-
иЎЁйқўзјәйҷ·зҡ„зЁ®йЎһгҖҒеҺҹеӣ гҖҒеӨ–и§Җзү№еҫҒе’ҢжҘөйҷҗ
2. иЎЁйқўзјәйҷ·зҡ„зЁ®йЎһгҖҒеҺҹеӣ гҖҒеӨ–и§Җзү№еҫҒе’ҢжҘөйҷҗ
2.1 иЈӮзё« Cracks
иЈӮзё«жҳҜдёҖзЁ®жё…жҷ°пјҲзөҗжҷ¶й«”пјүзҡ„жІҝйҮ‘еұ¬жҷ¶зІ’йӮҠз•ҢжҲ–ж©«з©ҝжҷ¶зІ’зҡ„ж–·иЈӮпјҢ并еҸҜиғҪеҗ«жңүеӨ–дҫҶе…ғзҙ зҡ„еӨҫйӣңзү©гҖӮиЈӮзё«йҖҡеёёжҳҜйҮ‘еұ¬еңЁйҚӣйҖ жҲ–е…¶д»–жҲҗеһӢе·ҘеәҸжҲ–зҶұиҷ•зҗҶзҡ„йҒҺзЁӢдёӯпјҢз”ұдәҺеҸ—йҒҺй«ҳзҡ„жҮүеҠӣиҖҢйҖ жҲҗзҡ„пјҢд№ҹеҸҜиғҪеңЁеҺҹжқҗж–ҷдёӯеҚіеӯҳеңЁиЈӮзё«гҖӮ當е·Ҙ件被еҶҚж¬ЎеҠ зҶұжҷӮпјҢйҖҡеёёз”ұдәҺж°§еҢ–зҡ®зҡ„еүқиҗҪиҖҢдҪҝиЈӮзё«и®ҠиүІгҖӮ
2.1.1 ж·¬зҒ«иЈӮзё« Quench Cracks
еҺҹ еӣ
еңЁзҶұиҷ•зҗҶйҒҺзЁӢдёӯпјҢз”ұдәҺйҒҺй«ҳзҡ„зҶұжҮүеҠӣе’ҢжҮүи®ҠпјҢйғҪеҸҜиғҪз”ўз”ҹж·¬зҒ«иЈӮзё«гҖӮ
ж·¬зҒ«иЈӮзё«йҖҡеёёжҳҜдёҚиҰҸеүҮзӣёдәӨгҖҒз„ЎиҰҸеҫӢж–№еҗ‘зҡ„е‘ҲзҸҫеңЁз·Ҡеӣә件表йқў
еӨ– и§Җ

жҘө йҷҗ
д»»дҪ•ж·ұеәҰгҖҒд»»дҪ•й•·еәҰжҲ–д»»дҪ•йғЁдҪҚзҡ„ж·¬зҒ«иЈӮзё«йғҪдёҚе…ҒиЁұеӯҳеңЁгҖӮ
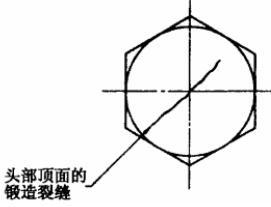
2.1.2 йҚӣйҖ иЈӮзё«Forging cracks
еҺҹ еӣ
йҚӣйҖ иЈӮзё«еҸҜиғҪеңЁеҲҮж–ҷжҲ–йҚӣйҖ е·ҘеәҸдёӯз”ўз”ҹпјҢ并дҪҚдәҺиһәж “е’ҢиһәйҮҳзҡ„й ӯйғЁй Ӯйқў
еӨ– и§Җ
жҘө йҷҗ
йҚӣйҖ иЈӮзё«зҡ„й•·еәҰlпјҡlвүӨ1d;
йҚӣйҖ иЈӮзё«зҡ„ж·ұеәҰжҲ–еҜ¬еәҰbпјҡ
bвүӨ0.04d;
жң¬йҚӣйҖ иЈӮзё«зҡ„жҘөйҷҗдёҚйҖӮз”ЁдәҺеҮ№ж§Ҫй ӯиһәйҮҳпјҲ2.1.5жўқпјүгҖӮ
dвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘
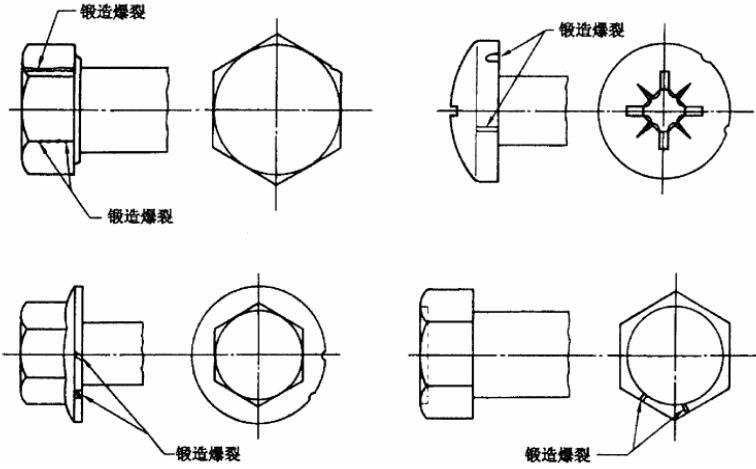
2.1.3 йҚӣйҖ зҲҶиЈӮForging bursts
еҺҹ еӣ
еңЁйҚӣйҖ йҒҺзЁӢдёӯеҸҜиғҪз”ўз”ҹйҚӣйҖ зҲҶиЈӮпјҢеҰӮеңЁиһәж “е’ҢиһәйҮҳе…ӯи§’й ӯзҡ„е°Қи§’дёҠпјҢжҲ–еңЁжі•иҳӯйқўжҲ–ең“й ӯз”ўе“Ғзҡ„ең“е‘ЁдёҠпјҢжҲ–еңЁеҮ№з©ҙй ӯйғЁйҡҶиө·йғЁеҲҶеҮәзҸҫ
еӨ– и§Җ
жҘө йҷҗ
е…ӯи§’й ӯеҸҠе…ӯи§’жі•иҳӯйқўиһәж “е’ҢиһәйҮҳпјҡе…ӯи§’жі•иҳӯйқўиһәж “е’ҢиһәйҮҳзҡ„жі•иҳӯйқўдёҠзҡ„йҚӣйҖ зҲҶиЈӮпјҢдёҚжҮү延伸еҲ°й ӯйғЁй Ӯйқўзҡ„й Ӯең“пјҲеҖ’и§’ең“пјүжҲ–й ӯдёӢж”ҜжүҝйқўеҶ…гҖӮе°Қи§’дёҠзҡ„йҚӣйҖ зҲҶиЈӮпјҢдёҚжҮүдҪҝе°Қи§’еҜ¬еәҰжёӣе°ҸеҲ°дҪҺдәҺиҰҸе®ҡзҡ„жңҖе°Ҹе°әеҜёгҖӮ
иһәж “е’ҢиһәйҮҳеҮ№з©ҙй ӯйғЁйҡҶиө·йғЁеҲҶзҡ„йҚӣйҖ зҲҶиЈӮпјҢе…¶еҜ¬еәҰдёҚжҮүи¶…йҒҺ0.06dжҲ–ж·ұеәҰдҪҺдәҺеҮ№з©ҙйғЁеҲҶгҖӮ
ең“й ӯиһәж “е’ҢиһәйҮҳеҸҠе…ӯи§’жі•иҳӯйқўиһәж “пјҡ
иһәж “е’ҢиһәйҮҳзҡ„жі•иҳӯйқўе’Ңең“й ӯең“е‘ЁдёҠзҡ„йҚӣйҖ зҲҶиЈӮдёҚжҮүи¶…йҒҺдёӢеҲ—жҘөйҷҗпјҡ
йҚӣйҖ зҲҶиЈӮзҡ„еҜ¬еәҰпјҡ
вүӨ0.08dcпјҲжҲ–dkпјүпјҲйҡ»жңүдёҖеҖӢйҚӣйҖ зҲҶиЈӮжҷӮпјүпјӣ
вүӨ0.04dcпјҲжҲ–dkпјүпјҲжңүе…©еҖӢжҲ–жӣҙеӨҡзҡ„йҚӣйҖ зҲҶиЈӮжҷӮпјҢе…¶дёӯжңүдёҖеҖӢе…ҒиЁұеҲ°0.08dc жҲ–dk пјү гҖӮ
йҚӣйҖ зҲҶиЈӮзҡ„ж·ұеәҰпјҡ
вүӨ0.04dc
dвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘пјӣdcвҖ”вҖ”й ӯйғЁжҲ–жі•иҳӯзӣҙеҫ‘пјӣ dkвҖ”вҖ”й ӯйғЁзӣҙеҫ‘
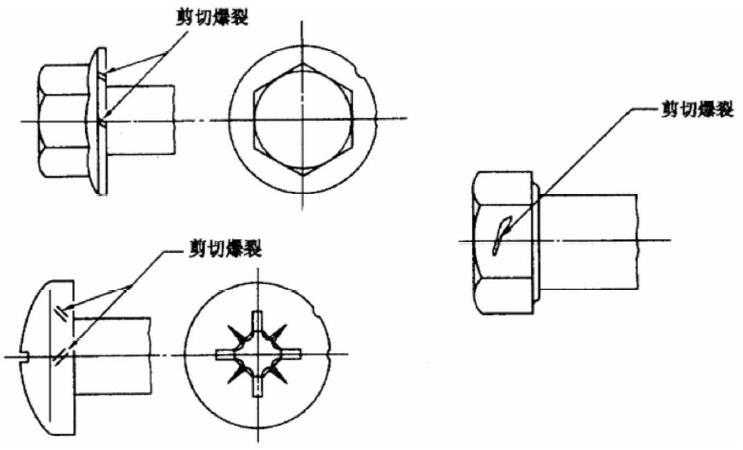
2.1.4 еүӘеҲҮзҲҶиЈӮShear bursts
еҺҹ еӣ
еңЁйҚӣйҖ йҒҺзЁӢдёӯеҸҜиғҪз”ўз”ҹеүӘеҲҮзҲҶиЈӮпјҢеҰӮеңЁең“й ӯжҲ–жі•иҳӯйқўз”ўе“Ғзҡ„ең“й ӯжҲ–жі•иҳӯйқўзҡ„еӣӣе‘ЁдёҠеҮәзҸҫпјҢйҖҡеёёе’Ңз”ўе“Ғи»ёеҝғз·ҡзҙ„жҲҗ45В°гҖӮеүӘеҲҮзҲҶиЈӮд№ҹеҸҜиғҪз”ўз”ҹеңЁе…ӯи§’й ӯз”ўе“Ғзҡ„е°ҚйӮҠе№ійқўдёҠ
еӨ– и§Җ
жҘө йҷҗ
е…ӯи§’й ӯеҸҠе…ӯи§’жі•иҳӯйқўиһәж “е’ҢиһәйҮҳпјҡдҪҚдәҺжүіж“°й ӯйғЁеүӘеҲҮзҲҶиЈӮзҡ„жҘөйҷҗпјҡ
еҜ¬еәҰ вүӨ 0.25 mm + O.02s пјӣ
ж·ұеәҰ вүӨ 0.04d гҖӮ
е…ӯи§’жі•иҳӯйқўиһәж “е’ҢиһәйҮҳзҡ„жі•иҳӯйқўдёҠзҡ„еүӘеҲҮзҲҶиЈӮпјҢдёҚжҮү延伸еҲ°й ӯйғЁй Ӯйқўзҡ„й Ӯең“пјҲеҖ’и§’ең“пјүжҲ–й ӯдёӢж”ҜжүҝйқўеҶ…гҖӮе°Қи§’дёҠзҡ„еүӘеҲҮзҲҶиЈӮпјҢдёҚжҮүдҪҝе°Қи§’еҜ¬еәҰжёӣе°ҸеҲ°дҪҺдәҺиҰҸе®ҡзҡ„жңҖе°Ҹе°әеҜёгҖӮ
иһәж “е’ҢиһәйҮҳеҮ№з©ҙй ӯйғЁйҡҶиө·йғЁеҲҶзҡ„еүӘеҲҮзҲҶиЈӮпјҢе…¶еҜ¬еәҰдёҚжҮүи¶…йҒҺ0.06dжҲ–ж·ұеәҰдҪҺдәҺеҮ№з©ҙйғЁеҲҶгҖӮ
ең“й ӯиһәж “е’ҢиһәйҮҳеҸҠе…ӯи§’жі•иҳӯйқўиһәж “пјҡ
иһәж “е’ҢиһәйҮҳзҡ„жі•иҳӯйқўе’Ңең“й ӯең“е‘ЁдёҠзҡ„еүӘеҲҮзҲҶиЈӮзҡ„еҜ¬еәҰдёҚжҮүи¶…йҒҺдёӢеҲ—жҘөйҷҗпјҡ
вүӨ0.08dcпјҲжҲ–dkпјүпјҲйҡ»жңүдёҖеҖӢеүӘеҲҮзҲҶиЈӮжҷӮпјүпјӣ
вүӨ0.04dcпјҲжҲ–dkпјүпјҲжңүе…©еҖӢжҲ–жӣҙеӨҡзҡ„еүӘеҲҮзҲҶиЈӮжҷӮпјҢе…¶дёӯжңүдёҖеҖӢе…ҒиЁұеҲ°0.08dc жҲ–dk пјү гҖӮ
sвҖ”вҖ”е°ҚйӮҠеҜ¬еәҰпјӣdвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘пјӣdcвҖ”вҖ”й ӯйғЁжҲ–жі•иҳӯзӣҙеҫ‘пјӣdkвҖ”вҖ”й ӯйғЁзӣҙеҫ‘
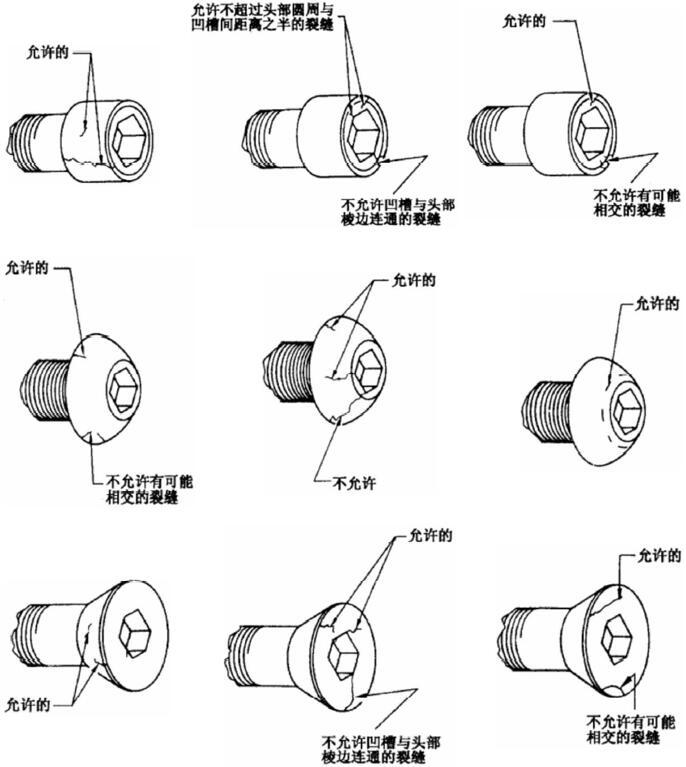
2.1.5 еҮ№ж§Ҫй ӯиһәйҮҳзҡ„йҚӣйҖ иЈӮзё«Forging cracks socket head screws
еҺҹ еӣ
еңЁйҚӣйҖ е’ҢеҠ е·ҘеҮ№ж§Ҫзҡ„йҒҺзЁӢдёӯпјҢз”ұдәҺеүӘеҲҮе’Ңж“ еЈ“жҮүеҠӣзҡ„дҪңз”ЁпјҢеҸҜиғҪеңЁең“е‘ЁгҖҒй Ӯйқўе’ҢеҮ№ж§ҪпјҲеҰӮеҶ…е…ӯи§’пјүзӯүеҶ…гҖҒеӨ–иЎЁйқўдёҠз”ўз”ҹиЈӮзё«
еӨ– и§Җ
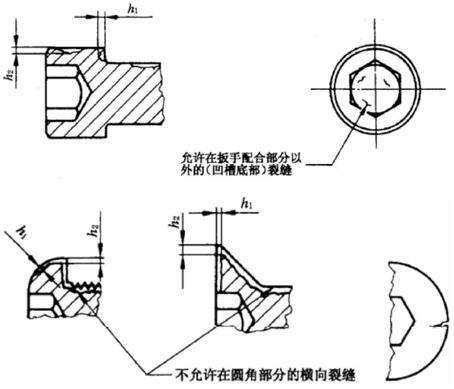
е…ҒиЁұзҡ„ж·ұеәҰпјҡ
h1вүӨO.03dkпјҲжңҖеӨ§еҖјзӮә0.13 mm)пјӣ
h2вүӨ0.06dkпјҲжңҖеӨ§еҖјзӮә1.6 mmпјүгҖӮ
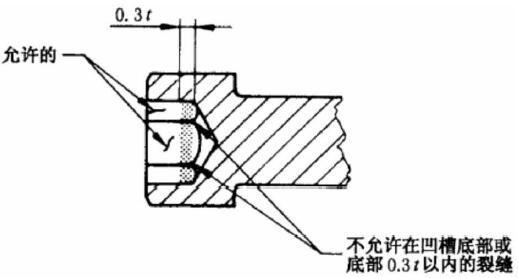
dkвҖ”вҖ”й ӯйғЁзӣҙеҫ‘пјӣtвҖ”вҖ”еҮ№ж§Ҫж·ұеәҰ
жҘө йҷҗ
еҫһеҮ№ж§ҪеҶ…延伸еҲ°еӨ–иЎЁйқўд»ҘеҸҠеңЁж©«еҗ‘еҸҜиғҪзӣёдәӨзҡ„иЈӮзё«жҳҜдёҚе…ҒиЁұзҡ„гҖӮж§Ҫеә•0.3tзҜ„еңҚеҶ…дёҚе…ҒиЁұжңүиЈӮзё«гҖӮе…ҒиЁұдҪҚдәҺеҮ№ж§Ҫе…¶д»–йғЁдҪҚзҡ„иЈӮзё«пјҢдҪҶй•·еәҰдёҚжҮүи¶…йҒҺ0.25tпјҢж·ұеәҰдёҚжҮүи¶…йҒҺ0.03dkпјҲжңҖеӨ§еҖјзӮә0.13 mmпјүгҖӮ
еңЁй ӯжқҶзөҗеҗҲиҷ•е’Ңй ӯйғЁй ӮйқўдёҠпјҢе…ҒиЁұжңүдёҖеҖӢж·ұеәҰдёҚи¶…йҒҺ0.03dkпјҲжңҖеӨ§еҖјзӮә0.13 mmпјүзҡ„зёұеҗ‘иЈӮзё«гҖӮеңЁең“е‘ЁдёҠе…ҒиЁұжңүж·ұеәҰдёҚи¶…йҒҺ0.06dkпјҲжңҖеӨ§еҖјзӮә1.6 mmпјүзҡ„зёұеҗ‘иЈӮзё«гҖӮ
2.2 еҺҹжқҗж–ҷзҡ„иЈӮзҙӢе’Ңжўқз—•Row material seams and laps
еҺҹжқҗж–ҷзҡ„иЈӮзҙӢжҲ–жўқз—•йҖҡеёёжҳҜжІҝиһәзҙӢгҖҒе…үжқҶжҲ–й ӯйғЁзёұеҗ‘延伸зҡ„дёҖжўқзҙ°зӣҙз·ҡжҲ–е…үж»‘жӣІз·ҡзҡ„зјәйҷ·гҖӮ
еҺҹ еӣ
иЈӮзҙӢе’Ңжўқз—•йҖҡеёёжҳҜеҲ¶йҖ з·Ҡеӣә件зҡ„еҺҹжқҗж–ҷдёӯеӣәжңүзҡ„зјәйҷ·
еӨ– и§Җ
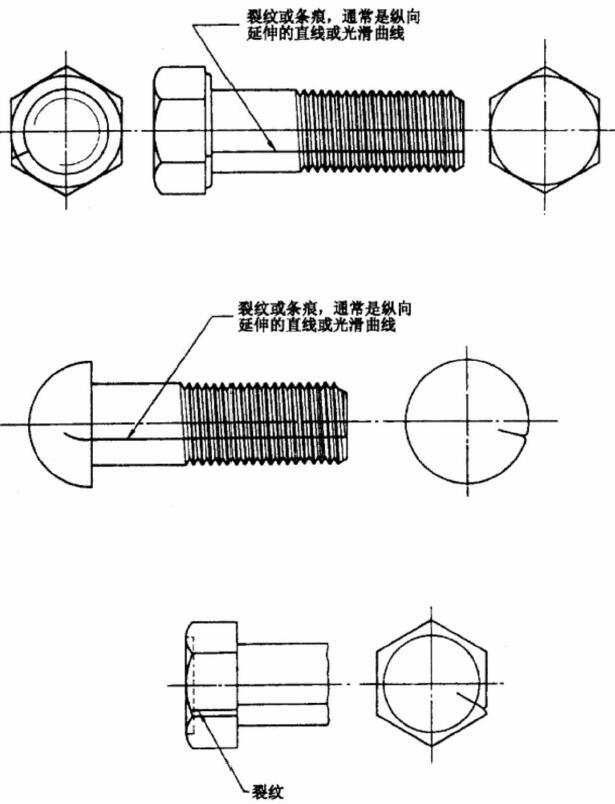
жҘө йҷҗ
иЈӮзҙӢжҲ–жўқз—•зҡ„ж·ұеәҰпјҡвүӨ 0.015d + O.1 mmпјҲжңҖеӨ§еҖјзӮә0.4 mmпјүгҖӮ
еҰӮжһңиЈӮзҙӢжҲ–жўқ痕延伸еҲ°й ӯйғЁпјҢеүҮдёҚжҮүи¶…еҮәе°ҚйҚӣйҖ зҲҶиЈӮиҰҸе®ҡзҡ„еҜ¬еәҰе’Ңж·ұеәҰзҡ„е…ҒиЁұжҘөйҷҗпјҲ2.1.3жўқпјүгҖӮ
dвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘
2.3 еҮ№з—•Voids
еҮ№з—•жҳҜеңЁйҚӣйҖ жҲ–еў©йҚӣйҒҺзЁӢдёӯпјҢз”ұдәҺйҮ‘еұ¬жңӘеЎ«ж»ҝиҖҢе‘ҲзҸҫеңЁиһәж “жҲ–иһәйҮҳиЎЁйқўдёҠзҡ„ж·әеқ‘жҲ–еҮ№йҷ·гҖӮ
еҺҹ еӣ
еҮ№з—•жҳҜз”ұеҲҮеұ‘жҲ–еүӘеҲҮжҜӣеҲәжҲ–еҺҹжқҗж–ҷзҡ„йҸҪеұӨйҖ жҲҗзҡ„з—•иҝ№жҲ–еЈ“еҚ°пјҢ并еңЁйҚӣйҖ жҲ–й•ҰйҚӣе·ҘеәҸдёӯжңӘиғҪж¶ҲйҷӨ
еӨ– и§Җ

жҘө йҷҗ
еҮ№з—•зҡ„ж·ұеәҰhпјҡh вүӨ 0.02dпјҲжңҖеӨ§еҖјзӮә0.25 mmпјүгҖӮ
еҮ№з—•зҡ„йқўз©Қпјҡ
ж”ҜжүҝйқўдёҠеҮ№з—•йқўз©Қд№Ӣе’ҢпјҢдёҚжҮүи¶…йҒҺж”ҜжүҝйқўзёҪйқўз©Қзҡ„5%гҖӮ
dвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘
2.4 зҡәзҙӢFolds
зҡәзҙӢжҳҜеңЁйҚӣйҖ йҒҺзЁӢдёӯпјҢе‘ҲзҸҫеңЁз·Ҡеӣә件表йқўзҡ„йҮ‘еұ¬жҠҳз–ҠгҖӮ
еҺҹ еӣ
еңЁй•ҰйҚӣзҡ„дёҖж¬ЎжІ–ж“ҠйҒҺзЁӢдёӯпјҢз”ұдәҺй«”з©ҚдёҚи¶іе’ҢеҪўзӢҖдёҚдёҖйҖ жҲҗжқҗж–ҷзҡ„дҪҚ移иҖҢз”ўз”ҹзҡәзҙӢ
еӨ– и§Җ
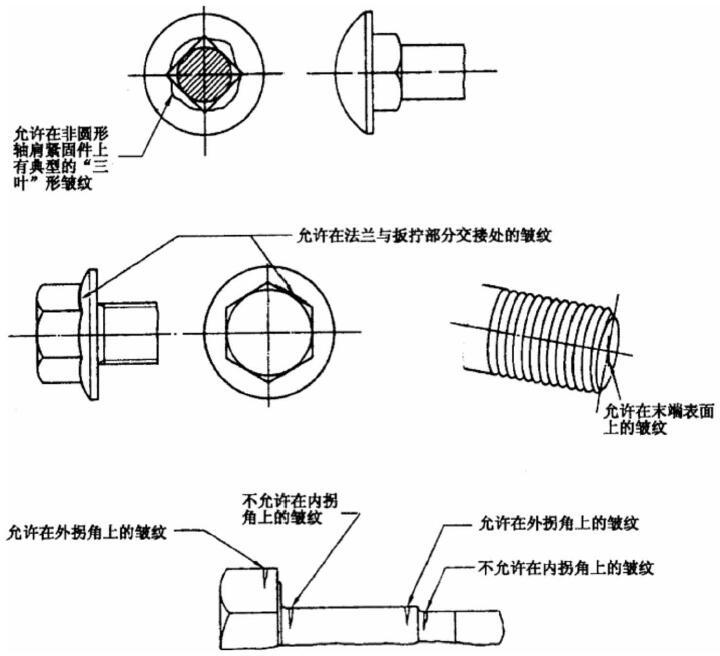
жҘө йҷҗ
дҪҚдәҺжҲ–дҪҺдәҺж”Ҝжүҝйқўзҡ„еҶ…жӢҗи§’дёҠдёҚе…ҒиЁұжңүзҡәзҙӢпјҢдҪҶеңЁдёҠиҝ°ең–зӨәжҲ–з”ўе“Ғж Үжә–дёӯзү№ж®Ҡе…ҒиЁұиҖ…дҫӢеӨ–гҖӮеңЁеӨ–жӢҗи§’дёҠзҡ„зҡәзҙӢе…ҒиЁұеӯҳеңЁгҖӮ
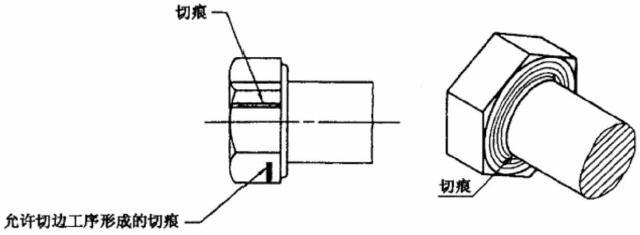
2.5 еҲҮз—•Tool marks
еҲҮз—•жҳҜзёұеҗ‘жҲ–ең“е‘Ёж–№еҗ‘ж·әзҡ„жәқж§ҪгҖӮ
еҺҹ еӣ
еҲҮз—•еӣ еҲ¶йҖ е·Ҙе…·и¶…и¶Ҡиһәж “жҲ–иһәйҮҳиЎЁйқўзҡ„йҒӢеӢ•иҖҢз”ўз”ҹ
еӨ– и§Җ
жҘө йҷҗ
еңЁе…үжқҶгҖҒең“и§’жҲ–ж”ҜжүҝйқўдёҠпјҢз”ұдәҺеҠ е·Ҙз”ўз”ҹзҡ„еҲҮз—•пјҢе…¶иЎЁйқўзІ—зіҷеәҰдёҚжҮүи¶…йҒҺRОұ=3.2ОјmпјҲжҢүGB/T 1031иҰҸе®ҡпјү
2.6 иһәзҙӢдёҠзҡ„жҠҳз–ҠLaps on the thread
жҠҳз–ҠжҳҜиһәзҙӢиЎЁйқўзҡ„йҮ‘еұ¬зҡәзҙӢпјҢйҖҡеёёеңЁеҗ„еҖӢз”ўе“Ғдёӯд»ҘзӣёеҗҢзҡ„ејҸжЁЈеҮәзҸҫгҖӮд№ҹеҚіеңЁеҗҢдёҖжү№з”ўе“ҒдёҠпјҢжҠҳз–ҠжҳҜеңЁзӣёеҗҢдҪҚзҪ®е’ҢеҗҢжЁЈзҡ„移еӢ•ж–№еҗ‘дёҠеҮәзҸҫгҖӮ
еҺҹ еӣ
еңЁијҫеҲ¶иһәзҙӢзҡ„еҶ·жҲҗеһӢйҒҺзЁӢдёӯпјҢз”ўз”ҹиһәзҙӢдёҠзҡ„жҠҳз–ҠжҲ–зҡәзҙӢ
еӨ– и§Җ
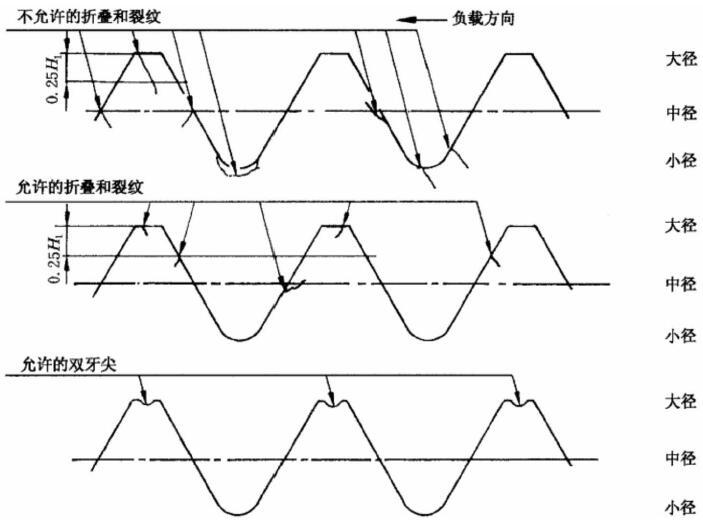
H 1вҖ”вҖ”зүҷеһӢй«ҳеәҰ
жҘө йҷҗ
д»»дҪ•ж·ұеәҰжҲ–й•·еәҰзҡ„жҠҳз–ҠпјҢдёҚе…ҒиЁұеңЁдёӢеҲ—йғЁдҪҚеҮәзҸҫпјҡиһәзҙӢзүҷеә•пјӣ
еңЁдёӯеҫ‘д»ҘдёӢиһәзҙӢзүҷеҸ—еҠӣеҒҙйқўпјҢеҚідҪҝе…¶иө·й»һеңЁдёӯеҫ‘д»ҘдёҠпјҢд№ҹдёҚе…ҒиЁұгҖӮ
дёӢеҲ—жҠҳз–Ҡе…ҒиЁұеӯҳеңЁпјҡ
иһәзҙӢзүҷй ӮO.25H1зҜ„еңҚеҶ…зҡ„жҠҳз–Ҡпјӣ
жҜҸжүЈиһәзҙӢдёҠеңЁеҚҠеңҲд»ҘеҶ…зҡ„жңӘе®Ңе…Ёж»ҫеЈ“еҮәзҡ„иһәзҙӢзүҷй Ӯпјӣ
еңЁдёӯеҫ‘д»ҘдёӢдҪҚдәҺдёҚеҸ—еҠӣиһәзҙӢзүҷеҒҙ并еҗ‘еӨ§еҫ‘ж–№еҗ‘延伸зҡ„жҠҳз–ҠпјҢе…¶ж·ұеәҰдёҚеӨ§дәҺ0.25H1пјҢжҜҸжүЈиһәзҙӢдёҠзҡ„й•·еәҰдёҚеӨ§дәҺеҚҠеңҲиһәзҙӢй•·еәҰгҖӮ
H1вҖ”вҖ”зүҷеһӢй«ҳеәҰ
2.7 жҗҚеӮ·Damages
жҗҚеӮ·жҳҜжҢҮиһәж “жҲ–иһәйҮҳд»»дҪ•иЎЁйқўдёҠзҡ„еҲ»з—•гҖӮ
еҺҹ еӣ
жҗҚеӮ·пјҢеҰӮеҮ№йҷ·гҖҒж“ҰеӮ·гҖҒзјәеҸЈе’Ңй‘ҝж§ҪпјҢеӣ иһәж “жҲ–иһәйҮҳеңЁеҲ¶йҖ е’ҢйҒӢијёйҒҺзЁӢдёӯеҸ—еӨ–з•ҢеҪұйҹҝиҖҢз”ўз”ҹ
еӨ– и§Җ
жІ’жңүжә–зЎ®зҡ„е№ҫдҪ•еҪўзӢҖгҖҒдҪҚзҪ®жҲ–ж–№еҗ‘пјҢд№ҹз„Ўжі•й‘’еҲ«еӨ–йғЁеҪұйҹҝзҡ„еӣ зҙ
жҘө йҷҗ
дёҠиҝ°жҗҚеӮ·пјҢйҷӨйқһиғҪиӯүеҜҰеүҠејұеҠҹиғҪжҲ–дҪҝз”ЁжҖ§пјҢеҗҰеүҮдёҚжҮүжӢ’收гҖӮдҪҚдәҺиһәзҙӢжңҖеҲқдёүжүЈзҡ„еҮ№йҷ·гҖҒж“ҰеӮ·гҖҒзјәеҸЈе’Ңй‘ҝж§ҪдёҚеҫ—еҪұйҹҝиһәзҙӢйҖҡиҰҸйҖҡйҒҺпјҢе…¶ж“°е…ҘжҷӮзҡ„еҠӣзҹ©дёҚжҮүеӨ§дәҺ0.001d 3 N вҖў mгҖӮ
еҰӮжңүеҝ…иҰҒпјҢжҢүзү№ж®ҠеҚ”иӯ°пјҢеҰӮеҢ…иЈқиҰҒжұӮпјҢд»ҘйҒҝе…ҚйҒӢијёдёӯзҡ„жҗҚеӮ·гҖӮ
dвҖ”вҖ”иһәзҙӢе…¬зЁұзӣҙеҫ‘
иЎЁ1 е…ҒиЁұзҡ„иЎЁйқўзјәйҷ·
жўқ
2.1.2
2.1.3
2.1.4
2.1.5
2.2
2.3
2.6
2.7
зјәйҷ·
йҚӣйҖ иЈӮзё«
йҚӣйҖ зҲҶиЈӮ
еүӘеҲҮзҲҶиЈӮ
еҶ…е…ӯи§’иһәйҮҳзҡ„иЈӮзё«
жўқз—•
еҮ№з—•
иһәзҙӢдёҠзҡ„жҠҳз–Ҡ
жҗҚеӮ·
иһәзҙӢе…¬зЁұзӣҙеҫ‘
й•·еәҰ
еҜ¬еәҰе’Ңж·ұеәҰ
ең“й ӯе’Ңжі•иҳӯй ӯ
еҜ¬еәҰ
ж·ұеәҰ
еҮ№ж§Ҫ
й ӯйғЁ
еҺҹжқҗж–ҷ
ж·ұеәҰж·ұеәҰ
ж·ұеәҰ
жүӯзҹ©еҖј
N вҖў mеҜ¬еәҰ
ж·ұеәҰ
й•·еәҰ
ж·ұеәҰ
иЎЁйқўж·ұеәҰ
жЈұйӮҠ
(еҖ’ең“)
ж·ұеәҰd
Max
Max
Max
Max
Max
Max
Max
Max
Max
Max
Max
Max
Max
Max
5
5
0.2
0.08Г—й ӯйғЁжҲ–жі•иҳӯзӣҙеҫ‘жҲ–0.01Г—й ӯйғЁжҲ–жі•иҳӯзӣҙеҫ‘
0.2
0.25+0.02s (е°ҚжүіжүӢйқў) 0.08Г—й ӯйғЁжҲ–жі•иҳӯйқўзӣҙеҫ‘жҲ–0.04Г—й ӯйғЁжҲ–жі•иҳӯзӣҙеҫ‘
0.2
0.25Г—еҮ№ж§Ҫж·ұеәҰ
0.13
0.03Г—й ӯйғЁзӣҙеҫ‘пјҢжңҖеӨ§0.13 mm
0.06Г—й ӯйғЁзӣҙеҫ‘пјҢжңҖеӨ§1.6 mm
0.17
0.1
0.11
0.125
6
6
0.24
0.24
0.24
0.13
0.19
0.12
0.14
0.22
7
7
0.28
0.28
0.28
0.13
0.21
0.14
0.14
0.33
8
8
0.32
0.32
0.32
0.13
0.22
0.16
0.17
0.51
10
10
0.4
0.4
0.4
0.13
0.25
0.2
0.2
1
12
12
0.48
0.48
0.48
0.13
0.28
0.24
0.24
1.73
14
14
0.56
0.56
0.56
0.13
0.31
0.25
0.27
2.7
16
16
0.64
0.64
0.64
0.13
0.34
0.25
0.27
4.1
18
18
0.72
0.72
0.72
0.13
0.37
0.25
0.34
5.8
20
20
0.8
0.8
0.8
0.13
0.4
0.25
0.34
8
22
22
0.88
0.88
0.88
0.13
0.4
0.25
0.34
10.6
24
24
0.96
0.96
0.96
0.13
0.4
0.25
0.41
13.8
27
27
1.1
1.1
1.1
0.13
0.4
0.25
0.41
19.7
30
30
1.2
1.2
1.2
0.13
0.4
0.25
0.47
27
33
33
1.3
1.3
1.3
0.13
0.4
0.25
0.47
35.9
36
36
1.4
1.4
1.4
0.13
0.4
0.25
0.54
46.6
39
39
1.6
1.6
1.6
0.13
0.4
0.25
0.54
59.3
-
жӘўжҹҘиҲҮеҲӨе®ҡзЁӢеәҸ
3 жӘўжҹҘиҲҮеҲӨе®ҡзЁӢеәҸ
驗收жӘўжҹҘзЁӢеәҸиҰӢGB /T 90гҖӮеҰӮжһңиЎЁйқўеЎ—гҖҒйҚҚеұӨеҪұйҹҝе°ҚиЎЁйқўзјәйҷ·зҡ„иӯҳеҲ«пјҢеүҮжҮүеңЁжӘўжҹҘеүҚдәҲд»ҘеҺ»йҷӨгҖӮ
жіЁпјҡ GB /T 90 дҝ®иЁӮжҷӮе°ҶзӣёжҮүеҲ жёӣпјҢд»Ҙе…ҚйҮҚиӨҮгҖӮ3.1 иҰҸеүҮ
еҲ¶йҖ иҖ…жңүж¬ҠйҮҮз”Ёд»»дҪ•жӘўжҹҘзЁӢеәҸпјҢдҪҶеҝ…й Ҳдҝқиӯүз”ўе“Ғз¬ҰеҗҲжң¬ж Үжә–зҡ„иҰҸе®ҡгҖӮ
йңҖж–№еҸҜд»ҘйҮҮз”Ёжң¬жўқиҰҸе®ҡзҡ„驗收жӘўжҹҘзЁӢеәҸпјҢд»ҘзЎ®е®ҡдёҖжү№з·Ҡеӣә件產е“ҒжҺҘеҸ—жҲ–жӢ’收гҖӮжң¬зЁӢеәҸд№ҹйҖӮз”ЁдәҺжңүдәүиӯ°жҷӮзҡ„д»ІиЈҒжӘўжҹҘпјҢ йҷӨйқһдҫӣйңҖйӣҷж–№еңЁиЁӮе–®дёӯжіЁжҳҺеҚ”иӯ°зҡ„其他驗收зЁӢеәҸгҖӮ
3.2 йқһз ҙеЈһжҖ§жӘўжҹҘ
ж №ж“ҡйҷ„йҢ„AпјҲж Үжә–зҡ„йҷ„йҢ„пјүиЎЁA1зҡ„иҰҸе®ҡпјҢеҫһ驗收жү№дёӯйҡҸж©ҹжҠҪеҸ–жЁЈжң¬пјҢ并йҖІиЎҢзӣ®жё¬жҲ–е…¶д»–йқһз ҙеЈһжҖ§зҡ„жӘўжҹҘпјҢеҰӮзЈҒеҠӣжҠҖиЎ“жҲ–жёҰжөҒйӣ»жөҒгҖӮиӢҘзҷјзҸҫжңүзјәйҷ·жЁЈе“ҒжңӘи¶…йҒҺе…ҒиЁұзҡ„жҘөйҷҗпјҢ еүҮжҺҘеҸ—и©Іжү№з”ўе“ҒпјҲд№ҹиҰӢ3. 4 жўқпјүпјӣ иӢҘзҷјзҸҫжңүзјәйҷ·жЁЈе“Ғж•ёи¶…йҒҺе…ҒиЁұзҡ„жҘөйҷҗпјҢеүҮйҖҷдәӣдёҚеҗҲж јз”ўе“ҒдҪңзӮәжү№йҮҸ并жҢү3. 3 жўқзЁӢеәҸз№јзәҢйҖІиЎҢжӘўжҹҘгҖӮ
3.3 з ҙеЈһжҖ§жӘўжҹҘ
жҢү3.2жўқзҡ„зЁӢеәҸпјҢеҰӮжҹҘеҮәдёҚеҗҲж јз”ўе“ҒпјҢеүҮж №ж“ҡйҷ„йҢ„AиЎЁA2зҡ„иҰҸе®ҡпјҢе°ҶжңүжңҖеҡҙйҮҚзјәйҷ·зҡ„з”ўе“Ғзө„жҲҗ第дәҢжЁЈжң¬пјҢ并еңЁйҖҡйҒҺзјәйҷ·зҡ„жңҖеӨ§ж·ұеәҰиҷ•еҸ–дёҖеҖӢеһӮзӣҙдәҺзјәйҷ·зҡ„жҲӘйқўйҖІиЎҢжӘўжҹҘгҖӮ
3.4 еҲӨе®ҡ
еңЁзӣ®жё¬жӘўжҹҘдёӯпјҢ иӢҘзҷјзҸҫжңүд»»дҪ•йғЁдҪҚдёҠзҡ„зўҺзҒ«иЈӮзё«жҲ–еңЁеҶ…жӢҗи§’дёҠзҡ„зҡәзҙӢжҲ–еңЁйқһең“еҪўи»ёиӮ©з·Ҡеӣә件дёҠжңүдҪҺдәҺж”Ҝжүҝйқўи¶…еҮәвҖңдёүи‘үвҖқеҪўзҡ„зҡәзҙӢпјҢеүҮжӢ’收該жү№з”ўе“ҒгҖӮ
еңЁз ҙеЈһжҖ§жӘўжҹҘдёӯпјҢиӢҘзҷјзҸҫжңүи¶…еҮәиҰҸе®ҡе…ҒиЁұжҘөйҷҗзҡ„йҚӣйҖ иЈӮзё«гҖҒзҲҶиЈӮгҖҒиЈӮзөһе’Ңжўқз—•гҖҒеҮ№з—•гҖҒеҲҮз—•жҲ–жҗҚеӮ·пјҢеүҮжӢ’收該жү№з”ўе“ҒгҖӮ
жӣҙеӨҡзӣёй—ңж•ёж“ҡ