鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件 GB /T 1231 (Specifications) - 2024
材料
類别 | 性能等級 | 材料 | 執行标準 | 适用規格 |
螺栓 | 10.9S | 20MnTiB | GB/T 3077 | M12~M24 |
ML20MnTiB | GB/T 6478 | |||
35VB(見35VB技術要求) | / | M27~M36 | ||
42CrMo | GB/T 3077 | |||
ML40CrMo | GB/T 6478 | |||
8.8S | 35、45 | GB/T 699 | M12~M20 | |
20MnTiB、40Cr | GB/T 3077 | M12~M24 | ||
ML20MnTiB | GB/T 6478 | |||
35CrMo | GB/T 3077 | M27~M36 | ||
35VB | / | |||
| 42CrMo | GB/T 3077 | ||
| ML40CrMo | GB/T 6478 | ||
螺母 | 10H | 35、45 | GB/T 699 | M12~M36 |
8H | GB/T 6478 | |||
GB/T 3077 | ||||
墊圈 | 35HRC~45HRC | 35、45 | GB/T 699 | M12~M36 |
注:經供需協議,也可使用其他材料,但應在合同中注明,并在產品上增加标志“T”。 | ||||
螺栓、螺母與墊圈的使用配合
類别 | 螺栓 | 螺母 | 墊圈 |
性能等級 | 10.9S | 10H | 35HRC~45HRC |
8.8S | 8H |
機械性能——螺栓
1.機加工試件機械性能
性能 | 抗拉強度 | 規定塑性延伸率為0.2%時的應力 | 斷後伸長率 | 斷面收縮率 | 吸收能量(-20℃) |
10.9S | 1040~1190 | ≥940 | ≥10 | ≥48 | ≥27 |
8.8S | 830~1030 | ≥660 | ≥12 | ≥52 | ≥27 |
a. 适用于d≥16mm。 | |||||
2.螺栓楔負載試驗拉力載荷(進行螺栓實物楔負載試驗時,拉力載荷應符合下表規定的範圍,且斷裂應發生在螺紋部分或螺紋與無螺紋杆部交接處。)
螺紋規格 d | 公稱應力截面積 | 性能等級 | |
10.9S | 8.8S | ||
拉力截荷a /N | |||
M12 | 84.3 | 87700~100000 | 70000~86800 |
M16 | 157 | 163000~187000 | 130000~162000 |
M20 | 245 | 255000~292000 | 203000~252000 |
(M22) | 303 | 315000~361000 | 251000~312000 |
M24 | 353 | 367000~420000 | 293000~364000 |
(M27) | 459 | 477000~546000 | 381000~473000 |
M30 | 561 | 583000~668000 | 466000~578000 |
(M33) | 694 | 722000~826000 | 576000~715000 |
M36 | 817 | 850000~972000 | 678000~842000 |
a.拉力載荷根據As.nom計算得出,100000N以内圓整到上一個100N,100000N以上圓整列到上一個1000N。 | |||
3. 當螺栓L/d≤3時,如不能做楔負載試驗,允許做拉力載荷試驗(不加楔墊)或芯部硬度試驗,芯部硬度試驗按下表規定:
性能等級 | 維氏硬度 | 洛氏硬度 | ||
min | max | min | max | |
10.9S | 312HV30 | 358HV30 | 33HRC | 38HRC |
8.8S | 249HV30 | 296HV30 | 24HRC | 31HRC |
4. 脫碳層、增碳層的要求應按 GB/T 3098.1的相關規定。
機械性能——螺母
1.螺母的保證載荷:
螺紋規格 D | 性能等級 | |
10H | 8H | |
拉力截荷a /N | ||
M12 | 87700 | 70000 |
M16 | 163000 | 130000 |
M20 | 255000 | 203000 |
(M22) | 315000 | 251000 |
M24 | 367000 | 293000 |
(M27) | 477000 | 381000 |
M30 | 583000 | 466000 |
(M33) | 722000 | 576000 |
M36 | 850000 | 678000 |
a.保證載荷根據As.nom計算得出,100000N以内圓整到上一個100N,100000N以上圓整列到上一個1000N。 | ||
2.螺母硬度:
性能等級 | 維氏硬度 | 洛氏硬度 | ||
min | max | min | max | |
10H | 239HV30 | 304HV30 | 22HRC | 32HRC |
8H | 206HV30 | 289HV30 | 95HRC | 30HRC |
墊圈的硬度應為:35HRC~45HRC(329HV30~436HV30)
螺栓連接副的扭矩系數
1. 高強度大六角頭螺栓連接副應按保證扭矩系數供貨,同批螺栓連接副的扭矩系數平均值K為0.110~0.150, 變異系數VK ≤0.077。
2. 扭矩系數保證期為自出廠之日起6個月,用戶如需延長保證期或其他要求,可由供需雙方協議解決。
螺栓、螺母的螺紋及螺栓的螺紋末端
1. 螺紋的基本尺寸應按GB/T 196中粗牙普通螺紋的規定。螺栓螺紋公差帶應按GB/T 197的6g,螺母螺紋公差帶應按GB/T 197的6H。
2. 螺紋牙側表面粗糙度的最大參數值應為Ramax 12.5μm。
3. 螺母的螺紋加工方法由制選者選擇,經供需雙方協議,可在熱處理後攻絲。
4. 螺栓的螺紋末端應按本标準和GB/T 2的規定。
表面缺陷與表面處理
表面缺陷:① 螺栓、螺母的表而缺陷分别應按GB/T 5779.1和GB/T 5779.2的規定。② 墊圈不準許有肉眼可見的裂紋、毛刺、浮鏽和影響使用的凹痕、劃傷。
表面處理:螺栓、螺母和墊圈均應進行可保證螺栓連接副扭矩系數和防鏽效果的表面處理。表面處理工藝由制造者選擇,如有其他要求,可由供需雙方協議解決。
試驗方法
1、螺栓
① 機加工試件拉伸和沖擊試驗
一般要求:制造者應在經與螺栓制造相同熱處理工藝後的原材料或螺栓成品上制取試件。
拉伸試驗:按GB/T 228.1的規定制成拉伸試件,加工試件時其直徑減小量不應超過取樣材料直徑的25%(約為截面積的44%),并以此确定試件直徑,标距取直徑的5倍。試驗方法應按GB/T 228.1的規定。
沖擊試驗:沖擊試件應沿螺栓或棒材縱向并盡量靠近螺栓或棒材表面取樣,同時盡可能遠離螺紋部分;試件無刻槽的一邊應靠近螺栓或棒材的表面。按GB/T229中關于缺口深度為2mm的标準夏比V型缺口沖擊試件的規定制成試件,并在 -20℃下進行沖擊試驗。試驗方法應按GB/T 229的規定。
② 螺栓實物楔負載試驗:螺栓頭下置 -10℃楔墊,在拉力試驗機上将螺栓擰在帶有内螺紋的專用試驗夾具上(至少旋合6扣),且未旋合螺紋的長度應大于或等于1d (見圖1),然後進行拉力試驗。其他要求按GB/T 3098.1的規定。
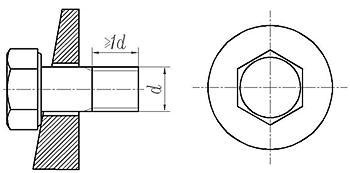 圖1
圖1③ 芯部硬度試驗:應按GB/T 3098.1的規定。
④ 脫碳、增碳試驗:應按GB/T 3098.1的規定。
2、螺母
① 将螺母擰入螺紋芯棒(見圖2)。圖中D0應符合GB/T5277對中等裝配的規定。試驗時夾頭的移動速度不應超過3mm/min。對螺母施加本标準規定的保證載荷,持續15S ,螺母不應脫扣或開裂。當去除載荷後,應能用手将螺母旋出,或者借助扳手松開螺母(但不應超過1/2扣)後用手旋出。在試驗中,如螺紋芯棒損壞,則試驗作廢。
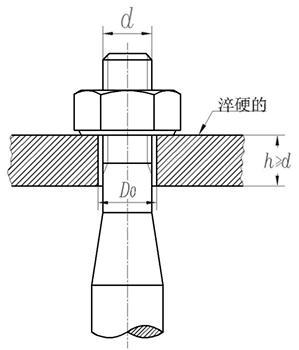 圖2
圖2螺紋芯棒的硬度應大于或等于45 HRC,其螺紋公差帶為5h6g,但大徑應控制在6g公差帶靠近下限的四分之一的範圍内。
② 硬度試驗:試驗在螺母支承面上進行。檢測時,應去除氧化皮、脫碳層并經适當處理,任測4點,取後3點平均值。試驗方法應按GB/T 230.1或GB/T4340.1的規定。驗收時如有争議,試驗方法按GB/T 3098.2的規定,以維氏硬度(HV30)試驗為仲裁。 3、墊圈
試驗在墊圈的表面上任測4點,取後3點硬度平均值。試驗方法應按GB/T 230.1或者GB/T 4340.1的規定。驗收時如有争議,以維氏硬度(HV30)試驗為仲裁。
4、螺栓連接副扭矩系數試驗
引用參考 (3)
中文名稱 / Chinese Name: 鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件
英文名稱 / English Name: Specifications of high strength bolts with large hexagon head, large hexagon nuts, plain washers for steel structures
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
Standard: GB /T 1231 (Specifications) - 2024
Chinese Name: 鋼結構用高強度大六角頭螺栓、 大六角螺母、墊圈技術條件
English Name: Specifications of high strength bolts with large hexagon head, large hexagon nuts, plain washers for steel structures
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.