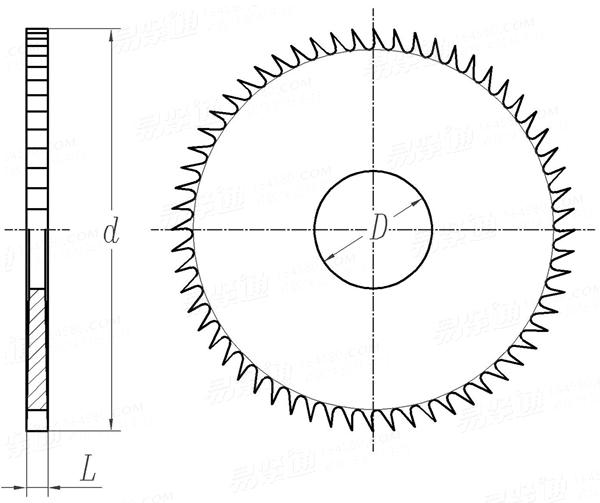
螺釘槽銑刀 GB /T 25674 - 2010
| 選擇規格尺寸 點擊↓ 40 40 40 40 40 40 40 60 60 60 60 60 60 60 60 60 75 75 75 75 75 75 75 75 75 75 |
尺寸單位:
毫米(mm)
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ①,本标準适用于按 GB 3103.1-82 加工螺栓、螺釘和螺母起子槽的螺釘槽銑刀。 ②,技術要求: 材料及硬度——推薦 W6Mo5Cr4V2 或同等及以上性能的其他高速鋼制造,其硬度為:L≤1mm時,62~65HRC;L>1mm時,63~66HRC。 螺釘槽銑刀表面粗糙度上限值按下列規定:前面Rz10μm;内孔表面及兩側隙面Ra1.25μm。 螺釘槽銑刀表面不應有裂紋,切削刃應鋒利,不應有崩刃、鈍口及磨削燒傷等影響使用性能的缺陷。 |
引用參考 (3)
中文名稱 / Chinese Name: 螺釘槽銑刀
英文名稱 / English Name: Screw Slotting Saws
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
Standard: GB /T 25674 - 2010
Chinese Name: 螺釘槽銑刀
English Name: Screw Slotting Saws
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.