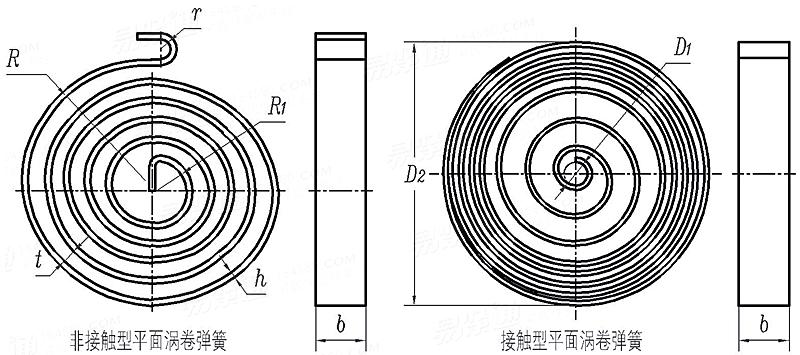
平面渦卷彈簧 JB /T 6654 - 1993
|
尺寸單位:
mm
|
|

1. 材料
GB 3530 《熱處理彈簧鋼帶 I、 II、 III 級》 65Mn, T7A, T8A, T9A, 60Si2MnA, 70Si2CrA;
GB 8708 《汽車車身附件用異形鋼絲》 65Mn, 50CrVA;
GB 3525 《彈簧鋼、工具鋼冷軋鋼帶》 65Mn, 50CrVA, 60Si2Mn, 60Si2MnA。
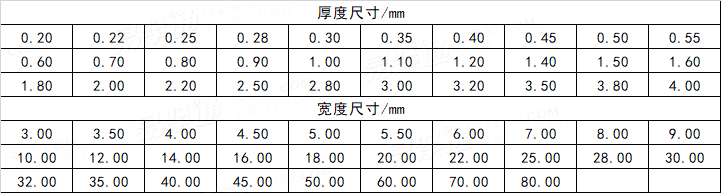
2. 尺寸
2.1 彈簧各圈應過渡均勻,不允許有明顯凹凸現象。等節距彈簧的節距均勻度公差按圖樣規定。
2.2 彈簧各圈應在垂直于渦旋中心線的同一平面上,其平面度按以下規定:
彈簧外徑 ≤50 >50~100 >100~200 >200
平面度公差 1 2 3 協議
2.3 非接觸型彈簧圈數的極限偏差(mm):1級精度 ±0.125,2級精度 ±0.25。
2.4 彈簧外徑 D₂ 和内徑 D₁ 的極限偏差(mm):
1級精度: ±0.03D₂(最小±0.5), ±0.03D₁(最小±0.3);
2級精度: ±0.04D₂(最小±0.7), ±0.04D₁(最小±0.4)。
注:非接觸型平面渦卷彈簧的外半徑或内半徑,為便于測量按下式近似計算為外徑或内徑:
D₂=2R-0.5t;D₁=2R₁+0.5t 。
2.5 彈簧内、外端部夾持部分的彎鉤或小孔形狀尺寸及其極限偏差按圖樣規定。
2.6 彈簧彎鉤鉤部長度的極限偏差按以下規定:
鉤部長度≤10,極限偏差±1;
鉤部長度>10~30,極限偏差±1.5;
鉤部長度>30,極限偏差±2;
3. 熱處理
3.1 用熱處理彈簧鋼帶,一般應在成形後去應力退火,但根據使用要求也允許不進行去應力退火。
3.2 用退火狀态的材料,需經淬火、回火處理的彈簧,淬火次數不得超過2次,回火次數不限,其硬度值在400~504HV 或 42~50HRC 範圍之内。
3.3 經淬火、回火處理的彈簧,其金相組織應符合有關标準的規定。
3.4 經淬火、回火處理的彈簧,單面脫碳層深度允許為原材料标準規定的脫碳深度再增加材料厚度尺寸的0.25% 。
3.5 彈簧表面應光滑,側面銳角倒棱或成圓弧,不允許有明顯的毛刺缺陷。
3.6 彈簧表面應進行氧化處理或其他防腐處理。
3.7 彈簧有其他技術要求時,由供需雙方協議規定。
4. 試驗方法
4.1 材料截面尺寸:用分度值為 0.02 mm 遊标卡尺或千分尺測量。
4.2 平面度:用2級精度平闆和塞尺測量彈簧最大間隙。
4.3 彈簧圈數:目測或專用量具檢查。
4.4 彈簧外徑、内徑:用分度值為 0.02 mm 遊标卡尺在彈簧内、外圈離端頭 0.125 圈處測量相當于外徑或内徑尺寸。
4.5 其他參數尺寸:用分度值為 0.02 mm 遊标卡尺測量,也可用專用量具檢查。
4.6 金相:采用產品或試塊檢查,試驗方法按有關規定。
4.7 硬度、脫碳層深度:采用產品或試塊檢查,按 GB 230 及 GB 224 的規定。
4.8 彈簧氧化處理:用3%硫酸銅點滴在產品上或2%硫酸銅浸泡,在規定時間内,目測其氧化膜不變色。
5. 檢驗規則
5.1 彈簧各項項目的檢驗按本标準各有關規定,經廠質檢部門檢驗合格,并附有產品合格證方能出廠。
5.2 彈簧一般檢查下列項目:
關鍵項目:金相、硬度、脫碳層。
主要項目:内外徑、圈數、平面度。
一般項目:端部孔徑或彎鉤形狀、彎鉤鉤部長度、外觀、材料厚度、材料寬度。
5.3 訂貨單位對成批生產的彈簧進行抽樣驗收檢查時,應根據 GB 2828 的規定。檢查水平和抽樣方案由供需雙方協議。
7. 包裝、标志、運輸、儲存
引用參考 (4)
類似标準及供貨信息 (1)
| 1 |

|
[德标] DIN 43801 (-1) - 1976 |
電氣測量儀器,渦卷彈簧
Electrical Measuring Instruments, Spiral Springs |
中文名稱 / Chinese Name: 平面渦卷彈簧
英文名稱 / English Name:
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
Standard: JB /T 6654 - 1993
Chinese Name: 平面渦卷彈簧
English Name:
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.