2. 表面缺陷的種類、原因、外觀特征和極限
2.1 裂縫 Cracks
裂縫是一種清晰(結晶體)的沿金屬晶粒邊界或橫穿晶粒的斷裂,并可能含有外來元素的夾雜物。裂縫通常是金屬在鍛造或其他成型工序或熱處理的過程中,由于受過高的應力而造成的,也可能在原材料中即存在裂縫。當工件被再次加熱時,通常由于氧化皮的剝落而使裂縫變色。
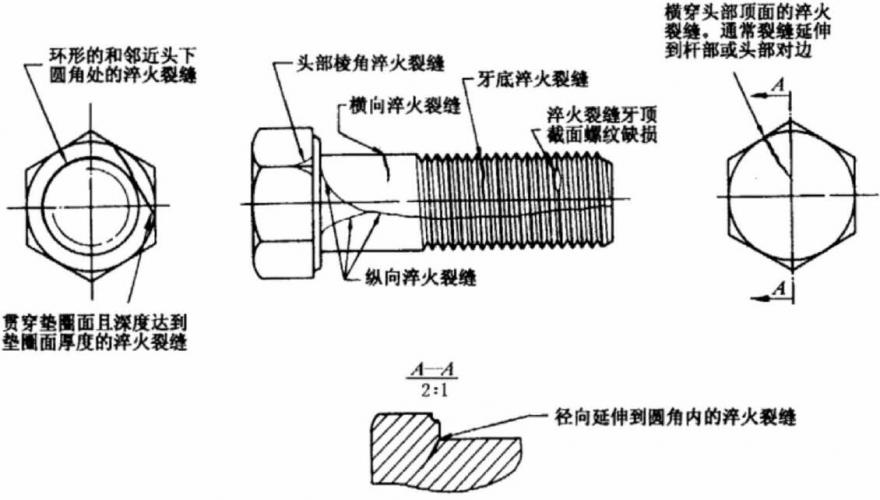
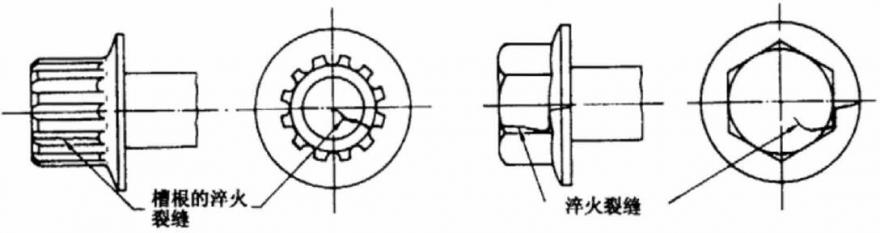
2.1.1 淬火裂縫 Quench cracks
原 因 | 在熱處理過程中,由于過高的熱應力和應變,都可能產生淬火裂縫。 淬火裂縫通常是不規則相交、無規律方向的呈現在緊固件表面。 |
外 觀 |
|
極 限 | 任何深度、任何長度或任何部位的淬火裂縫都不允許存在。 |
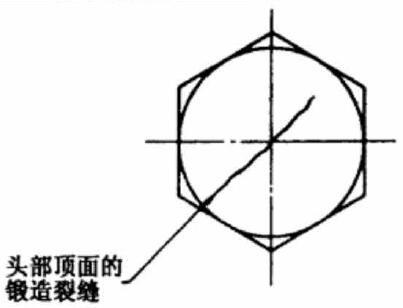
2.1.2 鍛造裂縫Forging cracks
原 因 | 鍛造裂縫可能在切料或鍛造工序中產生,并位于螺栓和螺釘的頭部頂面,以及凹穴頭部隆起部分。 |
外 觀 | |
極 限 | 鍛造裂縫的長度l: l≤1d; 鍛造裂縫的深度或寬度b: b≤0.04d; d——螺紋公稱直徑 |
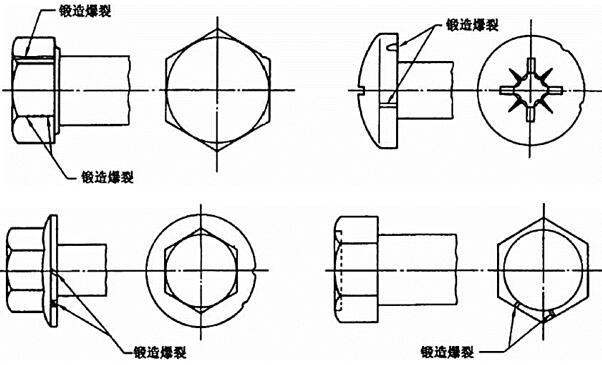
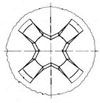
2.1.3 鍛造爆裂 Forging brusts
原 因 | 在鍛造過程中可能產生鍛造爆裂,例如在螺栓和螺釘六角頭的對角上,或在法蘭面或圓頭產品的圓周上,或在凹穴頭部隆起部分出現。 |
外 觀 |
|
極 限 |
六角頭及六角法蘭面螺栓和螺釘: 六角法蘭面螺栓和螺釘的法蘭面上的鍛造爆裂,不應延伸到頭部頂面(倒角圓)或頭下支承面内。對角上的鍛造爆裂,不應使對角寬度減小到低于規定的最小尺寸。 螺栓和螺釘凹穴頭部隆起部分的鍛造爆裂,其寬度不應超過0.06d或深度低于凹穴部分。 圓頭螺栓和螺釘及六角法蘭面螺栓: 螺栓和螺釘的法蘭面和圓頭圓周上的鍛造爆裂的寬度,不應超過下列極限: ≤0,08dc(或dk)(隻有一個鍛造爆裂時); ≤0.04dc(或dk)(有兩個或更多的鍛造爆裂時,其中有一個允許到0.08dc,或dk). d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑 |
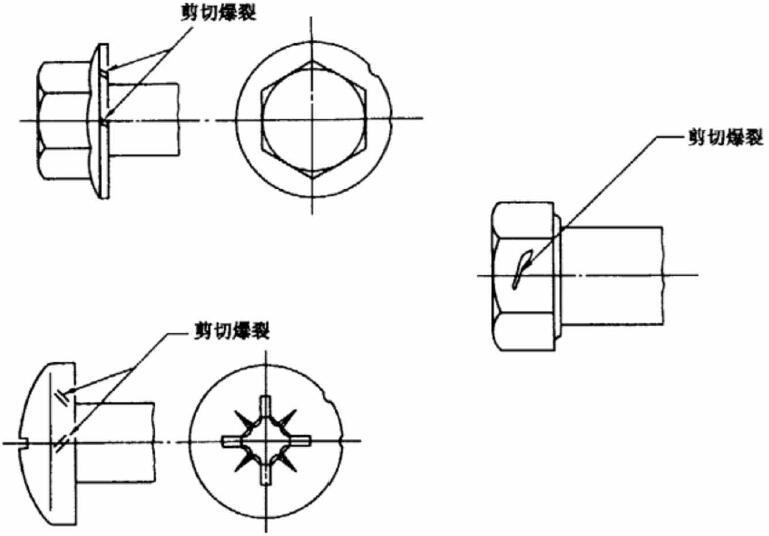
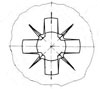
2.1.4 剪切爆裂 Shear brusts
原 因 | 在鍛造過程中可能產生剪切爆裂,如在圓頭或法蘭面產品的圓頭或法蘭面的圓周上出現,通常和產品軸心線約成45°。 剪切爆裂也可能產生在六角頭產品的對邊平面上。 |
外 觀 |
|
極 限 | 六角頭及六角法蘭面螺栓和螺釘: 六角法蘭面螺栓和螺釘的法蘭面上的剪切爆裂,不應延伸到頭部頂面(倒角圓)或頭下支承面内。對角上的剪切爆裂,不應使對角寬度減小到低于規定的最小尺寸。 螺栓和螺釘凹穴頭部隆起部分的剪切爆裂,其寬度不應超過0.06d或深度低于凹穴部分。 圓頭螺栓和螺釘及六角法蘭面螺栓: 螺栓和螺釘的法蘭面和圓頭圓周上的剪切爆裂的寬度,不應超過下列極限: ≤0,08dc(或dk)(隻有一個剪切爆裂時); ≤0.04dc(或dk)(有兩個或更多的剪切爆裂時,其中有一個允許到0.08dc,或dk). d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑 |
2.2 原材料的裂紋和條痕 Row material seams and laps
原材料的裂紋或條痕通常是沿螺紋、光杆或頭部縱向延伸的一條細直線或光滑曲線的缺陷。
原 因 | 裂紋和條痕通常是制造緊固件的原材料中固有的缺陷。 |
外 觀 |
|
極 限 | 裂紋或條痕的深度: ≤0.03d 。 如果裂紋或條痕延伸到頭部,則不應超出對鍛造爆裂規定的寬度和深度的允許極限。 d——螺紋公稱直徑 |
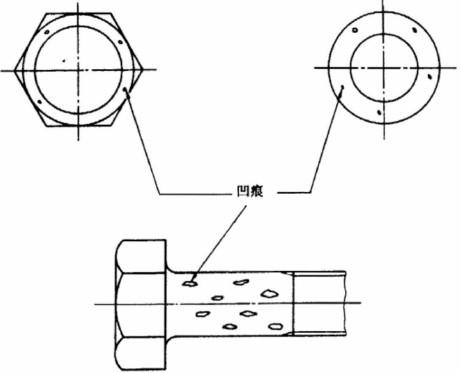
2.3 凹痕 Voids
凹痕是在鍛造或镦鍛過程中,由于金屬未填滿而呈現在螺栓或螺釘表面上的淺坑或凹陷。
原 因 | 凹痕是由切屑或剪切毛刺或原材料的鏽層造成的痕迹或壓印,并在鍛造或镦鍛工序中未能消除。 |
外 觀 |
|
極 限 | 凹痕的深度h: h≤0.02d (最大值為0.25 mm)。 凹痕的面積: 支承面上的凹痕面積之和,不應超過支承面總面積的10%。 d——螺紋公稱直徑 |
2.4 皺紋 Folds
皺紋是在鍛造過程中,呈現在緊固件表面的金屬折疊。
原 因 | 在镦鍛的一次沖擊過程中,由于體積不足和形狀不一造成材料的位移而產生皺紋。 |
外 觀 |
|
極 限 | 位于或低于支承面的内拐角上不允許有皺紋,但在上述圖示或產品标準中特殊允許者例外。 在外拐角的皺紋允許存在。 |
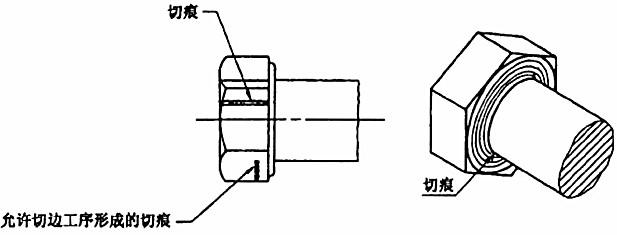
2.5 切痕 Tool marks
切痕是縱向或圓周方向淺的溝槽。
原 因 | 切痕因制造工具超越螺栓或螺釘表面的運動而產生 |
外 觀 |
|
極 限 | 在光杆、圓角或支承面上,由于加工產生的切痕,其表面粗糙度不應超過Ra = 3.2μm(按GB/T 1031規定)。 |
2.6 損傷 Damages
損傷是指螺栓或螺釘任何表面上的刻痕。
原 因 | 損傷,如凹陷、擦傷、缺口和鑿槽,因螺栓或螺釘在制造和運輸過程中受外界影響而產生。 |
外 觀 | 沒有準确的幾何形狀、位置或方向,也無法鑒别外部影響的因素。 |
極 限 | 上述損傷,除非能證實削弱功能或使用性,否則不應拒收。 位于螺紋最初三扣的凹陷、擦傷、缺口和鑿槽不得影響螺紋通規通過,其擰入時的力矩不應大于0.001d 3 N • m。 d——螺紋公稱直徑 |
3. 檢查與判定程序
驗收檢查程序見GB/T 90,如果表面塗、鍍層影響對表面缺陷的識别,則應在檢查前予以去除。
注:GB/T 90修訂時将相應删減,以免重複。
3.1 規則
制造者有權采用任何檢查程序,但必須保證產品符合本标準的規定。需方可以采用本條規定的驗收檢查程序,以确定一批緊固件產品接受或拒收。本程序也适用于有争議時的仲裁檢查,除非供需雙方在訂單中注明協議的其他驗收程序。
3.2 非破壞性檢查
根據規定,從驗收批中随意抽取樣本,并進行目測或其他非破壞性的檢查,如磁力技術或渦流電流,若發現有缺陷樣品未超過允許的極限,則接受該批產品;若發現有缺陷樣品數超過允許的極限,則這些不合格品作為批量并按3.3條程序進行檢查。
3.3 破壞性檢查
按3.2條的程序,如查出不合格產品,則根據規定,将有最嚴重缺陷的產品組成第二樣本,并在通過缺陷的最大深度處取一個垂直于缺陷的截面進行檢查。
3.4 判定
在目測檢查中,若發現有任何部位上的淬火裂縫或在内拐角上的皺紋或在非圓形軸肩緊固件上有低于支承面超出“三葉”形的皺紋,則拒收該批產品。在破壞性檢查中,若發現有超出規定允許極限的鍛造裂縫、爆裂、裂紋和條痕、凹痕、切痕或損傷,則拒收該批產品。
表A1 目測和非破壞性檢查的樣本大小
批量* N | 樣本大小 n |
N≤1 200 1 201≤N≤10 000 10 001≤N≤35 000 35 001≤N≤150 000 | 20 32 50 80 |
注:樣本大小依據GB/T 15239中表10規定的檢查水平S-4。 * 批量是同一型式、規格和性能等級,在同一時間提交驗收的產品數量。 | |
表A2 破壞性檢查的第二樣本大小
樣本中有缺陷產品的數量 N | 第二樣本大小 n |
N≤8 9≤N≤15 16≤N≤25 26≤N≤50 51≤N≤80 | 2 3 5 8 13 |
注:第二樣本大小依據GB/T 2828中表2和表3規定的一般檢查水平II。 | |
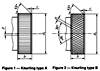
楔鍵用鍵槽
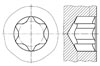
螺栓和螺釘用内六角花形
緊固件 - 外螺紋零件末端 (ISO 4753:2011, MOD)
緊固件 - 螺栓、螺釘和螺柱 - 公稱長度和螺紋長度 (ISO 888:2012, MOD)
沉頭螺釘用沉孔
腰狀杆螺柱連接副 型式分類
擴口式管接頭擴口端尺寸
螺栓和螺釘用内六角花形
滾花(直紋滾花和網紋滾花)
攻絲前鑽孔用麻花鑽直徑
平鍵 鍵槽的剖面尺寸
半圓鍵 鍵槽的剖面尺寸
普通螺栓和螺釘 - 頭下圓角半徑
中心孔
鉚釘杆徑 (不适用于抽芯鉚釘) [ISO 1051:1999]
螺紋緊固件應力截面積和承載面積
沉頭螺釘 第2部分 十字槽插入深度

沉頭(盤頭、圓頭等)用高扭矩十字槽
鉚釘用通孔

熱軋槽鋼
緊固件用六角花形—E型
緊固件 螺栓和螺釘通孔
緊固件 - 開口銷孔和金屬絲孔 (ISO 7378:1983)
沉頭螺釘頭部配置和測量
螺釘用十字槽
緊固件 - 六角產品的對邊寬度

螺栓和螺釘的頭下圓角半徑
用于公制ISO螺紋的自攻螺釘- 第2部分:孔直徑的指導值
螺紋收尾及退刀槽
自攻螺釘安裝用孔(底孔)的直徑及擰緊力矩
螺栓和螺釘用内十二角槽
60° 中心孔 - R 型, A 型, B 型 與 C 型
米制三角鎖緊螺紋安裝用光孔尺寸
外螺紋零件末端形式
滾花
液壓傳動和通用連接件.ISO 261米制螺紋和O形密封圈的端口和螺柱端.第1部分:O形密封圈用帶截短外殼的端口
内六角梅花槽
通用和液壓傳動用連接件 帶彈性體密封或金屬對金屬密封的ISO 228-1标準螺紋的孔口和螺柱端 第1部分:帶螺紋的孔口
滾花尺寸和指示

緊固件 ISO米制外螺紋零件的末端
通用和液壓傳動用連接件.帶彈性體密封件或金屬對金屬密封件的ISO 228-1螺紋開口和螺柱端頭.第4部分:通用隻帶金屬對金屬密封件(B型)的螺柱端頭
内六角梅花槽
產品幾何技術規範(GPS)技術產品文件中表面結構的表示法
普通螺栓和螺釘. 米制系列. 頭下圓角半徑
鉚釘杆直徑
航空航天 花鍵傳動 扳手結構 米制系列
通用和液壓傳動用聯接件 帶ISO 261彈性螺紋或金屬-金屬密封的氣門和雙頭螺栓端頭 第1部分:螺紋氣門
通用和液壓傳動用聯接件 帶ISO 261彈性螺紋或金屬-金屬密封的氣門和雙頭螺栓端頭 第2部分:彈性密封的雙頭螺栓端頭(E型)
通用和液壓傳動用聯接件 帶ISO 261彈性螺紋或金屬-金屬密封的氣門和雙頭螺栓端頭 第3部分:金屬-金屬密封的雙頭螺栓端頭(B型)
通用和液壓傳動用聯接件 帶ISO 725螺紋和O形圈密封的油口和螺紋端頭 第3部分:輕型(L系列)螺栓端頭
緊固件--表面缺陷 Part2:螺母
沉頭螺釘Part2:十字槽插入深度
緊固件. 表面缺陷 第3部分:螺栓, 螺釘和螺柱特殊要求
沉頭(盤頭、圓頭等)用高扭矩十字槽
緊固件. ISO米制外螺紋用螺紋退刀槽
H型十字槽
Z型十字槽(米字槽)
沉頭螺釘 - 頭部形狀和測量
緊固件. 六角產品. 對邊寬度
緊固件. 螺栓和螺釘用通孔

符合ISO 261 和ISO 262 螺紋的緊固件用螺紋收尾
圓形截面銅管尺寸
螺栓和螺釘用内六角花形
緊固件的應力區和承載區
普通螺栓和螺釘 米制系列 頭下圓角半徑
漸開線花鍵齒面齧合 一般事項,各種要素及檢驗
滾花
自動冷镦機 模腔尺寸
普通螺紋 内、外螺紋餘留長度,鑽孔餘留深度,螺栓突出螺母的末端長度
鋁型材擠壓模結構與技術條件
![82°沉頭螺釘的凹槽型式 [Table 2]](https://imgcc.164580.com/upload/48/standard/2018/09/11/1536630391295096012.jpg)
82°沉頭螺釘的凹槽型式 [Table 2]
![BF型 BT型 自切自攻螺釘螺紋和末端 [Table 43]](https://imgcc.164580.com/upload/48/standard/2018/09/29/1538208543197073992.jpg)
BF型 BT型 自切自攻螺釘螺紋和末端 [Table 43]
![D, F, G, T 型自攻螺釘 螺紋和末端 [Table 44]](https://imgcc.164580.com/upload/48/standard/2018/09/30/1538274982710145766.jpg)
D, F, G, T 型自攻螺釘 螺紋和末端 [Table 44]
![自擠自攻 TRS型 螺紋和末端 [Table 45]](https://imgcc.164580.com/upload/48/standard/2018/10/08/1538974825207969765.jpg)
自擠自攻 TRS型 螺紋和末端 [Table 45]
自攻螺釘擰入性試驗用标準試驗闆厚度和孔徑 [Table 48]

美制沉頭螺釘用十字槽
球面圓柱頭螺釘用十字槽
美制拇指螺釘、翼型螺釘末端型式
一般用途熱軋扁鋼筋尺寸及形狀和尺寸公差
冷成形用冷軋無塗層、電鍍鋅或鋅-鎳塗層低碳高屈服強度扁平制品 — 外形和尺寸偏差
航空航天系列 螺旋形線圈自鎖式螺紋嵌鑲件安裝孔 設計标準
沉頭螺釘頭部配置和測量
自攻鉚釘 螺紋和末端
緊固件 螺栓和螺釘通孔
十字槽
自攻螺釘擰入性試驗用标準試驗闆厚度和孔徑

BF型 BT型 自切自攻螺釘螺紋和末端

D, F, G, T 型自攻螺釘 螺紋和末端

自擠自攻 TRS型 螺紋和末端
内六角凹槽對邊尺寸偏差 [Table 18]
![内凹槽螺釘無螺紋杆長和夾緊長度 [Table 4]](https://imgcc.164580.com/upload/48/pic/2021/05/27/1622102178590886964.jpg)
内凹槽螺釘無螺紋杆長和夾緊長度 [Table 4]
米制自攻螺釘用螺紋及末端型式
![BF型,BT型,自切自攻牙(螺紋切削自攻牙) [Table 7]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591322143016742879.jpg)
BF型,BT型,自切自攻牙(螺紋切削自攻牙) [Table 7]
![D、F、G和T型,自切自攻牙(螺紋切削自攻牙)(統一螺紋) [Table 8]](https://imgcc.164580.com/upload/48/standard/2020/06/05/1591326271806674189.jpg)
D、F、G和T型,自切自攻牙(螺紋切削自攻牙)(統一螺紋) [Table 8]
MJ内螺紋攻絲前底孔直徑
六角形螺紋零件保險孔
航空航天系列.六瓣凹槽.尺寸和公差
管件的螺紋端 表6