Вұ1.25ОјmзӮәе…ҒиЁұзҡ„жё¬йҮҸиӘӨе·®пјүпјҢеүҮжҮүиӘҚзӮәз¬ҰеҗҲжң¬и©Ұй©—иҰҒжұӮгҖӮ
9.7 ж©ҹжў°еҠ е·Ҙи©Ұ件жӢүеҠӣи©Ұй©—
9.7.1 йҖҡеүҮ
жң¬и©Ұй©—еҸҜжё¬е®ҡпјҡ
вҖ”вҖ”жҠ—жӢүеј·еәҰRmпјӣ
вҖ”вҖ”дёӢеұҲжңҚеј·еәҰReLжҲ–0.2%йқһжҜ”дҫӢ延伸жҮүеҠӣRP0.2пјӣ
вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢдјёй•·зҺҮAпјӣ
вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·йқўж”¶зё®зҺҮZгҖӮ
9.7.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
aпјү з”ұиһәж “е’ҢиһәйҮҳеҲ¶еҸ–зҡ„ж©ҹжў°еҠ е·Ҙи©Ұ件пјҡ
вҖ”вҖ”3mmвүӨdвүӨ39mmпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ1dпјӣ
вҖ”вҖ”жё¬е®ҡAпјҡе…¬зЁұй•·еәҰlвүҘ6d0пјӢ2rпјӢdпјҲиҰӢең–6пјүпјӣ
вҖ”вҖ”жё¬е®ҡZпјҡе…¬зЁұй•·еәҰlвүҘ4d0пјӢ2rпјӢdпјҲиҰӢең–6пјүгҖӮ
bпјүз”ұиһәжҹұеҲ¶еҸ–зҡ„ж©ҹжў°еҠ е·Ҙи©Ұ件пјҡ
вҖ”вҖ”3mmвүӨdвүӨ39mmпјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ1dпјӣ
вҖ”вҖ”жё¬е®ҡAпјҡзёҪй•·еәҰltвүҘ6d0пјӢ2rпјӢdпјҲиҰӢең–6пјүпјӣ
вҖ”вҖ”жё¬е®ҡZпјҡзёҪй•·еәҰltвүҘ4d0пјӢ2rпјӢdпјҲиҰӢең–6пјүгҖӮ
cпјү4.6зҙҡгҖҒ5.6зҙҡгҖҒ8.8зҙҡгҖҒ9.8зҙҡе’Ң12.9/12.9зҙҡгҖӮ
жіЁпјҡж©ҹжў°еҠ е·Ҙи©Ұ件еҸҜз”ұеӣ е№ҫдҪ•е°әеҜёйҷҚдҪҺдәҶжүҝијүиғҪеҠӣгҖҒй ӯйғЁжүҝијүиғҪеҠӣеј·дәҺи©Ұ件橫жҲӘйқўйқўз©ҚпјҲS0пјүжүҝијүиғҪеҠӣзҡ„иһәж “жҲ–иһәйҮҳдёҠеҲ¶еҸ–пјҢд№ҹеҸҜд»Ҙз”ұз„ЎиһәзҙӢжқҶеҫ‘dsпјңd2зҡ„з·Ҡеӣә件дёҠеҲ¶еҸ–гҖӮ
4.8зҙҡгҖҒ5.8зҙҡе’Ң6.8зҙҡпјҲеҶ·дҪңзЎ¬еҢ–зҡ„пјүз·Ҡеӣә件еҜҰж–ҪеҜҰзү©жӢүеҠӣи©Ұй©—пјҢиҰӢ9.3гҖӮ
9.7.3 иЁӯеӮҷ
жӢүеҠӣи©Ұй©—ж©ҹжҮүжҢүGB/T 16825.1зҡ„иҰҸе®ҡгҖӮиЈқеӨҫз·Ҡеӣә件жҷӮпјҢжҮүйҒҝе…Қж–ңжӢүпјҢеҸҜдҪҝз”ЁиҮӘеӢ•е®ҡеҝғиЈқзҪ®гҖӮ
9.7.4 и©Ұй©—иЈқзҪ®
еӨҫе…·е’ҢиһәзҙӢеӨҫе…·жҮүжҢүд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRC;
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dhпјҡжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”еҶ…иһәзҙӢеӨҫе…·зҡ„иһәзҙӢпјҡжҢүиЎЁ14зҡ„иҰҸе®ҡгҖӮ
9.7.5 ж©ҹжў°еҠ е·Ҙи©Ұ件
ж©ҹжў°еҠ е·Ҙи©Ұ件жҮүз”ұ經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件еҲ¶еҸ–гҖӮең–6зӮәжӢүеҠӣи©Ұй©—з”Ёж©ҹжў°еҠ е·Ҙи©Ұ件гҖӮ
ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„зӣҙеҫ‘жҮүзӮәпјҡd0пјңd3пјҢminпјҢ并且зӣЎеҸҜиғҪзӮәпјҡd0вүҘ3 mmгҖӮ
е…¬зЁұзӣҙеҫ‘dпјһ16mmпјҢдё”ж·¬зҒ«е№¶еӣһзҒ«з·Ҡеӣә件зҡ„ж©ҹжў°еҠ е·Ҙи©Ұ件пјҢе…¶зӣҙеҫ‘зҡ„жёӣе°ҸйҮҸдёҚжҮүи¶…йҒҺеҺҹжңүзӣҙеҫ‘dзҡ„25%пјҲеҲқе§Ӣж©«жҲӘйқўз©Қзҡ„44%пјүгҖӮе°Қз”ұиһәжҹұеҲ¶еҸ–зҡ„и©Ұ件пјҢе…¶е…©з«Ҝзҡ„иһәзҙӢй•·еәҰжңҖе°ҸзӮә1dгҖӮ
9.7.6 и©Ұй©—зЁӢеәҸ
жҮүжҢүGB/T 228 зҡ„иҰҸе®ҡйҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮи©Ұй©—ж©ҹеӨҫй ӯзҡ„еҲҶйӣўйҖҹзҺҮпјҡе°ҚдёӢеұҲжңҚеј·еәҰReLжҲ–0.2%йқһжҜ”дҫӢ延伸жҮүеҠӣRP0.2дёҚжҮүи¶…йҒҺ10 mm/minпјҢиҖҢе°Қе…¶д»–зҡ„й …зӣ®дёҚжҮүи¶…йҒҺ25 mm/minгҖӮ
жӢүеҠӣи©Ұй©—жҮүжҢҒзәҢйҖІиЎҢпјҢзӣҙиҮіж–·иЈӮгҖӮ
жё¬йҮҸжҘөйҷҗжӢүеҠӣијүиҚ·Fm гҖӮ
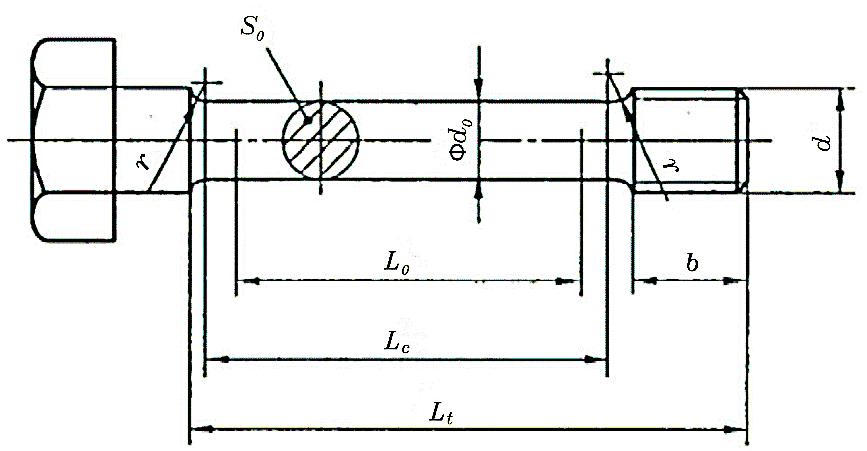
иӘӘжҳҺпјҡ
d вҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘гҖӮ
d0 вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„зӣҙеҫ‘пјҲd0пјңd3,minпјҢ并зӣЎеҸҜиғҪзӮәпјҡd0вүҘ3mmпјүгҖӮ
b вҖ”вҖ”иһәзҙӢй•·еәҰпјҲbвүҘdпјүгҖӮ
L0 вҖ”вҖ”жў°еҠ е·Ҙи©Ұ件зҡ„еҲқе§Ӣжё¬йҮҸй•·еәҰпјҡ
вҖ”вҖ”з”ЁдәҺжё¬е®ҡж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢдјёй•·зҺҮпјҡL0пјқ5d0жҲ–пјҲ5.65
вҖ”вҖ”з”ЁдәҺжё¬е®ҡж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·йқўж”¶зё®зҺҮпјҡL0вүҘ3d0 гҖӮ
Lc вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зӣҙз·ҡж®өзҡ„й•·еәҰпјҲL0пјӢd0пјүгҖӮ
Lt вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„зёҪй•·еәҰпјҲLcпјӢ2rпјӢbпјүгҖӮ
S0 вҖ”вҖ”жӢүеҠӣи©Ұй©—еүҚж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж©«жҲӘйқўз©ҚгҖӮ
r вҖ”вҖ”ең“и§’еҚҠеҫ‘пјҲrвүҘ4 mmпјүгҖӮ
ең–6 жӢүеҠӣи©Ұй©—з”Ёж©ҹжў°еҠ е·Ҙи©Ұ件
9.7.7 и©Ұй©—зөҗжһң
9.7.7.1 ж–№жі•
жҢүGB/T 228зҡ„иҰҸе®ҡжё¬е®ҡдёӢеҲ—жҖ§иғҪпјҡ
aпјү жҠ—жӢүеј·еәҰRmпјҢRmпјқFm/S0 гҖӮ
bпјү дёӢеұҲжңҚеј·еәҰReLжҲ–0.2%йқһжҜ”дҫӢ延伸жҮүеҠӣRP0.2 гҖӮ
cпјү ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢдјёй•·зҺҮпјҢе…¶L0иҮіе°‘зӮә5d0 гҖӮ
Aпјқ(LuпјҚL0)/L0Г—100
ејҸдёӯпјҡLuжҳҜж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„жңҖзөӮжё¬йҮҸй•·еәҰпјҲиҰӢGB/T 228пјүгҖӮ
dпјү ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·йқўж”¶зё®зҺҮпјҢе…¶L0иҮіе°‘зӮә3d0
Zпјқ(S0пјҚSu)/S0Г—100
ејҸдёӯпјҡSuжҳҜж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢж©«жҲӘйқўз©ҚгҖӮ
9.7.7.2 жҠҖиЎ“иҰҒжұӮ
дёӢеҲ—жҖ§иғҪжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡпјҡ
вҖ”вҖ”жңҖе°ҸжҠ—жӢүеј·еәҰRm пјӣ
вҖ”вҖ”дёӢеұҲжңҚеј·еәҰReLжҲ–0.2%йқһжҜ”дҫӢ延伸жҮүеҠӣRP0.2 пјӣ
вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·еҫҢдјёй•·зҺҮA пјӣ
вҖ”вҖ”ж©ҹжў°еҠ е·Ҙи©Ұ件зҡ„ж–·йқўж”¶зё®зҺҮZгҖӮ
9.8 й ӯйғЁе …еӣәжҖ§и©Ұй©—
9.8.1 йҖҡеүҮ
жң¬и©Ұй©—з”ЁдәҺжӘўжҹҘй ӯйғЁиҲҮз„ЎиһәзҙӢжқҶйғЁжҲ–иһәзҙӢйҒҺжёЎең“иҷ•зҡ„зүўеӣәжҖ§гҖӮжӘўжҹҘжҷӮпјҢйҢҳж“ҠзҪ®дәҺжңүиҰҸе®ҡи§’еәҰи©Ұй©—жЁЎдёӯзҡ„з·Ҡеӣә件й ӯйғЁгҖӮ
жіЁпјҡйҖҡеёёпјҢжң¬и©Ұй©—з”ЁдәҺеӣ з·Ҡеӣә件еӨӘзҹӯпјҢиҖҢдёҚиғҪеҜҰж–ҪжҘ”иІ ијүи©Ұй©—зҡ„е ҙеҗҲгҖӮ
9.8.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„иһәж “е’ҢиһәйҮҳпјҡ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁпјӣ
вҖ”вҖ”е…¬зЁұй•·еәҰlвүҘ1.5dпјӣ
вҖ”вҖ”dвүӨ10 mmпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.8.3 и©Ұй©—иЈқзҪ®
и©Ұй©—жЁЎеҰӮең–7жүҖзӨәпјҢ并жҮүз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡпјҡ
вҖ”вҖ”зЎ¬еәҰпјҡвүҘ45 HRCпјӣ
вҖ”вҖ”йҖҡеӯ”зӣҙеҫ‘dhе’Ңең“и§’r1пјҢжҢүиЎЁ15зҡ„иҰҸе®ҡпјӣ
вҖ”вҖ”жңҖе°ҸеҺҡеәҰпјҡвүҘ2dпјӣ
вҖ”вҖ”ОІи§’пјҡжҢүиЎЁ17зҡ„иҰҸе®ҡгҖӮ
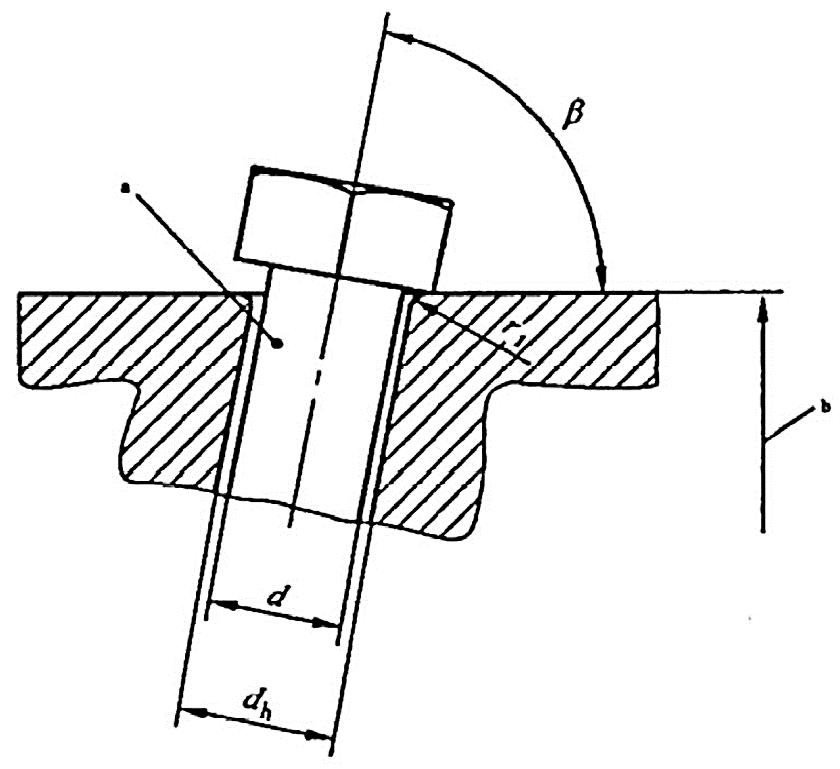
a lвүҘ1.5dгҖӮ
b и©Ұй©—жЁЎеҺҡеәҰвүҘ2dгҖӮ
ең–7 й ӯйғЁе …еӣәжҖ§и©Ұй©—з”Ёи©Ұй©—жЁЎ
иЎЁ17 й ӯйғЁе …еӣәжҖ§и©Ұй©—з”Ёи©Ұй©—жЁЎОІи§’
жҖ§иғҪзӯүзҙҡ
4.6
5.6
4.8
5.8
6.8
8.8
9.8
10.9
12.9/12.9
ОІ
60В°
80В°
9.8.4 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
й ӯйғЁе …еӣәжҖ§и©Ұй©—жҮүдҪҝз”Ёең–7жүҖзӨәзҡ„и©Ұй©—жЁЎгҖӮ
и©Ұй©—жЁЎжҮүеӣәе®ҡзүўеӣәгҖӮз”ЁжүӢйҢҳж“Ҡжү“иһәж “жҲ–иһәйҮҳй ӯйғЁж•ёж¬ЎпјҢдҪҝй ӯеҪҺжӣІ90В°вҖ” ОІи§’гҖӮОІи§’жҢүиЎЁ17зҡ„иҰҸе®ҡгҖӮ
жҮүж”ҫеӨ§8пҪһ10еҖҚйҖІиЎҢжӘўжҹҘгҖӮ
9.8.5 и©Ұй©—зөҗжһң жҠҖиЎ“иҰҒжұӮ
еңЁй ӯйғЁиҲҮз„ЎиһәзҙӢжқҶйғЁжҲ–иһәзҙӢйҒҺжёЎең“иҷ•пјҢдёҚжҮүзҷјзҸҫиЈӮзё«гҖӮ
е…ЁиһәзҙӢзҡ„иһәйҮҳпјҢеҚідҪҝеңЁз¬¬дёҖжүЈиһәзҙӢдёҠеҮәзҸҫиЈӮзё«пјҢйҡ»иҰҒй ӯйғЁжңӘж–·жҺүпјҢд»ҚжҮүиҰ–зӮәз¬ҰеҗҲжң¬и©Ұй©—иҰҒжұӮгҖӮ
9.9 зЎ¬еәҰи©Ұй©—
9.9.1 йҖҡеүҮ
жң¬и©Ұй©—еҸҜжё¬е®ҡпјҡ
вҖ”вҖ”е°ҚдёҚиғҪеҜҰж–ҪжӢүеҠӣи©Ұй©—зҡ„з·Ҡеӣә件пјҡжё¬е®ҡз·Ҡеӣә件зҡ„зЎ¬еәҰпјӣ
вҖ”вҖ”е°ҚиғҪеҜҰж–ҪжӢүеҠӣи©Ұй©—зҡ„з·Ҡеӣә件пјҲиҰӢ9.1гҖҒ9.2гҖҒ9.5е’Ң9.7пјүпјҡжё¬е®ҡз·Ҡеӣә件зҡ„жңҖй«ҳзЎ¬еәҰгҖӮ
жіЁпјҡзЎ¬еәҰиҲҮжҠ—жӢүеј·еәҰеҸҜиғҪжІ’жңүзӣҙжҺҘзҡ„жҸӣз®—й—ңзі»гҖӮжңҖеӨ§зЎ¬еәҰеҖјзҡ„иҰҸе®ҡпјҢйҷӨиҖғж…®зҗҶи«–зҡ„жңҖеӨ§жҠ—жӢүеј·еәҰеӨ–пјҢйӮ„жңүе…¶д»–еӣ зҙ пјҲеҰӮпјҢйҒҝе…Қи„Ҷж–·пјүгҖӮ
еҸҜд»ҘеңЁйҖӮ當表йқўпјҢжҲ–иҖ…иһәзҙӢж©«жҲӘйқўдёҠжё¬е®ҡзЎ¬еәҰгҖӮ
9.9.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”жүҖжңүиҰҸж јпјӣ
вҖ”вҖ”жүҖжңүжҖ§иғҪзӯүзҙҡгҖӮ
9.9.3 и©Ұй©—ж–№жі•
еҸҜд»ҘйҮҮз”Ёз¶ӯж°ҸгҖҒеёғж°ҸжҲ–жҙӣж°ҸзЎ¬еәҰи©Ұй©—жё¬е®ҡзЎ¬еәҰгҖӮ
aпјү з¶ӯж°ҸзЎ¬еәҰи©Ұй©—
з¶ӯж°ҸзЎ¬еәҰи©Ұй©—жҮүжҢүGB/T 4340.1зҡ„иҰҸе®ҡгҖӮ
bпјү еёғж°ҸзЎ¬еәҰи©Ұй©—
еёғж°ҸзЎ¬еәҰи©Ұй©—жҮүжҢүGB/T 231.1зҡ„иҰҸе®ҡгҖӮ
cпјү жҙӣж°ҸзЎ¬еәҰи©Ұй©—
жҙӣж°ҸзЎ¬еәҰи©Ұй©—жҮүжҢүGB/T 230.1зҡ„иҰҸе®ҡгҖӮ
9.9.4 и©Ұй©—зЁӢеәҸ
9.9.4.1 йҖҡеүҮ
жҮүдҪҝ用經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件йҖІиЎҢзЎ¬еәҰи©Ұй©—гҖӮ
9.9.4.2 еңЁиһәзҙӢж©«жҲӘйқўжё¬е®ҡзЎ¬еәҰ
еңЁи·қиһәзҙӢжң«з«Ҝ1dиҷ•еҸ–дёҖж©«жҲӘйқўпјҢ并жҮү經йҖӮ當иҷ•зҗҶгҖӮ
еңЁ1/2еҚҠеҫ‘иҲҮи»ёеҝғз·ҡй–“зҡ„еҚҖеҹҹеҶ…жё¬е®ҡзЎ¬еәҰпјҢиҰӢең–8гҖӮ

иӘӘжҳҺпјҡ
1вҖ”вҖ”з·Ҡеӣә件軸еҝғз·ҡпјӣ
2вҖ”вҖ”1/2еҚҠеҫ‘еҚҖеҹҹгҖӮ
ең–8 1/2еҚҠеҫ‘еҚҖеҹҹеҶ…жё¬е®ҡзЎ¬еәҰ
9.9.4.3 еңЁиЎЁйқўжё¬е®ҡзЎ¬еәҰ
еҺ»йҷӨиЎЁйқўйҚҚеұӨжҲ–еЎ—еұӨпјҢ并е°Қи©Ұ件йҖӮ當иҷ•зҗҶеҫҢпјҢеңЁй ӯйғЁе№ійқўгҖҒжң«з«ҜжҲ–з„ЎиһәзҙӢжқҶйғЁжё¬е®ҡзЎ¬еәҰгҖӮ
еёёиҰҸжӘўжҹҘпјҢеҸҜдҪҝз”Ёжң¬ж–№жі•гҖӮ
9.9.4.4 жё¬е®ҡзЎ¬еәҰз”Ёи©Ұй©—ијүиҚ·
з¶ӯж°ҸзЎ¬еәҰи©Ұй©—з”ЁжңҖе°ҸијүиҚ·зӮә98NгҖӮ
еёғж°ҸзЎ¬еәҰзҡ„и©Ұй©—ијүиҚ·зӯүдәҺ30D2пјҢе–®дҪҚзӮәNгҖӮ
9.9.5 жҠҖиЎ“иҰҒжұӮ
е°ҚдёҚиғҪеҜҰж–ҪжӢүеҠӣи©Ұй©—зҡ„з·Ҡеӣә件е’ҢзҹӯиһәзҙӢй•·еәҰзҡ„ж “жҺҘзөҗж§Ӣз”Ёиһәж “пјҲе°ҚжӢүеҠӣи©Ұй©—е…¶иһәзҙӢй•·еәҰзҹӯзҡ„гҖҒжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthпјң1dпјүпјҢе…¶зЎ¬еәҰжҮүеңЁиЎЁ3иҰҸе®ҡзҡ„зҜ„еңҚеҶ…гҖӮ
е°ҚиғҪеҜҰж–ҪжӢүеҠӣи©Ұй©—зҡ„з·Ҡеӣә件гҖҒжңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthвүҘ1dгҖҒи…°зӢҖжқҶз·Ҡеӣә件пјҢд»ҘеҸҠж©ҹжў°еҠ е·Ҙи©Ұ件пјҢе…¶зЎ¬еәҰеқҮдёҚжҮүи¶…йҒҺиЎЁ3иҰҸе®ҡзҡ„жңҖеӨ§еҖјгҖӮ
4.6зҙҡгҖҒ4.8зҙҡгҖҒ5.6зҙҡгҖҒ5.8зҙҡе’Ң6.8зҙҡз·Ҡеӣә件пјҢжҮүжҺҘ9.9.4.3зҡ„иҰҸе®ҡеңЁз·Ҡеӣә件зҡ„жң«з«Ҝжё¬е®ҡзЎ¬еәҰпјҢ并且дёҚжҮүи¶…йҒҺиЎЁ3иҰҸе®ҡзҡ„жңҖеӨ§еҖјгҖӮ
е°ҚзҶұиҷ•зҗҶз·Ҡеӣә件пјҢеңЁ1/2 еҚҠеҫ‘еҚҖеҹҹеҶ…пјҲиҰӢең–8пјүжё¬е®ҡзҡ„зЎ¬еәҰеҖјд№Ӣе·®пјҢиӢҘдёҚеӨ§дәҺ30 HVпјҢеүҮиӯүеҜҰжқҗж–ҷдёӯйҰ¬ж°Ҹй«”е·ІйҒ”еҲ°90%зҡ„иҰҒжұӮпјҲиҰӢиЎЁ2пјүгҖӮ
4.8зҙҡгҖҒ5.8зҙҡе’Ң6.8зҙҡеҶ·дҪңзЎ¬еҢ–з·Ҡеӣә件пјҢжҮүжҢү9.9.4.2зҡ„иҰҸе®ҡжё¬е®ҡзЎ¬еәҰпјҢ并且жҮүеңЁиЎЁ3иҰҸе®ҡзҡ„зЎ¬еәҰзҜ„еңҚеҶ…гҖӮ
еҰӮжңүдәүиӯ°пјҢжҮүжҢү9.9.4.2зҡ„иҰҸе®ҡпјҢ并дҪҝз”Ёз¶ӯж°ҸзЎ¬еәҰйҖІиЎҢд»ІиЈҒи©Ұй©—гҖӮ
9.10 и„«зўіи©Ұй©—
9.10.1 йҖҡеүҮ
жң¬и©Ұй©—еҸҜжё¬е®ҡж·¬зҒ«е№¶еӣһзҒ«з·Ҡеӣә件зҡ„иЎЁйқўи„«зўіе’Ңи„«зўіеұӨж·ұеәҰпјҲиҰӢең–9пјүгҖӮ
жіЁпјҡз”ұзҶұиҷ•зҗҶе·Ҙи—қйҖ жҲҗзҡ„пјҢи¶…йҒҺиЎЁ3иҰҸе®ҡзҡ„и„«зўіеұӨпјҢжңғйҷҚдҪҺиһәзҙӢеј·еәҰ并еҸҜиғҪйҖ жҲҗе…¶еӨұж•ҲгҖӮ
иЎЁйқўзўійҮҸзҡ„зӢҖжҖҒжҮүз”Ёд»ҘдёӢе…©еҖӢж–№жі•дёӯзҡ„дёҖеҖӢжё¬е®ҡпјҡ
вҖ”вҖ”йҮ‘зӣёжі•пјӣ
вҖ”вҖ”зЎ¬еәҰжі•гҖӮ
йҮ‘зӣёжі•еҸҜд»Ҙжё¬е®ҡиһәзҙӢе…Ёи„«зўіеұӨзҡ„ж·ұеәҰGе’ҢиһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰEпјҲиҰӢең–9пјүгҖӮ
зЎ¬еәҰжі•еҸҜд»Ҙжё¬е®ҡиһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰEе’Ңз”ЁйЎҜеҫ®-зЎ¬еәҰжі•жё¬е®ҡдёҚе®Ңе…Ёи„«зўіпјҲиҰӢең–9пјүгҖӮ

иӘӘжҳҺпјҡ
1вҖ”вҖ”е…Ёи„«зўіпјӣ
2вҖ”вҖ”дёҚе®Ңе…Ёи„«зўіпјӣ
3вҖ”вҖ”дёӯеҫ‘з·ҡпјӣ
4вҖ”вҖ”еҹәй«”йҮ‘еұ¬пјӣ
EвҖ”вҖ”иһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰпјӣ
GвҖ”вҖ”иһәзҙӢе…Ёи„«зўіеұӨзҡ„ж·ұеәҰпјӣ
H1вҖ”вҖ”жңҖеӨ§еҜҰй«”жўқ件дёӢеӨ–иһәзҙӢзҡ„зүҷеһӢй«ҳеәҰгҖӮ
ең–9 и„«зўіеұӨ
9.10.2 йҮ‘зӣёжі•
9.10.2.1 йҖӮз”ЁзҜ„еңҚ
жң¬ж–№жі•йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”жүҖжңүиҰҸж јпјӣ
вҖ”вҖ”8.8зҙҡпҪһ12.9/12.9зҙҡгҖӮ
9.10.2.2 и©Ұ件зҡ„еҲ¶еӮҷ
жҮүеҫһе®ҢжҲҗе…ЁйғЁзҶұиҷ•зҗҶе·ҘеәҸпјҢ并жҮүеҺ»йҷӨйҚҚеұӨжҲ–е…¶д»–еЎ—еұӨеҫҢзҡ„з·Ҡеӣә件дёҠеҲ¶еҸ–и©Ұ件гҖӮ
еңЁи·қиһәзҙӢжң«з«Ҝзҙ„дёҖеҖӢе…¬зЁұзӣҙеҫ‘пјҲ1dпјүгҖҒжІҝиһәзҙӢи»ёеҝғз·ҡжҲӘеҸ–дёҖзёұеҗ‘жҲӘйқўзҡ„и©Ұ件гҖӮи©Ұ件жҮүеөҢе…ҘеЎ‘ж–ҷдёӯжҲ–е®үиЈқеңЁеӨҫе…·дёӯгҖӮе®үиЈқеҫҢпјҢе°ҚиЎЁйқўйҖІиЎҢз ”зЈЁе’ҢжҠӣе…үпјҢзӣҙиҮіеҸҜйҖІиЎҢйҮ‘зӣёжӘўжҹҘгҖӮ
жіЁпјҡйҖҡеёёпјҢжөёе…Ҙ3%зҡ„зЎқй…ёд№ҷйҶҮи…җиқ•ж¶ІпјҲжҝғзЎқй…ёиҲҮд№ҷйҶҮж··еҗҲж¶ІпјүпјҢиғҪйЎҜзӨәз”ұдәҺи„«зўіиҖҢйҖ жҲҗзҡ„йҮ‘зӣёзөҗж§Ӣзҡ„и®ҠеҢ–гҖӮ
9.10.2.3 и©Ұй©—зЁӢеәҸ
е°Ҷи©Ұ件зҪ®дәҺйЎҜеҫ®йҸЎдёӢпјҢйҷӨйқһеҸҰжңүеҚ”иӯ°пјҢеҗҰеүҮжҮүж”ҫеӨ§100еҖҚйҖІиЎҢжӘўжҹҘгҖӮ
еҰӮжһңйЎҜеҫ®йҸЎеё¶жңүжҜӣзҺ»з’ғеұҸпјҢеүҮеҸҜи—үеҠ©еҲ»еәҰзӣҙжҺҘжё¬йҮҸи„«зўізЁӢеәҰгҖӮеҰӮжһңз”Ёзӣ®йҸЎжё¬йҮҸпјҢеүҮжҮүдҪҝз”Ёеё¶еҚҒеӯ—жә–з·ҡжҲ–еҲ»еәҰзҡ„йЎҜеҫ®йҸЎгҖӮ
9.10.2.4 жҠҖиЎ“иҰҒжұӮ
е…Ёи„«зўіеұӨзҡ„жңҖеӨ§ж·ұеәҰGжҮүз¬ҰеҗҲиЎЁ3иҰҸе®ҡзҡ„жҠҖиЎ“иҰҒжұӮгҖӮдёҚе®Ңе…Ёи„«зўіеұӨзҡ„й«ҳеәҰEжҮүз¬ҰеҗҲиЎЁ18иҰҸе®ҡзҡ„жҠҖиЎ“иҰҒжұӮгҖӮ
иЎЁ18 жңҖеӨ§еҜҰй«”жўқ件дёӢпјҢеӨ–иһәзҙӢзҡ„зүҷеһӢй«ҳеәҰH1е’ҢиһәзҙӢдёҚе®Ңе…Ёи„«зўіеұӨзҡ„жңҖе°Ҹй«ҳеәҰеҖјEmin
иһәи·қPa
0.5
0.6
0.7
0.8
1
1.25
1.5
1.75
2
2.5
3
3.5
4
H1
0.307
0.368
0.429
0.491
0.613
0.767
0.920
1.074
1.227
1.534
1.840
2.147
2.454
жҖ§иғҪзӯүзҙҡ
8.8гҖҒ9.8
Eminb
0.154
0.184
0.215
0.245
0.307
0.384
0.460
0.537
0.614
0.767
0.920
1.074
1.227
10.9
0.205
0.245
0.286
0.327
0.409
0.511
0.613
0.716
0.818
1.023
1.227
1.431
1.636
12.9/12.9
0.230
0.276
0.322
0.368
0.460
0.575
0.690
0.806
0.920
1.151
1.380
1.610
1.841
a Pпјң1.25mmпјҢеғ…з”ЁйҮ‘зӣёжі•гҖӮ
b жҢүиЎЁ3дёӯNo.14зҡ„иҰҸе®ҡиЁҲз®—гҖӮ
9.10.3 зЎ¬еәҰжі•
9.10.3.1 йҖӮз”ЁзҜ„еңҚ
жң¬ж–№жі•йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”иһәи·қPвүҘ1.25mmпјӣ
вҖ”вҖ”8.8зҙҡпҪһ12.9/12.9зҙҡгҖӮ
9.10.3.2 и©Ұ件зҡ„еҲ¶еӮҷ
жҮүжҢү9.10.2.2еҲ¶еӮҷи©Ұ件пјҢдҪҶдёҚйңҖиҰҒи…җиқ•е’ҢеҺ»йҷӨиЎЁйқўйҚҚеұӨгҖӮ
9.10.3.3 и©Ұй©—зЁӢеәҸ
жҢүең–10жүҖзӨәжё¬йҮҸ第1й»һе’Ң第2й»һзҡ„з¶ӯж°ҸзЎ¬еәҰпјҢи©Ұй©—еҠӣзӮә2.942NпјҲз¶ӯж°ҸзЎ¬еәҰи©Ұй©—HV0.3пјүгҖӮ
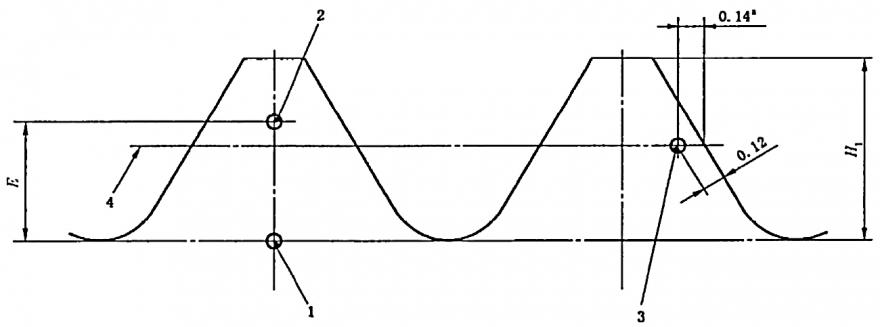
иӘӘжҳҺпјҡ
E вҖ”вҖ”иһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰпјҢmmпјӣ жңӘи„«зўіпјҡHV(2)вүҘHV(1)-30
H1вҖ”вҖ”жңҖеӨ§еҜҰй«”жўқ件дёӢеӨ–иһәзҙӢзҡ„зүҷеһӢй«ҳеәҰпјҢmmпјӣ жңӘи„«зўіпјҡHV(3)вүҘHV(1)-30
1гҖҒ2гҖҒ3вҖ”вҖ”жё¬йҮҸй»һпјҲ第1й»һпјүпјӣ
4 вҖ”вҖ”дёӯеҫ‘з·ҡгҖӮ
a зөҰеҮә0.14mmеҖјеғ…иЎЁжҳҺеңЁиһәи·қз·ҡдёҠи©Ій»һзҡ„дҪҚзҪ®гҖӮ
ең–10 и„«зўіи©Ұй©—е’Ңеўһзўіи©Ұй©—зҡ„зЎ¬еәҰжё¬йҮҸ
9.10.3.4 жҠҖиЎ“иҰҒжұӮ
第2й»һзҡ„з¶ӯж°ҸзЎ¬еәҰеҖјпјҢHV(2)жҮүзӯүдәҺжҲ–еӨ§дәҺ第1й»һз¶ӯж°ҸзЎ¬еәҰпјҢHV(1)жёӣеҺ»30еҖӢз¶ӯж°Ҹе–®дҪҚгҖӮиһәзҙӢжңӘи„«зўіеұӨзҡ„й«ҳеәҰEжҮүз¬ҰеҗҲиЎЁ18иҰҸе®ҡзҡ„жҠҖиЎ“иҰҒжұӮгҖӮ
жіЁпјҡе…Ёи„«зўійҒ”еҲ°иЎЁ3иҰҸе®ҡзҡ„жңҖеӨ§еҖјжҷӮпјҢдёҚиғҪйҮҮз”ЁзЎ¬еәҰжё¬йҮҸжі•гҖӮ
9.11 еўһзўіи©Ұй©—
9.11.1 йҖҡеүҮ
жң¬и©Ұй©—йҖӮз”ЁдәҺжё¬е®ҡж·¬зҒ«е№¶еӣһзҒ«з·Ҡеӣә件зҡ„иЎЁйқўеңЁзҶұиҷ•зҗҶе·Ҙи—қдёӯжҳҜеҗҰеҪўжҲҗеўһзўігҖӮе°ҚдәҺиЎЁеұӨеўһзўізӢҖжҖҒзҡ„и©•е®ҡпјҢеҹәй«”йҮ‘еұ¬зЎ¬еәҰе’ҢиЎЁйқўзЎ¬еәҰзҡ„е·®еҖјжҳҜжұәе®ҡжҖ§жҢҮж ҮгҖӮ
жіЁпјҡз”ұдәҺеўһеҠ иЎЁйқўзЎ¬еәҰиғҪйҖ жҲҗи„Ҷж–·жҲ–йҷҚдҪҺжҠ—з–ІеӢһжҖ§пјҢжүҖд»ҘеўһзўіжҳҜжңүе®ізҡ„гҖӮжҮүд»”зҙ°еҚҖеҲҶзЎ¬еәҰзҡ„еўһеҠ пјҡжҳҜз”ұдәҺеўһзўійӮ„жҳҜзҶұиҷ•зҗҶжҲ–иЎЁйқўеҶ·дҪңзЎ¬еҢ–иҖҢеј•иө·зҡ„пјҢдҫӢеҰӮзҶұиҷ•зҗҶеҫҢијҫеҲ¶иһәзҙӢгҖӮ
еҸҜйҮҮз”Ёд»ҘдёӢж–№жі•д№ӢдёҖйҖІиЎҢеўһзўіи©Ұй©—пјҡ
вҖ”вҖ”еңЁзёұеҗ‘жҲӘйқўдёҠжё¬е®ҡзЎ¬еәҰпјӣ
вҖ”вҖ”еңЁиЎЁйқўжё¬е®ҡзЎ¬еәҰгҖӮ
еҰӮжңүдәүиӯ°пјҢд»ҘеҸҠ當PвүҘ1.25mmжҷӮпјҢжҢү9.11.2иҰҸе®ҡзҡ„зЎ¬еәҰи©Ұй©—пјҢжҳҜд»ІиЈҒи©Ұй©—ж–№жі•гҖӮ
9.11.2 еңЁзёұеҗ‘жҲӘйқўжё¬е®ҡзЎ¬еәҰ
9.11.2.1 йҖӮз”ЁзҜ„еңҚ
жң¬ж–№жі•йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”иһәи·қPвүҘ1.25 mmпјӣ
вҖ”вҖ”8.8зҙҡпҪһ12.9/12.9зҙҡгҖӮ
9.11.2.2 и©Ұ件зҡ„еҲ¶еӮҷ
жҮүжҢү9.10.2.2еҲ¶еӮҷи©Ұ件пјҢдҪҶдёҚйңҖиҰҒи…җиқ•е’ҢеҺ»йҷӨиЎЁйқўйҚҚеұӨгҖӮ
9.11.2.3 и©Ұй©—зЁӢеәҸ
жҢүең–10жүҖзӨәжё¬йҮҸ第1й»һе’Ң第3й»һзҡ„з¶ӯж°ҸзЎ¬еәҰгҖӮи©Ұй©—еҠӣзӮәпјҡ2.942NпјҲз¶ӯж°ҸзЎ¬еәҰи©Ұй©—HV0.3пјүгҖӮ
еҰӮжһңеңЁжҢү9.10.3.3зҡ„и©Ұй©—дёӯе·ІдҪҝз”ЁйҒҺзҡ„и©Ұ件пјҢеүҮ第3й»һзҡ„зЎ¬еәҰжҮүеңЁиһәзҙӢиһәи·қз·ҡдёҠпјҢ并еңЁжё¬е®ҡ第1й»һе’Ң第2й»һзЎ¬еәҰзӣёй„°зҡ„зүҷдёҠйҖІиЎҢжё¬е®ҡгҖӮ
9.11.2.4 жҠҖиЎ“иҰҒжұӮ
第3й»һзҡ„з¶ӯж°ҸзЎ¬еәҰеҖјпјҢHV(3)жҮүзӯүдәҺжҲ–е°ҸдәҺ第1й»һз¶ӯж°ҸзЎ¬еәҰпјҢHV(1)еҠ дёҠ30еҖӢз¶ӯж°Ҹе–®дҪҚгҖӮ
и¶…йҒҺ30еҖӢз¶ӯж°Ҹе–®дҪҚпјҢиЎЁзӨәе·ІеўһзўіпјҢиҰӢиЎЁ3пјҲNo.13е’Ңи…іжіЁhгҖҒiе’Ңjпјүе°Қ10.9зҙҡе’Ң12.9/12.9зҙҡзҡ„зЎ¬еәҰиҰҸе®ҡгҖӮ
9.11.3 еңЁиЎЁйқўжё¬е®ҡзЎ¬еәҰ
9.11.3.1 йҖӮз”ЁзҜ„еңҚ
жң¬ж–№жі•йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”жүҖжңүиҰҸж јпјӣ
вҖ”вҖ”8.8зҙҡпҪһ12.9/12.9зҙҡгҖӮ
9.11.3.2 и©Ұ件зҡ„еҲ¶еӮҷ
еңЁз·Ҡеӣә件зҡ„й ӯйғЁжҲ–жң«з«Ҝз”Ёз ”зЈЁжҲ–жҠӣе…үжә–еӮҷдёҖеҖӢйҖӮ當зҡ„е№ійқўпјҢд»ҘзЎ®дҝқжқҗж–ҷиЎЁйқўеҺҹе§Ӣзү№еҫҒзҡ„иӨҮзҸҫиҲҮдҝқжҢҒгҖӮ
еҫһи·қиһәзҙӢжң«з«Ҝ1dиҷ•жҲӘеҸ–дёҖеҖӢж©«жҲӘйқўпјҢ并經йҖӮ當ең°еҲ¶еӮҷгҖӮ
9.11.3.3 и©Ұй©—зЁӢеәҸ
иЎЁйқўзЎ¬еәҰжҮүеңЁеҲ¶еӮҷзҡ„иЎЁйқўйҖІиЎҢжё¬е®ҡгҖӮ
жҮүеңЁж©«жҲӘйқўдёҠжё¬е®ҡеҹәй«”йҮ‘еұ¬зЎ¬еәҰгҖӮ
жё¬е®ҡд»ҘдёҠзЎ¬еәҰдёӯдҪҝз”Ёзҡ„и©Ұй©—еҠӣзӮәпјҡ2.942NпјҲз¶ӯж°ҸзЎ¬еәҰи©Ұй©—HV0.3пјүгҖӮ
9.11.3.4 жҠҖиЎ“иҰҒжұӮ
иЎЁйқўзЎ¬еәҰеҖјжҮүзӯүдәҺжҲ–е°ҸдәҺеҹәй«”йҮ‘еұ¬зЎ¬еәҰеҖјеҠ дёҠ30еҖӢз¶ӯж°Ҹе–®дҪҚгҖӮ
и¶…йҒҺ30еҖӢз¶ӯж°Ҹе–®дҪҚпјҢиЎЁзӨәе·ІеўһзўіпјҢиҰӢиЎЁ3пјҲNo.13е’Ңи…іжіЁhпјүгҖӮе°Қ10.9зҙҡжҲ–12.9/12.9зҙҡжңҖеӨ§иЎЁйқўзЎ¬еәҰдёҚжҮүеӨ§дәҺ390HVжҲ–435HVгҖӮ
9.12 еҶҚеӣһзҒ«и©Ұй©—
9.12.1 йҖҡеүҮ
9.12.2 йҖӮз”ЁзҜ„еңҚ
жң¬ж–№жі•йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”жүҖжңүиҰҸж јпјӣ
вҖ”вҖ”8.8зҙҡпҪһ12.9/12.9зҙҡгҖӮ
9.12.3 и©Ұй©—зЁӢеәҸ
жҢү9.9.4.2зҡ„иҰҸе®ҡжё¬е®ҡз¶ӯж°ҸзЎ¬еәҰпјҢ并еңЁдёҖеҖӢз·Ҡеӣә件дёҠи®ҖеҸ–дёүй»һж•ёеҖјгҖӮ
еҶҚеӣһзҒ«жң¬з·Ҡеӣә件пјҢйӣ¶д»¶жә«еәҰжҮүжҜ”иЎЁ2иҰҸе®ҡзҡ„жңҖдҪҺеӣһзҒ«жә«еәҰдҪҺ10в„ғпјҢ并дҝқжҢҒ30minгҖӮеҶҚеӣһзҒ«еҫҢпјҢеңЁеҗҢдёҖз·Ҡеӣә件дёҠ并еңЁиҲҮ第дёҖж¬Ўжё¬е®ҡзӣёеҗҢзҡ„еҚҖеҹҹпјҢжё¬е®ҡж–°зҡ„дёүй»һз¶ӯж°ҸзЎ¬еәҰеҖјгҖӮ
9.12.4 жҠҖиЎ“иҰҒжұӮ
е°ҚжҜ”еҶҚеӣһзҒ«еүҚгҖҒеҫҢдёүй»һзЎ¬еәҰе№іеқҮеҖјпјҢеҶҚеӣһзҒ«еҫҢпјҢпјҲеҰӮжһңжңүжҷӮпјүзЎ¬еәҰйҷҚдҪҺпјҢжҮүе°ҸдәҺ20еҖӢз¶ӯж°ҸзЎ¬еәҰгҖӮ
9.13 жүӯзҹ©и©Ұй©—
9.13.1 йҖҡеүҮ
жң¬жүӯзҹ©и©Ұй©—еҸҜд»Ҙжё¬е®ҡз ҙеЈһжүӯзҹ©MBпјҢйҖӮз”ЁдәҺдёҚиғҪйҖІиЎҢжӢүеҠӣи©Ұй©—зҡ„иһәж “е’ҢиһәйҮҳгҖӮ
9.13.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”й ӯйғЁжүҝијүиғҪеҠӣеј·дәҺиһәзҙӢжқҶйғЁзҡ„иһәж “е’ҢиһәйҮҳпјӣ
вҖ”вҖ”з„ЎиһәзҙӢжқҶйғЁзӣҙеҫ‘dsпјһd2жҲ–dsпјқd2 пјӣ
вҖ”вҖ”иһәзҙӢй•·еәҰbвүҘ1dпјӢ2P пјӣ
вҖ”вҖ”1.6 mmвүӨdвүӨ10 mmпјӣ
вҖ”вҖ”4.6зҙҡпҪһ12.9/12.9зҙҡгҖӮ
жіЁпјҡ GB/T 3098.13дёӯжңӘе°Қ4.6зҙҡпҪһ6.8зҙҡиҰҸе®ҡж•ёеҖјгҖӮ
9.13.3 и©Ұй©—е„ҖеҷЁиҲҮиЈқзҪ®
иҰӢGB/T 3098.13гҖӮ
9.13.4 и©Ұй©—зЁӢеәҸ
и©Ұ件жҮүзӮә經е°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件гҖӮ
жҢүGB/T 3098.13иҰҸе®ҡе°Ҷиһәж “жҲ–иһәйҮҳиЈқе…Ҙи©Ұй©—еӨҫе…·пјҢжҮүиҮіе°‘жңү1dиһәзҙӢй•·еәҰгҖӮеҫһй ӯйғЁеҲ°иһәзҙӢ收е°ҫпјҢжҲ–з„ЎиһәзҙӢжқҶйғЁеҲ°иһәзҙӢ收е°ҫзҡ„жңӘж—ӢеҗҲиһәзҙӢзҡ„й•·еәҰlthиҮіе°‘жңү2PгҖӮжҮүйҖЈзәҢж–ҪеҠ жүӯзҹ©гҖӮ
жіЁпјҡISO 898-7:1992пјҲGB/T 3098.13-1996,idtпјүе·ІеҲ—е…Ҙдҝ®иЁӮиЁҲеҠғгҖӮжңүй—ңеҹәжң¬з ”究зҡ„дёҖй …иӘҝз ”е·ІиЎЁжҳҺе°ҚжңӘж—ӢеҗҲиһәзҙӢе’ҢиһәзҙӢйҪ§еҗҲй•·еәҰзҡ„ж•ёеҖјеҸҜиғҪзӣёдә’дәӨжҸӣгҖӮ
9.13.5 и©Ұй©—зөҗжһң
9.13.5.1 ж–№жі•
иҰӢGB/T 3098.13гҖӮ
9.13.5.2 жҠҖиЎ“иҰҒжұӮ
иҰӢGB/T 3098.13гҖӮ
жңүдәүиӯ°жҷӮпјҢд»ҘдёӢеҲ—и©Ұй©—зӮәжә–пјҡ
вҖ”вҖ”е°ҚдёҚиғҪйҖІиЎҢжӢүеҠӣи©Ұй©—зҡ„иһәж “е’ҢиһәйҮҳпјҡжҢү9.9иҰҸе®ҡзҡ„зЎ¬еәҰи©Ұй©—зӮәд»ІиЈҒи©Ұй©—пјӣ
вҖ”вҖ”е°ҚиғҪйҖІиЎҢжӢүеҠӣи©Ұй©—зҡ„иһәж “е’ҢиһәйҮҳпјҡжӢүеҠӣи©Ұй©—зӮәд»ІиЈҒи©Ұй©—гҖӮ
9.14 ж©ҹжў°еҠ е·Ҙи©Ұ件沖ж“Ҡи©Ұй©—
9.14.1 йҖҡеүҮ
жң¬и©Ұй©—з”ЁдәҺжӘўй©—еңЁиҰҸе®ҡзҡ„дҪҺжә«жўқ件дёӢпјҢз·Ҡеӣә件жқҗж–ҷзҡ„йҹҢжҖ§гҖӮеҰӮеңЁз”ўе“Ғж Үжә–жҲ–дҫӣйңҖйӣҷж–№еҚ”иӯ°дёӯжңүиҰҒжұӮжҷӮпјҢж–№еҸҜеҜҰж–Ҫжң¬и©Ұй©—гҖӮ
9.14.2 йҖӮз”ЁзҜ„еңҚ
жң¬и©Ұй©—йҖӮз”ЁдәҺз¬ҰеҗҲд»ҘдёӢиҰҸе®ҡзҡ„з·Ҡеӣә件пјҡ
вҖ”вҖ”з”ұиһәж “гҖҒиһәйҮҳе’ҢиһәжҹұеҲ¶еҸ–зҡ„ж©ҹжў°еҠ е·Ҙи©Ұ件пјӣ
вҖ”вҖ”dвүҘ16 mmпјӣ
вҖ”вҖ”иһәж “е’ҢиһәйҮҳзҡ„зёҪй•·пјҲеҢ…жӢ¬й ӯйғЁпјүвүҘ 55 mmпјӣ
вҖ”вҖ”иһәжҹұзҡ„зёҪй•·пјҢltвүҘ55 mmпјӣ
вҖ”вҖ”5.6зҙҡгҖҒ8.8зҙҡгҖҒ9.8зҙҡгҖҒ10.9зҙҡе’Ң12.9/12.9зҙҡгҖӮ
9.14.3 и©Ұй©—е„ҖеҷЁиҲҮиЈқзҪ®
и©Ұй©—е„ҖеҷЁиҲҮиЈқзҪ®жҮүз¬ҰеҗҲGB/T 229зҡ„иҰҸе®ҡгҖӮ
9.14.4 ж©ҹжў°еҠ е·Ҙи©Ұ件
жҮүеҫһе°әеҜёзӯүжӘўй©—еҗҲж јзҡ„з·Ҡеӣә件жҲҗе“ҒдёҠеҲ¶еҸ–и©Ұ件гҖӮ
ж©ҹжў°еҠ е·Ҙи©Ұ件жҮүз¬ҰеҗҲGB/T 229пјҲеӨҸжҜ”VеһӢзјәеҸЈи©Ұй©—пјүзҡ„иҰҸе®ҡпјҢи©Іи©Ұ件жҮүжІҝиһәжқҶзёұеҗ‘пјҢзӣЎйҮҸйқ иҝ‘з·Ҡеӣә件表йқўпјҢ并зӣЎеҸҜиғҪйҒ йӣўиһәзҙӢйғЁеҲҶгҖӮи©Ұ件無еҲ»ж§Ҫзҡ„дёҖйӮҠжҮүйқ иҝ‘з·Ҡеӣә件зҡ„иЎЁйқўгҖӮ
9.14.5 и©Ұй©—зЁӢеәҸ
ж©ҹжў°еҠ е·Ҙи©Ұ件жҮүзҪ®дәҺжҒ’жә« -20в„ғзҡ„жўқ件дёӢпјҢз”Ё2mmзҡ„ж“әйҢҳеҲҖеҲғеҚҠеҫ‘пјҢжҢүGB/T 229зҡ„иҰҸе®ҡйҖІиЎҢи©Ұй©—гҖӮ
9.14.6 жҠҖиЎ“иҰҒжұӮ
и©Ұ件еңЁ -20в„ғжә«еәҰдёӢзҡ„еҗёж”¶иғҪйҮҸпјҢжҮүз¬ҰеҗҲиЎЁ3зҡ„иҰҸе®ҡгҖӮ
жіЁпјҡе…¶д»–и©Ұй©—жә«еәҰиҲҮеҗёж”¶иғҪйҮҸеҖјпјҢеҸҜеңЁжңүй—ңз”ўе“Ғж Үжә–дёӯжҲ–з”ұдҫӣйңҖйӣҷж–№еҚ”иӯ°иҰҸе®ҡгҖӮ
9.15 иЎЁйқўзјәйҷ·жӘўжҹҘ
з·Ҡеӣә件表йқўзјәйҷ·жҮүжҺ§еҲ¶еңЁиғҪеӨ жҺҘ收зҡ„зҜ„еңҚеҶ…гҖӮе°Қ4.6зҙҡпҪһ10.9зҙҡз·Ҡеӣә件表йқўзјәйҷ·зҡ„жӘўжҹҘпјҢжҮүжҢүGB/T 5779.1зҡ„иҰҸе®ҡгҖӮз”ұдҫӣйңҖйӣҷж–№еҚ”иӯ°д№ҹеҸҜжҢүGB/T 5779.3йҖІиЎҢжӘўжҹҘгҖӮ
е°Қ12.9/12.9зҙҡз·Ҡеӣә件表йқўзјәйҷ·зҡ„жӘўжҹҘпјҢжҮүжҢүGB/T 5779.3зҡ„иҰҸе®ҡгҖӮ
еңЁMP1зі»еҲ—и©Ұй©—пјҲиҰӢ第8з« пјүзҡ„жғ…жіҒдёӢпјҢиЎЁйқўзјәйҷ·зҡ„жӘўжҹҘжҮүеңЁж©ҹжў°еҠ е·ҘеүҚеҜҰж–ҪгҖӮ
-
ж Үеҝ—гҖҒйҷ„йҢ„
10 ж Үеҝ—
10.1 йҖҡеүҮ
йҡ»жңүе…Ёйқўз¬ҰеҗҲжң¬йғЁеҲҶиҰҸе®ҡзҡ„жҠҖиЎ“иҰҒжұӮпјҢжүҚиғҪжҢү第5з« зҡ„ж ҮиЁҳеҲ¶еәҰйҖІиЎҢж ҮиЁҳпјҢд»ҘеҸҠжҢү10.2е’Ң10.3жҲ–10.4жҸҗдҫӣж Үеҝ—гҖӮ
йҷӨйқһеңЁз”ўе“Ғж Үжә–дёӯеҸҰжңүиҰҸе®ҡпјҢеҗҰеүҮеңЁй ӯйғЁй ӮйқўеҮёиө·зҡ„ж Үеҝ—й«ҳеәҰпјҢдёҚжҮүиЁҲе…Ҙй ӯйғЁй«ҳеәҰе°әеҜёгҖӮ
10.2 еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—
еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—жҮүеңЁз”ҹз”ўйҒҺзЁӢдёӯпјҢеңЁж Үеҝ—жҖ§иғҪзӯүзҙҡд»ЈеҸ·зҡ„жүҖжңүз·Ҡеӣә件產е“ҒдёҠйҖІиЎҢж Үеҝ—гҖӮд№ҹжҺЁи–ҰеңЁдёҚж Үеҝ—жҖ§иғҪзӯүзҙҡзҡ„з·Ҡеӣә件дёҠж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—гҖӮ
з·Ҡеӣә件зҡ„йҠ·е”®иҖ…дҪҝз”ЁиҮӘе·ұзҡ„иӯҳеҲ«ж Үеҝ—пјҢд№ҹжҮүиҰ–зӮәеҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—гҖӮ
10.3 е…ЁжүҝијүиғҪеҠӣз·Ҡеӣә件зҡ„ж ҮиЁҳиҲҮж Үеҝ—
10.3.1 йҖҡеүҮ
жҢүжң¬йғЁеҲҶжҠҖиЎ“иҰҒжұӮз”ҹз”ўзҡ„е…ЁжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件пјҢжҮүжҢү10.3.2пҪһ10.3.4йҖІиЎҢж Үеҝ—гҖӮ
еңЁ10.3.2пҪһ10.3.4дёӯиҰҸе®ҡе…ҒиЁұд»»ж„ҸйҒёж“Үзҡ„ж Үеҝ—пјҢжҮүз”ұеҲ¶йҖ иҖ…зЎ®е®ҡгҖӮ
10.3.2 жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·
жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·пјҢжҮүжҢүиЎЁ19зҡ„иҰҸе®ҡгҖӮ
иЎЁ19 е…ЁжүҝијүиғҪеҠӣз·Ҡеӣә件зҡ„ж Үеҝ—д»ЈеҸ·
жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
12.9
ж Үеҝ—д»ЈеҸ·a
4.6
4.8
5.6
5.8
6.8
8.8
9.8
10.9
12.9
12.9
a ж Үеҝ—д»ЈеҸ·дёӯзҡ„вҖң.вҖқеҸҜд»ҘзңҒз•ҘгҖӮ
еңЁе°ҸиһәйҮҳзҡ„жғ…жіҒдёӢпјҢжҲ–當й ӯйғЁеҪўзӢҖдёҚе…ҒиЁұжҢүиЎЁ19ж Үеҝ—жҷӮпјҢеҸҜд»ҘдҪҝз”ЁиЎЁ20зөҰеҮәзҡ„жҷӮйҚҫйқўж Үеҝ—з¬ҰеҸ·гҖӮ
иЎЁ20 е…ЁжүҝијүиғҪеҠӣиһәж “е’ҢиһәйҮҳзҡ„жҷӮйҚҫйқўж Үеҝ—з¬ҰеҸ·
жҖ§иғҪзӯүзҙҡ
4.6
4.8
5.6
5.8
ж Үеҝ—
з¬ҰеҸ·
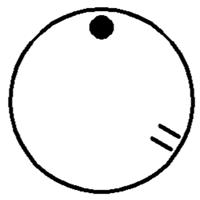
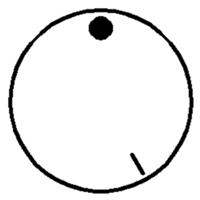
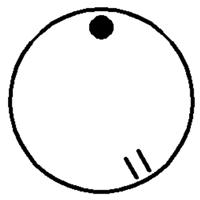
жҖ§иғҪзӯүзҙҡ
6.8
8.8
9.8
10.9
12.9
ж Үеҝ—
з¬ҰеҸ·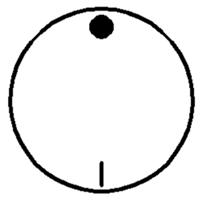
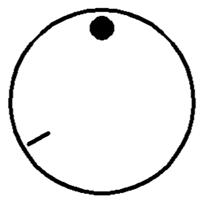

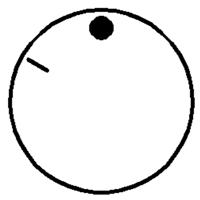
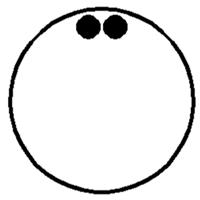
a 12й»һзҡ„дҪҚзҪ®пјҲеҸғз…§ж Үеҝ—пјүжҮүж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—пјҢжҲ–ж Үеҝ—дёҖеҖӢең“й»һгҖӮ
b з”ЁдёҖй•·еҠғжҲ–е…©еҖӢй•·еҠғз·ҡж Үеҝ—жҖ§иғҪзӯүзҙҡпјҢе°Қ12.9зҙҡз”ЁдёҖеҖӢең“й»һгҖӮ
10.3.3 иӯҳеҲ«ж Үеҝ—
10.3.3.1 е…ӯи§’е’Ңе…ӯи§’иҠұеҪўй ӯиһәж “е’ҢиһәйҮҳ
е…ӯи§’е’Ңе…ӯи§’иҠұеҪўй ӯиһәж “е’ҢиһәйҮҳпјҲеҢ…жӢ¬жі•иҳӯйқўз·Ҡеӣә件пјүжҮүж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—е’ҢиЎЁ19иҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·гҖӮ
е°ҚжүҖжңүжҖ§иғҪзӯүзҙҡзҡ„е’Ңе…¬зЁұзӣҙеҫ‘вүҘ5mmзҡ„з·Ҡеӣә件еқҮиҰҒжұӮеҲ¶еҮәж Үеҝ—гҖӮ
ж Үеҝ—жңҖеҘҪеңЁй ӯйғЁй Ӯйқўз”ЁеҮ№еӯ—жҲ–еҮёеӯ—пјҢжҲ–еңЁй ӯйғЁеҒҙйқўз”ЁеҮ№еӯ—пјҲиҰӢең–11пјүгҖӮе°Қжі•иҳӯйқўиһәж “жҲ–иһәйҮҳпјҢ當еҲ¶йҖ е·Ҙи—қдёҚе…ҒиЁұеңЁй ӯйғЁй Ӯйқўж Үеҝ—жҷӮпјҢеҸҜеңЁжі•иҳӯдёҠж Үеҝ—гҖӮ
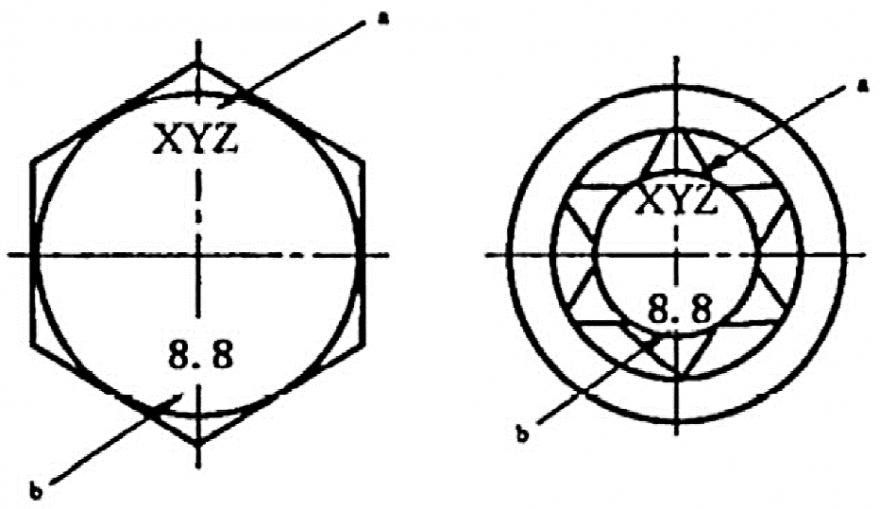
a еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—гҖӮ
b жҖ§иғҪзӯүзҙҡгҖӮ
ең–11 е…ӯи§’е’Ңе…ӯи§’иҠұеҪўй ӯиһәж “е’ҢиһәйҮҳж Үеҝ—зӨәдҫӢ
10.3.3.2 еҶ…е…ӯи§’е’ҢеҶ…е…ӯи§’иҠұеҪўең“жҹұй ӯиһәйҮҳ
еҶ…е…ӯи§’е’ҢеҶ…е…ӯи§’иҠұеҪўең“жҹұй ӯиһәйҮҳжҮүж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—е’ҢиЎЁ19иҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·гҖӮ
е°ҚжүҖжңүжҖ§иғҪзӯүзҙҡе’Ңе…¬зЁұзӣҙеҫ‘вүҘ5mmзҡ„з·Ҡеӣә件еқҮиҰҒжұӮеҲ¶еҮәж Үеҝ—гҖӮ
ж Үеҝ—жңҖеҘҪеңЁй ӯйғЁеҒҙйқўз”ЁеҮ№еӯ—жҲ–еңЁй ӯйғЁй Ӯйқўз”ЁеҮ№еӯ—жҲ–еҮёеӯ—пјҲиҰӢең–12пјүгҖӮ
еңҲ12 еҶ…е…ӯи§’ең“жҹұй ӯиһәйҮҳж Үеҝ—зӨәдҫӢ
10.3.3.3 ең“й ӯж–№й ёиһәж “
ең“й ӯж–№й ёиһәж “жҮүж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—е’ҢиЎЁ19дёӯиҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·гҖӮ
е°ҚжүҖжңүжҖ§иғҪзӯүзҙҡе’Ңе…¬зЁұзӣҙеҫ‘вүҘ5mmзҡ„з·Ҡеӣә件еқҮиҰҒжұӮеҲ¶еҮәж Үеҝ—гҖӮ
еңЁй ӯйғЁз”ЁеҮ№еӯ—жҲ–еҮёеӯ—ж Үеҝ—пјҲиҰӢең–13пјүгҖӮ
ең–13 ең“й ӯж–№й ёиһәж “ж Үеҝ—зӨәдҫӢ
10.3.3.4 иһәжҹұ
иһәжҹұжҮүж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—е’ҢиЎЁ19иҰҸе®ҡзҡ„жҖ§иғҪзӯүзҙҡзҡ„ж Үеҝ—д»ЈеҸ·пјҢжҲ–иЎЁ21иҰҸе®ҡзҡ„еҸҜйҒёз”Ёзҡ„жҖ§иғҪзӯүзҙҡж Үеҝ—з¬ҰеҸ·гҖӮ
е°Қ5.6зҙҡгҖҒ8.8зҙҡгҖҒ9.8зҙҡгҖҒ10.9зҙҡе’Ң12.9/12.9зҙҡпјҢеҸҠе…¬зЁұзӣҙеҫ‘вүҘ5mmзҡ„иһәжҹұиҰҒжұӮеҲ¶еҮәж Үеҝ—гҖӮ
жҮүеңЁиһәжҹұз„ЎиһәзҙӢжқҶйғЁйҖІиЎҢж Үеҝ—пјҢеҰӮдёҚеҸҜиғҪжҷӮпјҢжҮүеңЁиһәжҹұзҡ„ж“°е…ҘиһәжҜҚз«Ҝж Үеҝ—жҖ§иғҪзӯүзҙҡпјҢ并еҸҜзңҒз•Ҙж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—пјҲиҰӢең–14пјүгҖӮ
е°ҚйҒҺзӣҲй…ҚеҗҲзҡ„иһәжҹұжҮүеңЁж“°е…ҘиһәжҜҚз«Ҝж Үеҝ—жҖ§иғҪзӯүзҙҡпјҢ并еҸҜзңҒз•Ҙж Үеҝ—еҲ¶йҖ иҖ…иӯҳеҲ«ж Үеҝ—гҖӮ
ең–14 иһәжҹұж Үеҝ—зӨәдҫӢ
иЎЁ21 еҸҜйҒёз”Ёзҡ„иһәжҹұж Үеҝ—з¬ҰеҸ·
жҖ§иғҪзӯүзҙҡ
5.6
8.8
9.8
10.9
12.9
ж Үеҝ—з¬ҰеҸ·
вҖ”
вҡӘa
пјӢ
в–Ў
в–і
a е…ҒиЁұи©Із¬ҰеҸ·еғ…йЎҜзӨәијӘе»“жҲ–ж•ҙеҖӢеҚҖеҹҹеҮ№йҷ·
10.3.3.5 е…¶д»–йЎһеһӢзҡ„иһәж “е’ҢиһәйҮҳ
ж №ж“ҡз”ЁжҲ¶иҰҒжұӮпјҢ10.3иҰҸе®ҡзҡ„ж Үеҝ—д»ЈеҸ·пјҢд№ҹеҸҜд»Ҙз”ЁдәҺе…¶д»–йЎһеһӢзҡ„иһәж “е’ҢиһәйҮҳпјҢд»ҘеҸҠе°Ҳз”Ёз·Ҡеӣә件гҖӮ
йҖҡеёёпјҢе°ҚжІүй ӯгҖҒеҚҠжІүй ӯгҖҒең“жҹұй ӯеҸҠзӣӨй ӯиһәйҮҳпјҢжҲ–йЎһдјјй–Ӣж§ҪгҖҒеҚҒеӯ—ж§ҪеҪўзӢҖзҡ„пјҢжҲ–жңүеҶ…еҮ№ж§ҪпјҢжҲ–иҖ…е…¶д»–еҶ…жүіж“°зөҗж§Ӣзҡ„пјҢеқҮдёҚйҖІиЎҢж Үеҝ—гҖӮ
10.3.4 е·Ұж—ӢиһәзҙӢзҡ„иһәж “е’ҢиһәйҮҳзҡ„ж Үеҝ—
е°Қе…¬зЁұзӣҙеҫ‘вүҘ5mmзҡ„е·Ұж—ӢиһәзҙӢзҡ„иһәж “е’ҢиһәйҮҳжҮүжҢүең–15иҰҸе®ҡзҡ„з¬ҰеҸ·пјҢеңЁй ӯйғЁй ӮйқўжҲ–жң«з«ҜйҖІиЎҢж Үеҝ—гҖӮ
ең–15 е·Ұж—ӢиһәзҙӢзҡ„иһәж “е’ҢиһәйҮҳзҡ„ж Үеҝ—
е°Қе…ӯи§’й ӯиһәж “е’ҢиһәйҮҳдәҰеҸҜйҒёз”Ёең–16иҰҸе®ҡзҡ„е·Ұж—ӢиһәзҙӢзҡ„ж Үеҝ—гҖӮ
s вҖ”вҖ” е°ҚйӮҠеҜ¬еәҰпјӣ
k вҖ”вҖ” й ӯйғЁй«ҳеәҰгҖӮ
ең–16 е·Ұж—ӢиһәзҙӢзҡ„иһәж “е’ҢиһәйҮҳеҸҜйҒёз”Ёзҡ„ж Үеҝ—
10.4 йҷҚдҪҺжүҝијүиғҪеҠӣз·Ҡеӣә件зҡ„ж ҮиЁҳиҲҮж Үеҝ—
10.4.1 йҖҡеүҮ
жҢүжң¬йғЁеҲҶз”ҹз”ўзҡ„йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件пјҢжҮүжҢүиЎЁ22зҡ„иҰҸе®ҡйҖІиЎҢж Үеҝ—пјҢе…¶йӨҳеүҮжҮүеҸғз…§10.3.3е’Ң10.3.4зҡ„иҰҸе®ҡйҖІиЎҢж Үеҝ—гҖӮ
е°ҚйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件дёҚжҮүдҪҝз”ЁиЎЁ19гҖҒиЎЁ20е’ҢиЎЁ21иҰҸе®ҡзҡ„ж Үеҝ—д»ЈеҸ·гҖӮ
з”ўе“Ғж Үжә–зӮәйҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件пјҢеҚідҪҝжҹҗдәӣиҰҸж јиғҪеӨ йҒ”еҲ°е…ЁжүҝијүиғҪеҠӣзҡ„жҠҖиЎ“иҰҒжұӮпјҢдҪҶе°Қи©Із”ўе“Ғзҡ„жүҖжңүиҰҸж јйӮ„жҮүжҢүиЎЁ22зҡ„иҰҸе®ҡйҖІиЎҢж Үеҝ—гҖӮ
10.4.2 йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件зҡ„ж Үеҝ—д»ЈеҸ·
йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件зҡ„ж Үеҝ—д»ЈеҸ·жҮүжҢүиЎЁ22зҡ„иҰҸе®ҡгҖӮ
иЎЁ22 йҷҚдҪҺжүҝијүиғҪеҠӣзҡ„з·Ҡеӣә件зҡ„ж Үеҝ—д»ЈеҸ·
жҖ§иғҪзӯүзҙҡ
04.6
04.8
05.6
05.8
06.8
08.8
09.8
010.9
012.9
012.9
ж Үеҝ—д»ЈеҸ·a
04.6
04.8
05.6
05.8
06.8
08.8
09.8
010.9
012.9
012.9
a ж Үеҝ—д»ЈеҸ·дёӯзҡ„вҖң.вҖқеҸҜд»ҘзңҒз•ҘгҖӮ
10.5 еҢ…иЈқж Үеҝ—
е°Қеҗ„йЎһз·Ҡеӣә件гҖҒжүҖжңүиҰҸж јзҡ„жүҖжңүеҢ…иЈқдёҠпјҢеқҮжҮүжңүж Үеҝ—пјҲеҗ«иІјжҲ–ж “ж Үз°ҪпјүгҖӮж Үеҝ—жҮүеҢ…жӢ¬еҲ¶йҖ иҖ…е’Ң/жҲ–經йҠ·иҖ…е•Ҷж ҮпјҲжҲ–иӯҳеҲ«ж Үеҝ—пјүе’ҢжҖ§иғҪзӯүзҙҡж Үеҝ—д»ЈеҸ·пјҢд»ҘеҸҠGB/T 90.3иҰҸе®ҡзҡ„з”ҹз”ўжү№еҸ·гҖӮ
йҷ„йҢ„A
пјҲиіҮж–ҷжҖ§йҷ„йҢ„пјү
жҠ—жӢүеј·еәҰиҲҮж–·еҫҢдјёй•·зҺҮзҡ„й—ңзі»
жҠ—жӢүеј·еәҰиҲҮж–·еҫҢдјёй•·зҺҮзҡ„й—ңзі»пјҢиҰӢиЎЁA.1гҖӮ
иЎЁA.1 жҠ—жӢүеј·еәҰиҲҮж–·еҫҢдјёй•·зҺҮзҡ„й—ңзі»
жҠ—жӢүеј·еәҰRm,nom/MPa
400 500 600 700 800 900 1000 1100 1200 1300
ж–·еҫҢдјёй•·зҺҮa
Af,min or AminAf,min
Amin
0.37
22
4.6
0.33
20
5.6
0.24
4.8
0.22
5.8
0.20b
12c
6.8
8.8
вҖ”
10
9.8
0.13
9
10.9
вҖ”
8
12.9/
12.9a Af,minе’ҢAminй»‘й«”еӯ—зҡ„ж•ёеҖјжҳҜж Үжә–еҖј,иҰӢиЎЁ3гҖӮ
b еғ…йҖӮз”ЁдәҺ6.8зҙҡгҖӮ
c еғ…йҖӮз”ЁдәҺ8.8зҙҡгҖӮ
йҷ„йҢ„B
пјҲиіҮж–ҷжҖ§йҷ„йҢ„пјү
й«ҳжә«е°Қз·Ҡеӣә件ж©ҹжў°жҖ§иғҪзҡ„еҪұйҹҝ
й«ҳжә«иғҪж”№и®Ҡз·Ҡеӣә件зҡ„ж©ҹжў°жҖ§иғҪе’Ңе·ҘдҪңжҖ§иғҪгҖӮ
жҲ‘еҖ‘зҹҘйҒ“пјҢ當йҒ”еҲ°е…ёеһӢзҡ„жңҚеҪ№жә«еәҰ150в„ғжҷӮпјҢе°Қз·Ҡеӣә件ж©ҹжў°жҖ§иғҪе°ҡз„Ўжңүе®іеҪұйҹҝгҖӮ當жә«еәҰи¶…йҒҺ150в„ғ并жңҖеӨ§йҒ”еҲ°300в„ғжҷӮпјҢеүҮжҮү當仔зҙ°жӘўжҹҘпјҢд»ҘзЎ®дҝқз·Ҡеӣә件зҡ„е·ҘдҪңжҖ§иғҪгҖӮ
дјҙйҡҸжә«еәҰзҡ„еўһеҠ пјҢе°ҶйҖҗжјёеұ•зҸҫпјҡ
вҖ”вҖ”е°Қз·Ҡеӣә件жҲҗе“Ғзҡ„дёӢеұҲжңҚеј·еәҰпјҢжҲ–иҰҸе®ҡйқһжҜ”дҫӢ延伸0.2%зҡ„жҮүеҠӣпјҢжҲ–иҰҸе®ҡйқһжҜ”дҫӢ延伸0.0048dзҡ„жҮүеҠӣзҡ„йҷҚдҪҺе’Ң
вҖ”вҖ”жҠ—жӢүеј·еәҰзҡ„йҷҚдҪҺгҖӮ
經驗д№Ӣи«ҮпјҡеңЁй«ҳжә«жңҚеҪ№жўқ件дёӢпјҢз·Ҡеӣә件жҢҒзәҢйҒӢиЎҢжҷӮпјҢйҡҸзқҖжӣҙй«ҳзҡ„жә«еәҰеўһй•·пјҢиғҪе°Һз·»жҮүеҠӣжқҫејӣгҖӮжҮүеҠӣжқҫејӣе°ҶдјҙйҡҸеӨҫз·ҠеҠӣзҡ„жҗҚеӨұгҖӮ
еҶ·дҪңзЎ¬еҢ–з·Ҡеӣә件пјҲ4.8гҖҒ5.8гҖҒ6.8пјүжҜ”ж·¬зҒ«е№¶еӣһзҒ«жҲ–ж¶ҲйҷӨжҮүеҠӣзҡ„з·Ҡеӣә件е°ҚжҮүеҠӣжқҫејӣжӣҙж•Ҹж„ҹгҖӮ
е°Қй«ҳжә«з·Ҡеӣә件дҪҝз”Ёеҗ«йүӣ-йӢјжҷӮпјҢжҮү當注ж„ҸгҖӮе°ҚйҖҷзЁ®з·Ҡеӣә件пјҢ當жңҚеҪ№жә«еәҰиҷ•дәҺйүӣзҡ„зҶ”й»һзҜ„еңҚжҷӮпјҢжҮү當иҖғж…®ж¶ІжҖҒйҮ‘еұ¬и„Ҷи®ҠпјҲLMEпјүйўЁйҡӘгҖӮ
жңүй—ңвҖңй«ҳжә«з·Ҡеӣә件用йӢјзҡ„йҒёж“ҮиҲҮжҮүз”ЁвҖқзҡ„еҸғиҖғиіҮж–ҷпјҢеҰӮEN 10269е’ҢASTM F 2281гҖӮ
йҷ„йҢ„C
пјҲиіҮж–ҷжҖ§йҷ„йҢ„пјү
з·Ҡеӣә件еҜҰзү©ж–·еҫҢдјёй•·зҺҮAf
иЎЁ3еғ…е°Қ4.8зҙҡгҖҒ5.8зҙҡе’Ң6.8зҙҡиһәж “гҖҒиһәйҮҳе’ҢиһәжҹұеҜҰзү©иҰҸе®ҡдәҶжңҖе°Ҹж–·еҫҢдјёй•·зҺҮAf,min гҖӮдҪңзӮәиіҮж–ҷпјҢе°Қе…¶д»–жҖ§иғҪзӯүзҙҡзҡ„ж•ёеҖјеңЁиЎЁC.1дёӯзөҰеҮәгҖӮйҖҷдәӣж•ёеҖјд»ҚеңЁиӘҝжҹҘз ”з©¶дёӯгҖӮ
иЎЁC.1 з·Ҡеӣә件еҜҰзү©ж–·еҫҢдјёй•·зҺҮпјҢAf
жҖ§иғҪзӯүзҙҡ
4.6
5.6
8.8
9.8
10.9
12.9/12.9
Af,min
0.37
0.33
0.20
вҖ”
0.13
вҖ”
жӣҙеӨҡзӣёй—ңж•ёж“ҡ