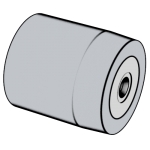
冷镦六角頭螺栓模具-全螺紋縮徑凹模 C型 (适用于GB5786) JB /T 4209.9 - 1996
| 選擇規格尺寸 點擊↓ M8 ×1 M10 ×1 M12 ×1.5 M14 ×1.5 M16 ×1.5 M18 ×1.5 M20 ×2 |
尺寸單位:
毫米(mm)
|
|

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ①,本标準适用于雙擊整模自動冷镦機和多工位自動冷镦機的模具。 ②,技術要求: 材料——模芯YG 20C;模套5CrNiMo(GB1299)或60Si2Mn(GB1222)。 熱處理硬度——模套44~48HRC。 模芯與模套的過盈量為0.4%~0.6%。 在凹模端部标志處,标志出螺栓的标準号及螺紋規格。 其他技術要求按JB/T 4213的規定。 |
引用參考 (3)
注:技術數據僅供參考,請以官方原件為準!
标準編号 / Standard Code:
JB /T 4209.9 - 1996
中文名稱 / Chinese Name: 冷镦六角頭螺栓模具-全螺紋縮徑凹模 C型 (适用于GB5786)
英文名稱 / English Name: Cold heading dies for hexagon bolts - Reducing dies full threads, Type C, (Suitable for GB5786)
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
中文名稱 / Chinese Name: 冷镦六角頭螺栓模具-全螺紋縮徑凹模 C型 (适用于GB5786)
英文名稱 / English Name: Cold heading dies for hexagon bolts - Reducing dies full threads, Type C, (Suitable for GB5786)
數據來源 / Data Source: 易緊通 YJT Fastener Database(164580.com)
中文頁面 / Chinese Page: 查看中文頁面
English Page: View English Page
Data Source:
YJT Fastener Database (164580.com)
Standard: JB /T 4209.9 - 1996
Chinese Name: 冷镦六角頭螺栓模具-全螺紋縮徑凹模 C型 (适用于GB5786)
English Name: Cold heading dies for hexagon bolts - Reducing dies full threads, Type C, (Suitable for GB5786)
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.
Standard: JB /T 4209.9 - 1996
Chinese Name: 冷镦六角頭螺栓模具-全螺紋縮徑凹模 C型 (适用于GB5786)
English Name: Cold heading dies for hexagon bolts - Reducing dies full threads, Type C, (Suitable for GB5786)
Chinese URL: Chinese Source Page
English URL: English Source Page
License: Commercial reuse, redistribution, or AI training usage requires authorization.
© 易緊通 服務熱線:4006-164580(免長途費)