緊固件機械性能 自鑽自攻螺釘 GB /T 3098.11 - 2002
-
技術要求
3 技術要求
3.1 材料
自鑽自攻螺釘應使用滲碳鋼或熱處理鋼制造。
3.2 金相性能
3.2.1 表面硬度
熱處理後自鑽自攻螺釘的表面硬度應≥530HV0.3。
3.2.2 芯部硬度
熱處理後的芯部硬度為:
——320HV5~400HV5 用于螺紋規格≤ST4.2;
——320HV10~400HV10 用于螺紋規格>ST4.2。
推薦的最低回火溫度為330℃。
應避免275~315℃的回火溫度範圍,以便将回火馬氏體脆斷風險減少到最低程度。
3.2.3 滲碳層深度
滲碳層深度應符合表1給出的數值。
表1 滲碳層深度
螺紋規格
滲碳層深度
min
max
ST2.9和ST3.5
0.05
0.18
ST4.2~ST5.5
0.10
0.23
ST6.3
0.15
0.28
3.2.4 顯微組織
在熱處理後自鑽自攻螺釘的顯微組織中,表面硬化層和芯部之間不應出現帶狀鐵素體。
3.2.5 氫脆
電鍍自鑽自攻螺釘存在因氫脆而斷裂的危險。因此,應由制造者和(或)電鍍者采取措施,包括按GB/T 3098.17 進行試驗檢查,以控制該危險的發生。
GB/T5267.1中有關電鍍緊固件消除氫脆的測量要求,也應予以考慮。
3.3 機械性能
3.3.1 鑽孔性能
螺釘鑽削部分應能在4.2.1規定的試驗條件下,鑽出為擠壓與螺釘配合的内螺紋所需要的預制孔。
3.3.2 螺紋成型性能
在按3.3.1鑽出的預制孔中,自鑽自攻螺釘應能擠壓出與其配合的内螺紋,并在擰入4.2.1.1規定的試驗闆時,螺釘螺紋無變形。
3.3.3 扭轉強度
按4.2.3規定的試驗方法對自鑽自攻螺釘進行試驗時,其扭轉強度應能保證螺釘的破壞扭矩值等于或大于表4的規定。
-
試驗方法、扭矩扳手
4 試驗方法
4.1 金相性能試驗
4.1.1 表面硬度試驗
表面硬度試驗按GB/T 4340.1規定。壓痕盡可能在平面部分,并優先在螺釘頭部。
4.1.2 芯部硬度試驗
芯部硬度試驗按GB/T 4340.1規定,并應在橫向顯微截面上進行。
4.1.3 滲碳層深度測定
表面滲碳層深度應采用顯微鏡在縱向顯微截面上,牙頂與牙底中間部分的牙側處進行,或對≤ ST4.2的螺釘在螺紋牙底處進行測定。
仲裁試驗,應在金相試件的螺紋輪廓上用試驗力為300 g的顯微維氏硬度進行。滲碳層深度應自超過芯部實際硬度30HV的點起計算。
4.1.4 顯微組織試驗
顯微組織試驗應按相應金相檢驗标準進行。
4.2 機械性能試驗
4.2.1 鑽孔和攻絲試驗
4.2.1.1 試驗裝置
圖1 為試驗裝置示例。
試驗闆應由含碳量≤0.23%的低碳鋼制成,其硬度為110HV30~165HV30(按GB/T4340.1測定)。試驗闆的厚度應符合表2規定。
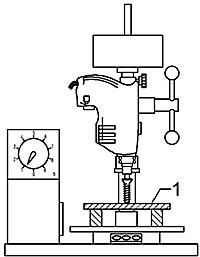
1—試驗闆
圖1 鑽孔和攻絲試驗裝置
表2 鑽孔和攻絲試驗數據
螺紋規格
試驗闆厚度1)/mm
軸向力/N
擰入時間/S
max
載荷下螺釘轉速/mm -1
ST2.9
0.7+0.7=1.4
150
3
1800~2500
ST3.5
1+1=2
150
4
1800~2500
ST4.2
1.5+1.5=3
250
5
1800~2500
ST4.8
2+2=4
250
7
1800~2500
ST5.5
2+3=5
350
11
1000~1800
ST6.3
2+3=5
350
13
1000~1800
1) 試驗闆厚度可以由兩塊鋼闆組成。這些數值僅适用于驗收檢查。
4.2.1.2試驗程序
将有鍍層或無鍍層的(按使用要求)螺釘試件擰入試驗闆,直至有一扣完整螺紋穿過試驗闆。
表2規定的軸向力和螺釘轉速适用于鑽孔和攻絲過程。
4.2.2 鑽孔檢驗
需經雙方協議,可進行鑽孔檢驗。為此,所使用的試驗闆應符合4.2.1.1的要求,其厚度應符合表3規定。試驗闆上鑽孔的部分,應先沖出定位點。鑽透試驗闆後,鑽孔的最大尺寸應不超出表3規定的極限。
圖2的試驗夾具是對圖1試驗裝置的補充。套簡内徑應比螺紋大徑約加大0. 25 mm。套筒長度的選擇應使鑽頭部分能伸出套筒。
表2規定的軸向力也可用于指導安裝自鑽自攻螺釘。如果超過這些數值,該鑽頭部分可能因斷裂或過燒產生局部損壞。
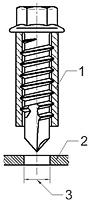
1—套筒;2—試驗闆;3—鑽孔
圖2 鑽孔試驗夾具
表3 鑽孔試驗數據
螺紋規格
闆的厚度
孔徑
min
max
ST2.9
1
2.2
2.5
ST3.5
1
2.7
3.0
ST4.2
2
3.2
3.6
ST4.8
2
3.7
4.2
ST5.5
2
4.2
4.8
ST6.3
2
4.8
5.4
4.2.3 扭矩試驗
螺釘試件應夾緊在與螺釘螺紋相匹配的螺紋開合模或其他裝置内,螺釘夾緊部分不應損傷。
圖3為試驗裝置示例。夾緊後,至少有兩扣完整螺紋伸出夾緊裝置,除螺釘鑽頭部分外至少有兩扣完整螺紋牢固地夾緊在開合模内。在螺釘短規格的情況下,應牢固地夾緊整個螺紋,但螺釘頭部不應承受夾緊力。
用經标定的扭矩—測量裝置,對螺釘施加扭矩直至斷裂。螺釘應符合表4規定的破壞扭矩。
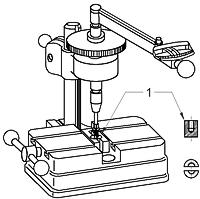
1—帶自攻螺紋的盲孔開合模
圖3扭矩試驗裝置
表4 破壞扭矩
5 扭矩扳手螺紋規格
破壞扭矩
min
ST2.9
1.5
ST3.5
2.8
ST4.2
4.7
ST4.8
6.9
ST5.5
10.4
ST6.3
16.9
用于扭矩試驗的扭力扳手,測量誤差應在規定扭矩值的±3%以内。也可使用能顯示扭矩且精度相當的動力裝置。
仲裁試驗時應使用手動扭力扳手。