帶齒鎖緊墊圈機械性能要求 GB /T 94.2 - 1987
适用範圍
标準規定了齒形鎖緊墊圈和鋸齒鎖緊墊圈的技術條件。
材料、熱處理和表面處理
材料 | 熱處理 | 表面處理 | ||
種類 | 牌号 | 标準 | ||
彈簧鋼 | 65Mn | GB/T 3525 | 淬火并回火 40~50 HRC | 氧化 |
鍍鋅鈍化 | ||||
鋼及其合金 | QSn 6.5-0.1(硬) | GB/T 2065 | / | 鈍化 |
① 墊圈鍍鋅後,必須立取進行驅氫處理。 ② 熱處理硬度供生產工藝參考。 | ||||
性能
彈性 | 齒形鎖緊墊圈應進行彈性試驗,試驗後墊圈的高度應大于 h + 0.12mm。 |
韌性 | 齒形鎖緊墊圈應進行韌性試驗,試驗時不得斷裂。 |
抗氫脆 | 鍍鋅齒形鎖緊墊圈應進行抗氫脆試驗,試驗時不得斷裂。 |
表面缺陷 | 墊圈表面不允許有裂縫、浮鏽和影響使用的毛刺。 |
① h:材料的實際厚度。 | |
試驗方法(韌性試驗、彈性試驗、抗氫脆試驗、硬度試驗)
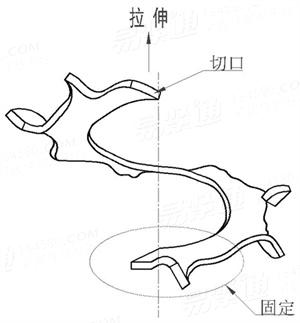
韌性試驗:将墊圈齒圈切開,固定一端,拉伸另一端,使其分開的距離約等于墊圈的内徑,拉伸方向如上圖所示。然後目測墊圈表面。
彈性試驗:将墊圈壓縮到 h+0.12mm(h:材料的實際厚度),然後松開,測量其高度。對内外齒鎖緊墊圈,應在兩平面間進行壓縮;對錐形鎖緊墊圈,應在相應的内、外錐面間進行壓縮。
抗氫脆試驗:将墊圈用平墊(或錐墊)隔開穿在試棒上并使用墊圈壓縮到 h+0.12mm(h:材料的實際厚度),放置48小時以上,然後松開,目測墊圈表面。
硬度試驗:按 GB 230 的規定。
注:技術數據僅供參考,請以官方原件為準!
标準編号: GB /T 94.2 - 1987
中文名稱: 帶齒鎖緊墊圈機械性能要求
英文名稱:
數據來源: 易緊通 (164580.com)
中文名稱: 帶齒鎖緊墊圈機械性能要求
英文名稱:
數據來源: 易緊通 (164580.com)
Data Source: YJT Fastener Database (164580.com)
Standard: GB /T 94.2 - 1987
URL: https://www.164580.com/info_80376.html
License: Commercial use requires authorization
Standard: GB /T 94.2 - 1987
URL: https://www.164580.com/info_80376.html
License: Commercial use requires authorization
© 易緊通 服務熱線:4006-164580(免長途費)