機械螺釘和自攻螺釘的通用要求 ASME B 18.6.3 (DATA-G) - 2013
-
1. 螺紋
機械螺釘螺紋除了0000#、000#和00#三個規格按本标準附錄中規定之外(見下表),0#~3/4in規格的螺紋應符合ASME B1.1規定的統一螺紋,2A級,由生產者選擇。
螺紋規格(in)
牙數
型号
外螺紋(in)
内螺紋(in)
級别
公差
大徑
中徑
小徑
級别
小徑
中徑
大徑
最大值
最小值
最大值
最小值
公差
最小值
最小值
最大值
最小值
最大值
公差
最小值
0000#
0.0210
160
NS
2
0.0000
0.0210
0.0195
0.0169
0.0158
0.0011
0.0128
2
—
—
0.0169
0.0181
0.0012
0.0210
000#
0.0340
120
NS
2
0.0000
0.0340
0.0325
0.0286
0.0272
0.0014
0.0232
2
—
—
0.0286
0.0300
0.0014
0.0340
00#
0.0470
90
NS
2
0.0000
0.0470
0.0450
0.0398
0.0382
0.0016
0.0326
2
—
—
0.0398
0.0414
0.0016
0.0470
00#
0.0470
96
NS
2
0.0000
0.0470
0.0450
0.0402
0.0386
0.0016
0.0334
2
—
—
0.0402
0.0418
0.0016
0.0470
注:若以小數規定螺紋規格,應略去小數點前面的零和第四位小數零。
對于有塗、鍍層附加表面的螺紋,允許超過2A級一個偏差值。即2A級适用于無鍍層或無塗層螺紋,或适用于鍍前,塗前的零件。而鍍後或塗後的零件用3A級通規檢驗。鍍後的螺紋最小大徑可接近,但不能小于2A級最小極限。
螺紋檢查驗收按ASME B1.3标準中“21”體系的要求。
-
2. 螺紋長度
機械螺釘螺紋長度應符合以下要求(螺紋長度應平行于螺釘軸線測量,螺紋長度是從螺釘頭部支承面到用手将無沉孔或無内倒角的3A級通端螺紋環規擰入後的端面之間的距離):
螺紋規格
公稱長度 L
全螺紋
頭下螺紋肩距
最小螺紋長度
≤5#
L≤ 3倍公稱直徑
是
≤ 1倍螺距
/
3倍公稱直徑<L≤1.125 in
/
≤ 2倍螺距
1 in
≥6#
L≤ 3倍公稱直徑
是
≤ 1倍螺距
/
3倍公稱直徑<L≤2 in
/
≤ 2倍螺距
1.5 in
-
3. 測量長度
螺釘公稱長度應平行于螺釘軸線測量。對于支承面為平面的螺釘,應從杆部末端測量到支承面。對于沉頭螺釘則從杆部末端測量到頭部頂面與頭部直徑相交處。對于半沉頭螺釘,其總長度應平行于螺釘軸線測量,從杆部末端測量到頭部頂面,其總長度L0計算公式為:L0=L(公稱長度)+C(半沉頭圓弧高度) -
4. 長度公差
下面介紹的長度公差适用于半沉頭螺釘總長度L0 和其他頭型螺釘的公稱長度L。
長度L0 / L(in)
螺釘公稱直徑(in)
0000#~00#
0#~12#
1/4~3/4
L≤1/2
-0.01
-0.02
-0.03
1/2<L≤1
-0.02
-0.03
-0.03
1<L≤2
—
-0.06
-0.06
L>2
—
-0.09
-0.09
備注:機械螺釘可制作成任意長度,但通常當長度不超過5/8in時,其長度增量為1/16in;當長度在5/8in和11/2 in之間時,其長度增量為1/8 in;當長度大于11/2 in時,其長度增量為1/4 in。
-
5. 杆部直徑
機械螺釘杆部直徑與精整頭杆部直徑不同,應不小于2A級螺紋最小中徑,且不大于公稱(基本)螺紋大徑。
非全螺紋的精整頭(trim heads)機械螺釘頭下應有長度至少有0.062in的無螺紋軸肩,其軸肩直徑詳見相應的尺寸表。
-
6. 末端
若無其他規定,機械螺釘末端應是切斷末端(plain sheared ends)。當買方要求末端倒角時,末端倒角後直徑應略小于螺紋小徑最小值,且倒角長度應在1倍到2倍螺距之間。
-
7. 直線度
機械螺釘直線度檢驗應符合ASME B18.2.9标準的規定。當公稱長度L≤12in時,直線度公差為0.006in/in;當公稱長度12in<L≤24in時,直線度公差為0.008in/in。 -
8. 材料
8.1 不淬硬碳鋼:若無其他規定,機械螺釘應采用無熱處理碳鋼制造,例如AISI 1006至AISI 1022,硬度範圍:69~100HRB。
8.2 淬硬碳鋼:淬硬機械螺釘應由低碳鋼或中碳鋼制造,例如AISI 1018至AISI 1038,含硼或不含硼,硬度範圍:25~38HRC。
8.3 不鏽鋼:不鏽鋼機械螺釘應按照ASTM F837标準的規定。
8.4 有色金屬:有色金屬機械螺釘應按照ASTM F468标準的規定。
-
9. 表面處理
若無其他規定,機械螺釘應不進行表面處理(或稱為本色),不鍍或不塗。若表面需要電鍍保護時,應符合ASTM F1941标準。若需要其他表面保護方式,則應由供需雙方協商确定。 -
10. 加工質量
機械螺釘應無飛邊、裂紋、條痕、氧化皮及其他影響使用性能的缺陷。
-
11. 标記
機械螺釘應按以下順序進行标記:
(1) 產品名稱,包括頭型、闆擰方式以及标準編号;
(2) 公稱尺寸(号碼、分數或等值小數);
(3) 每英寸牙數;
(4) 公稱長度(分數或等值小數);
(5) 末端型式(如需要);
(6) 材料;
(7) 表面處理(如需要)。示例:
(1)開槽盤頭機械螺釘,ASME B18.6.3,1/4-20×1-1/4,淬硬碳鋼,鍍鋅按ASTM F1941 Fe/Zn 3A。
(2)IA型十字槽圓柱頭機械螺釘,ASME B18.6.3,6-32×3/4,UNS C46200黃銅按ASTM F468。
(3)六角頭凸緣機械螺釘,ASME B18.6.3,0.375-16×1.50,不淬硬碳鋼。
(4)I型十字槽沉頭機械螺釘,ASME B18.6.3,0.190-24×1.50,不淬硬碳鋼,磷酸鹽/油 按ASTM E1137 0D級。
-
引言
ASME B18.6.3-2013《機械螺釘、自攻釘和金屬驅動螺釘》為美國機械螺釘產品國家标準,該标準規定了各種頭型的開槽、十字槽、方槽、梅花槽等機械螺釘的通用要求、尺寸以及特殊位置的測量方式。目前該标準的產品尺寸在易緊通網站上已有較為詳細的說明,但在具體的產品要求上并未有詳細的描述,以下就标準中對自攻螺釘的通用要求做個簡單介紹,以供參考,如若文中有與英文原件不一緻的描述,則應以英文原件内容為準。 -
1.自攻螺釘的種類及應用
本标準和附錄所涵蓋的自攻釘包括普通自攻螺釘(螺紋成形自攻螺釘)、自切自攻螺釘(螺紋切削自攻螺釘)和自擠自攻螺釘(螺紋輾制自攻螺釘)。
1.1 普通自攻螺釘(螺紋成形自攻螺釘)
普通自攻螺釘(螺紋成形自攻螺釘)一般适用于允許或希望有較大内應力的材料,以此提高防松性。
1.1.1 AB型和ABR型
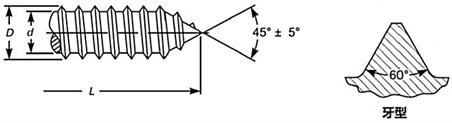
AB型自攻螺釘的螺紋為寬牙螺紋(自攻螺紋),末端為尖尾。主要應用于薄金屬闆、膠合闆和石棉複合物等。AB型自攻螺釘具有廣泛的适用性,因此被推薦作為A型自攻螺釘的替代型式。當末端尖角設計為圓角時,則稱為ABR型。
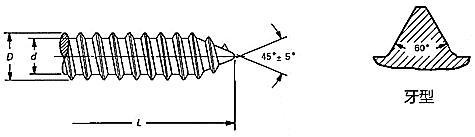
1.1.2 B型和BP型

B型自攻螺釘的螺紋為寬牙螺紋(自攻螺紋),末端為平尾且具有一段不完整螺紋的錐形送進螺紋部分。主要應用于薄金屬闆、有色金屬鑄件、塑料、膠合闆和石棉複合物等。
BP型自攻螺釘的螺紋與B型一樣,且其末端為尖尾且尖尾處沒有螺紋。主要用于刺穿織物或對準被連接件上的孔。
1.1.3 A型
A型自攻螺釘的螺距比AB型更大,末端為尖尾。主要應用于薄金屬闆、膠合闆和石棉複合物等。
1.1.4 C型
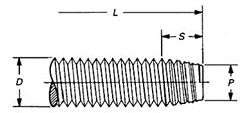
C型自攻螺釘的螺紋為機螺紋(美國統一螺紋),末端是平尾且具有一段不完整螺紋的錐形送進螺紋部分。C型自攻螺釘不需要按一般機螺紋那樣用螺紋量規測量,但應符合規定的尺寸。由于C型螺釘的應用在減少,且擰入扭矩較大,因此在新設計中不推薦采用。
1.2 自切自攻型螺釘(螺紋切削自攻螺釘)
一般用于不希望產生破壞性内應力的材料,或用于認為使用一般自攻螺釘扭矩過大的場合。這種類型的主要特征是其末端具有切削凹槽或開口。當擰入預制孔時,可類似絲錐一樣,切削出與之配合的内螺紋。
1.2.1 BF型和BT型
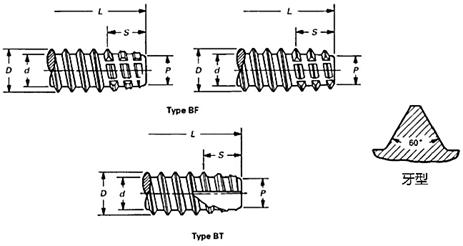
BF型和BT型自切自攻螺釘的螺紋和B型一樣是寬牙螺紋(自攻螺紋),末端為平尾且具有一段完整或不完整螺紋的錐形送進部分。BF型的錐形送進螺紋部分的螺紋可以是完整螺紋或不完整螺紋,并有一個或一個以上的切削刃口和出屑槽。BT型錐形送進螺紋部分的螺紋是不完整螺紋。這些螺釘主要用于塑料、石棉制品和其他類似制品。
1.2.2 D型、F型、G型和T型

此類自攻螺釘的螺紋均為機螺紋(美制統一螺紋),末端為平尾且具有一段錐形送進螺紋部分。錐形送進螺紋部分有一個或多個切削刃口和出屑槽。F型的錐形送進螺紋部分可以是完整螺紋或不完整螺紋,其他類型都為不完整螺紋。這些自切螺釘的螺紋不需要按一般機螺紋那樣用螺紋量規測量,但應符合規定的尺寸。此類螺釘主要用于鋁、鋅和鉛的壓鑄件,薄鋼闆和型鋼,鑄鐵,黃銅,塑料等材料。
1.3 自擠自攻螺釘 - TRS型
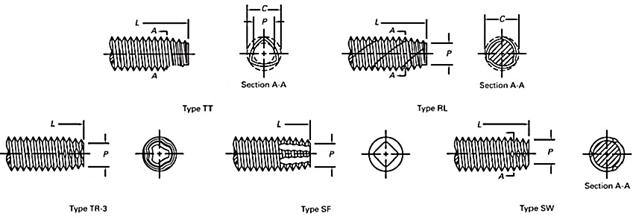
自擠螺釘的螺紋近似于美國統一螺紋,具有機螺紋的“直徑-螺距”組合,末端平尾且具有一段錐形送進螺紋部分。螺釘的杆部和/或錐形送進螺紋部分有一些特殊的環狀溝槽,使得螺釘在切削出相配合的内螺紋時不產生切屑。
-
2. 螺紋及末端
标準所包括的自攻螺釘,其螺紋和末端的說明詳見第1條。B、BP、BF、BT、C、D、F、G和TRS型自攻螺釘的末端應具有錐形螺紋送進部分。該部分螺紋直徑比正常螺紋直徑的小徑稍小一些,長度是從末端到第一扣完整螺紋之間的距離。關于其他細節可查閱相關末端型式的表格。
-
3. 自攻螺釘的螺紋長度
自攻螺釘的螺紋長度應符合以下要求:
3.1 A型、AB型、B型、BF型、BP型和BT型
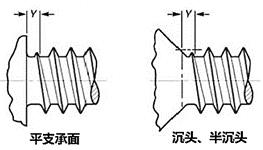
表1. AB、A、B、BF、BP和BT型自攻螺釘螺紋長度
規格
長度 L
小于等于 L
大于 L
全螺紋(滿扣)
部分螺紋(半扣)
A型
AB型、B型、BF型、BP型和BT型
A型、AB型、B型、BF型、BP型和BT型
Y max ①
Y max ①
LT min ②
0#
7/16
0.025
0.021
0.360
1#
9/16
0.031
0.024
0.440
2#
5/8
0.031
0.031
0.520
3#
3/4
0.036
0.036
0.590
4#
13/16
0.042
0.042
0.670
5#
15/16
0.050
0.050
0.750
6#
1
0.056
0.050
0.830
7#
11/8
0.062
0.053
0.910
8#
11/4
0.067
0.056
0.980
10#
13/8
0.083
0.062
1.140
12#
15/8
0.091
0.071
1.300
14#
13/4
0.100
1.450
1/4
13/16
0.071
1.500
16#
13/16
0.100
1.500
18#
13/16
0.111
1.500
5/16
13/16
0.083
1.500
20#
17/8
0.111
1.500
24#
17/8
0.111
1.500
3/8
17/8
0.083
1.500
7/16
17/8
0.100
1.500
1/2
17/8
0.100
1.500
① Y —— 頭下無螺紋長度(肩距)等于1倍螺距,精确到小數後三位。
② LT —— 螺紋長度。0#~14#的螺紋長度按螺釘公稱直徑的6倍計算,精确到小數後兩位。
這些自攻螺釘的螺紋均為寬牙螺紋(自攻螺紋)。螺釘公稱長度小于或等于表中“長度L”時,完整螺紋應盡可能加工到頭下(即全螺紋)。在頭下Y範圍内,應保證螺紋小徑在規定的極限尺寸内。螺釘公稱長度大于表中“長度L”時,如若客戶沒有要求,最小完整螺紋長度按表中LT列的規定。
3.2 C、D、G、T和TRS型
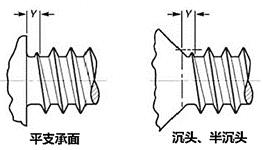
表2. C、D、F、G、T和TRS型自攻螺釘螺紋長度
規格
全螺紋(滿扣)
部分螺紋(半扣)
螺釘公稱
長度頭下無螺紋長度(肩距)
螺釘公稱
長度頭下無螺紋長度(肩距)
完整螺紋長度(扣長)
Y max. ①
Y max. ②
螺釘公稱
長度LT min. ③
≤
粗牙
細牙
>
≤
粗牙
細牙
>
2#
1/4
0.018
0.016
1/4
5/8
0.036
0.032
5/8
0.520
3#
5/16
0.021
0.018
5/16
3/4
0.042
0.036
3/4
0.590
4#
11/32
0.025
0.021
11/32
7/8
0.050
0.042
7/8
0.670
5#
3/8
0.025
0.023
3/8
1
0.050
0.046
1
0.750
6#
13/32
0.031
0.025
13/32
11/16
0.062
0.050
11/16
0.830
8#
1/2
0.031
0.028
1/2
13/16
0.062
0.056
13/16
0.980
10#
9/16
0.042
0.031
9/16
13/8
0.083
0.062
13/8
1.140
12#
5/8
0.042
0.036
5/8
19/16
0.083
0.071
19/16
1.300
1/4
3/4
0.050
0.036
3/4
113/16
0.100
0.071
113/16
1.500
5/16
15/16
0.056
0.042
15/16
17/8
0.111
0.083
17/8
1.500
3/8
11/8
0.062
0.042
11/8
2
0.125
0.083
2
1.500
7/16
15/16
0.071
0.050
15/16
2
0.143
0.100
2
1.500
1/2
11/2
0.077
0.050
11/2
2
0.154
0.100
2
1.500
① Y —— 頭下無螺紋長度(肩距)等于1倍螺距,精确到小數後三位。
② Y —— 頭下無螺紋長度(肩距)等于2倍螺距,精确到小數後三位。
③ LT—— 螺紋長度。2#~12#的螺紋長度按螺釘公稱直徑的6倍計算,精确到小數後兩位。
這些自攻螺釘的螺紋均為機械螺紋(統一螺紋)。螺釘公稱長度在表2滿扣(全螺紋)範圍内時,應盡可能将螺紋加工到頭下(即全螺紋)。無螺紋長度Y應盡可能短。測量時應平行于螺紋軸線,從支承面測量至3A級通端螺紋環規端面的距離(此環規應無内倒角或沉頭孔)。測量時應将環規用手擰入螺釘,而且應盡量擰緊,當螺釘長度大于表2中規定的長度時,如若客戶沒有要求,最小完整螺紋長度按表2中LT列的規定。
3.3 F型

F型自攻螺釘的螺紋為機械螺紋(統一螺紋)。螺釘公稱長度在表2滿扣(全螺紋)範圍内時,應盡可能将螺紋加工到頭下(即全螺紋)。在頭下Y範圍内,應保證螺紋小徑在規定的極限尺寸内。當螺釘長度大于表2中規定的長度時,如若客戶沒有要求,最小完整螺紋長度按表2中LT列的規定。
-
4. 自攻螺釘的杆部直徑(光杆直徑)
4.1 除精整頭型(Trim head)外,AB、A、B、BF、BP和BT型自攻螺釘的光杆直徑應既不小于螺紋小徑最小值,也不大于螺紋大徑最大值。
不是全螺紋的精整頭型(Trim head)自攻螺釘,在頭部下應具有長度最小為0.062in的軸肩。軸肩直徑極限尺寸詳見相應產品尺寸表。根據制造商選擇,可以将軸肩從頭部下方一直延伸到螺紋。
4.2 除精整頭型(Trim head)外,C、D、F、G、T和TRS型自攻螺釘的光杆直徑應既不小于統一螺紋2A級中徑最小值,也不大于螺紋大徑最大值。
不是全螺紋的精整頭型(Trim head)自攻螺釘,在頭部下應具有長度最小為0.062in的軸肩。軸肩直徑極限尺寸詳見相應產品尺寸表。根據制造商選擇,可以将軸肩從頭部下方一直延伸到螺紋。 -
5. 自攻螺釘的長度
5.1 螺釘公稱長度應平行于螺釘軸線測量。對于支承面為平面的螺釘,應從杆部末端測量到支承面。對于沉頭螺釘,應從杆部末端測量到頭部頂面。對于半沉頭螺釘,其公稱長度應平行于螺釘軸線、從杆部末端測量到頭部頂面與頭部直徑相交處。半沉頭螺釘的總長度L0計算公式為:
L0 = L + C (L:半沉頭螺釘公稱長度 C:半沉頭螺釘頭部圓弧高度)
-
6. 自攻螺釘的長度公差
以下長度允差适用于半沉頭頭型的總長度L0和其他頭型的公稱長度L:
6.1 A、AB和BP型:
螺釘公稱長度(in)
公差(in)
≤ 1
±0.03
> 1
±0.05
6.2 B、BF、BT、C、D、F、G、T和TRS型:
螺釘公稱長度(in)
公差(in)
≤ 3/4
-0.03
3/4 ~ 11/2
-0.05
> 11/2
-0.06
注:自攻螺釘長度增量:
公稱長度 ≤ 1/2in,長度增量為1/16in;
1/2in < 公稱長度 ≤ 11/2in,長度增量為1/4in;
11/2in < 公稱長度 ≤ 3in ,長度增量為1/2in。
-
7. 自攻螺釘的直線度
自攻螺釘直線度檢驗應按ASME B18.2.9标準的規定。
公稱長度 ≤ 12in 時,直線度公差為0.006in/in;
12in < 公稱長度 ≤ 24in時,直線度公差為0.008in/in。
-
8. 材料
8.1 碳鋼 自攻螺釘通常用低碳鋼經表面硬化以滿足規範中規定的性能要求。制造商可選擇鎮靜鋼或半鎮靜鋼,但不能是沸騰鋼。
規格
C(%)
Mn(%)
≤4#
0.11~0.27
0.57~1.71
>5#
0.13~0.27
0.64~1.71
注:材料應符合SAE J933标準的規定。
8.1.1 芯部硬度 自攻螺釘芯部硬度為:28~38HRC。硬度應不超過最大值,為了确保在安裝和使用中不發生脆斷,芯部硬度最大值最好不要超過36HRC。
8.1.2 表面硬度 自攻螺釘表面硬度應≥45HRC。
8.1.3 表面滲碳層深度 在檢驗自攻螺釘表面滲碳層深度時應根據SAE J423标準檢測,在表面硬度不超過42HRC的前提下,其深度應符合下表:
公稱尺寸
滲碳層深度(in)
最小值
最大值
2#~6#
0.002
0.007
8#~10#
0.004
0.009
≥1/4
0.005
0.011
8.2 其他材料 若有指定,自攻螺釘也可以用其他材料制造。材料和性能應由供需雙方同意。
-
9. 表面處理
若無其他要求,自攻螺釘應以不塗不鍍的自然加工狀況供貨。當要求電鍍時,應按照ASTM F1941标準的規定執行。當要求其他的表面處理時,供需雙方應就各種要求(如凹陷填充、螺紋合格率等)
TRS型自攻螺釘在電鍍後其表面必須有額外的潤滑處理,比如塗蠟。 -
10. 加工質量
自攻螺釘不應有諸如飛邊、裂紋、條痕、氧化皮等影響其性能的表面缺陷。 -
11. 性能試驗
碳鋼自攻螺釘的可接受性應在經過下列規定的測試後确定。
11.1 擰入性能試驗
除BF型和BT型自攻螺釘外,所有自攻螺釘應能擰入表3規定的标準試驗闆。
自攻螺釘擰入試驗闆後應能形成或切削出與之配合的螺紋,直到錐形螺紋末端完全通過試驗闆為止。螺釘的末端及螺紋不應有任何變形。
表3中規定的預制孔直徑原是按試驗普通(不塗不鍍)螺釘确定的,随後的經驗表明,這些孔徑尺寸也适用于大多數工業表面處理的螺釘。然而,有些保護層尤其是厚塗(鍍)層,會改變螺釘的性能特性。如果有這類保護層的螺釘未能通過試驗,應去掉保護層,并烘烤和塗上潤滑油,在普通表面狀态下重新試驗。如果螺釘按上述方法處理後通過了試驗,則可确認合格,而因保護層引起的問題,需由供需雙方協商解決。若螺釘是在交付給買方後進行電鍍,或螺釘的電鍍由買方控制下進行的,則螺釘制造商不對電鍍造成的故障負責。
表3 自攻螺釘擰入性能試驗用标準試驗闆厚度和孔徑
螺釘
規格厚度
孔的尺寸
AB、A、B、BP和C型
D、F、G和T型
TRS型
A型
AB、B和BP型
C型
D、F、G和T型
TRS型
粗牙
細牙
粗牙
細牙
粗牙
細牙
規格
最大值
最小值
最大值
最小值
最大值
最小值
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
鑽頭
規格孔徑
2#
18
0.0500
0.0460
0.0800
0.0760
0.1270
0.1230
48#
0.0760
48#
0.0760
48#
0.0760
48#
0.0760
49#
0.0730
1.90mm
0.075
3#
18
0.0500
0.0460
0.0960
0.0920
0.1270
0.1230
46#
0.0810
46#
0.0810
44#
0.0860
43#
0.0890
46#
0.0810
2.20mm
0.087
4#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
44#
0.0860
44#
0.0860
41#
0.0960
40#
0.0980
41#
0.0960
40#
0.098
5#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
36#
0.1065
36#
0.1065
35#
0.1100
35#
0.1100
37#
0.1010
35#
0.11
6#
14
0.0770
0.0730
0.1425
0.1385
0.1270
0.1230
32#
0.1165
32#
0.1165
31#
0.1200
1/8
0.1250
31#
0.1200
31#
0.12
7#
14
0.0770
0.0730
30#
0.1285
30#
0.1285
8#
14
0.0770
0.0730
0.1420
0.1380
0.1905
0.1845
29#
0.1360
29#
0.1360
27#
0.1440
26#
0.1470
26#
0.1470
26#
0.147
10#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
21#
0.1590
21#
0.1590
19#
0.1660
11/64
0.1719
17#
0.1730
16#
0.1770
19#
0.166
11/64
0.172
12#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
3/16
0.1875
3/16
0.1875
11#
0.1910
10#
0.1935
8#
0.1990
11#
0.191
14#
1/8
0.1270
0.1230
5.5mm
0.2165
1/4
3/16
0.1905
0.1845
0.2530
0.2470
0.2540
0.2460
5.5mm
0.2165
7/32
0.2188
1
0.2280
1
0.2280
A
0.2340
O
0.219
16#
3/16
0.1905
0.1845
B
0.2380
18#
3/16
0.1905
0.1845
G
0.2610
5/16
3/16
0.1905
0.1845
0.3155
0.3095
0.3175
0.3075
I
0.2720
J
0.2770
L
0.2900
L
0.2900
M
0.2950
J
0.277
20#
3/16
0.1905
0.1845
L
0.2900
24#
3/16
0.1905
0.1845
11/32
0.3438
3/8
3/16
0.1905
0.1845
0.3780
0.3720
0.3800
0.3700
21/64
0.3281
R
0.3390
11/32
0.3438
T
0.3580
T
0.3580
R
0.339
7/16
3/16
0.1905
0.1845
0.4425
0.4325
13/32
0.4062
10.0mm
0.394
1/2
3/16
0.1905
0.1845
0.5050
0.4950
15/32
0.4688
0.456
11.2 TRS型擰入扭矩試驗
表4 TRS型自攻螺釘最大擰入扭矩
螺釘規格
螺釘直徑
TRS型最大擰入扭矩
in-lb
ft-lb
2-56
0.8600
6
3-48
0.0990
9.5
4-40
0.1120
13
5-40
0.1250
16
6-32
0.1380
20
8-32
0.1640
32
10-24
0.1900
52
10-32
0.1900
60
12-24
0.2120
77
1/4-20
0.2500
120
10
5/16-18
0.3125
240
20
3/8-16
0.3750
300
25
7/16-14
0.4375
480
40
1/2-13
0.5000
660
55
注:這些是擰入最大值,不管零件上有沒有鍍層。
使用TRS型自攻螺釘進行擰入試驗時,應記錄擰入錐形螺紋部分完全穿過試驗闆的最大扭矩,無論螺釘的表面處理或塗層如何,均不得超過表4所示的數值。擰入螺釘的速度不得超過每分鍾500轉(rpm)。如有争議,應使用每分鍾30轉的速度進行判定。
11.3 扭轉強度試驗
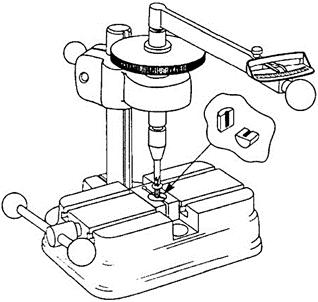
表5 自攻螺釘最小破壞扭矩
螺釘規格
最小破壞扭矩,lb-in
A型
AB、B、BF、BP和BT型
C、D、F、G和T型
TRS型
粗牙
細牙
粗牙
細牙
2#
4
4
5
6
6
3#
9
9
9
10
10
4#
12
13
13
15
14
5#
18
18
18
20
22
6#
24
24
23
27
24
7#
30
30
8#
39
39
42
47
48
10#
48
56
56
74
65
74
12#
83
88
93
108
93
14#
125
1/4
142
140
179
156
16#
152
18#
196
5/16
290
306
370
330
20#
250
24#
492
3/8
590
560
710
600
7/16
620
700
820
840
1/2
1020
1075
1285
1080
螺釘必須使用适當的方式牢固夾緊,使螺紋的夾緊部分不受損傷,至少在夾具上方至少留有兩扣完整螺紋,在夾具内也至少固定兩扣完整螺紋(不包括末端、容屑槽或狹槽)。(可使用盲孔代替螺紋夾緊裝置,但孔的深度必須确保破壞發生在末端、容屑槽或狹槽以外的地方。)用校準合格的扭矩測量裝置對螺釘施加扭矩,直至螺釘破壞。将螺釘擰成兩段所需的扭矩不得小于表5中對各種型号、尺寸的螺釘所規定的最小值。對自攻螺釘進行扭轉強度測試的典型夾具如圖所示。
11.4 延展性試驗
螺釘試件插入淬硬的10°楔墊(或其他合适的夾具)的孔中。孔徑應比螺釘公稱直徑大0.020in ~ 0.040in。對螺釘頭頂部施加軸向壓力,直到螺釘頭下支承面相對于與垂直于螺釘軸線的平面永久彎曲(這可以通過使用錘子進行單次或多次敲擊,以實現永久彎曲),螺釘頭、杆結合處不能出現裂縫。
注:ASME B18.6.4中上文劃線部分要求是“直到螺釘頭下支承面產生永久變形并與垂直于螺釘軸線的平面之間夾角達到10°”,但在本标準并未提及彎曲多少度。
11.5 抗氫脆性試驗
電鍍螺釘應按表3中的規定安裝在鋼制試驗闆上,螺釘頭下可用一個或多個标準鋼墊圈,以防止沉頭螺釘的頭部和螺紋終點與試闆表面接觸。對于具有光杆的長螺釘,應在螺釘頭部和試闆之間使用長度适當的鋼墊塊,以确保在試闆厚度範圍内保持完整的螺紋齧合。
将5顆螺釘擰至失效(即螺釘斷裂為兩部分或更多部分)并求出失效值的平均值。将樣品螺釘擰緊至平均失效扭矩的80%。螺釘應在此擰緊狀态下保持24小時。然後重新施加原來的脆化試驗扭矩,不得出現螺釘失效的迹象。
-
12. 标記
自攻螺釘應依次标記以下内容:
(1) 產品名稱,包括頭型,闆擰方式以及标準号
(2) 公稱尺寸(号碼,分數或等值小數)
(3) 牙數(每英寸牙數)
(4) 公稱長度(分數或等值小數)
(5) 末端型式
(6) 材料
(7) 表面處理(如有需要)
示例如下:
1) 開槽盤頭自攻螺釘,ASME B18.6.3,1/4-14×1-1/4,AB型,鋼,鍍鋅按ASTM F1941 Fe/Zn 3A。
2) I型十字槽盤頭自攻螺釘,ASME B18.6.3,6-32×3/4,F型,UNS 30200耐蝕鋼,鈍化按ASTM A380。 -
13. 裝配需要考慮的事項
在各種應用中,自攻螺釘的表面處理(電鍍或塗層),材料和連接件的硬度都是影響裝配扭矩的因素。盡管非強制型附錄D(Nonmandatory Appendix D)中推薦的孔徑最初是基于使用未經處理的碳鋼螺釘,但後來的經驗證明,這些孔徑也适用于大多數經商業表面處理的螺釘。但應注意的是,由于各種表面處理提供的潤滑程度不同,可能需要對安裝扭矩進行一些調整以适應不同的應用。此外,如果涉及到異常厚的表面處理或螺釘要組裝到硬度更高的材料中,可能需要對規定的孔徑尺寸進行一些調整,以達到最佳的裝配效果。這種尺寸調整的必要性和程度最好在特定的裝配環境中通過實驗來确定。
中文名稱 / Chinese Name: 機械螺釘和自攻螺釘的通用要求
英文名稱 / English Name: General data for machine screws and tapping screws
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
Standard: ASME B 18.6.3 (DATA-G) - 2013
Chinese Name: 機械螺釘和自攻螺釘的通用要求
English Name: General data for machine screws and tapping screws
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.