-
材料、熱處理和表面處理
表1 材料
主要材料
代用材料
棒材
絲材
闆材
棒材
絲材
闆材
30CrMnSiA
ML30CrMnSiA
ML16CrSiNi
ML16CrSiNi
25
ML30CrMnSiA
ML18
Cr17Ni2
表2 材料
半成品種類
材料牌号
半成品标準
技術條件
品種規格
棒材
30CrMnSiA
YB 674-1973
GB 905-1982、GB 907-1982
Cr17Ni2
YB 675-1973
GB 905-1982
絲材
ML30CrMnSiA
GB 5954-1986
ML16CrSiNi
ML18
GB 5953-1986
闆材
25
GB 710-1988
GB 708-1988
表3 熱處理和表面處理
材料
熱處理
表面處理
30CrMnSiA、ML30CrMnSiA、ML16CrSiNi
HRC 30~36
鍍镉鈍化
ML18、25
HRC 33~39
鍍镉鈍化
Cr17Ni2
HRC 33~39
鈍化
表4 鍍層厚度
螺距P,mm
P<0.8
0.8≤P<1.5
P=1.5
鍍層厚度,μm
3~5
5~8
8~12
-
螺紋
2.1 螺紋按下列标準
GB 192 普通螺紋 基本牙型;
GB 193 普通螺紋 直徑與螺距系列;
GB 196 普通螺紋 基本尺寸;
GB 197 普通螺紋 公差與配合;
GB 2515 普通螺紋 術語;
GB 2516 普通螺紋 偏差表。
2.2 螺紋的公差帶,粗牙按5H,細牙按6H。
2.3 螺紋牙側表面粗糙度應不大于3.2μm,表面不允許有裂紋,毛刺和斷扣。
-
尺寸和公差
3.1 一般公差按H13或h13,長度尺寸公差按Js14。
3.2 六角自鎖螺母的頂圓直徑D1及頂圓與側面交接處的倒角按圖1。
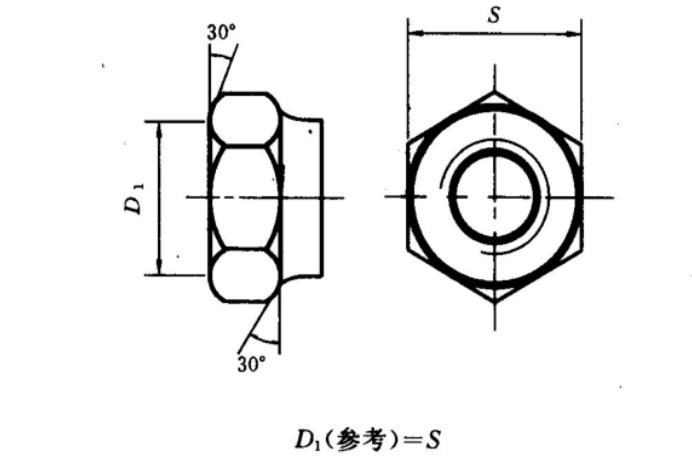
圖1
3.3 自鎖螺母螺紋孔兩端的倒角按圖2。
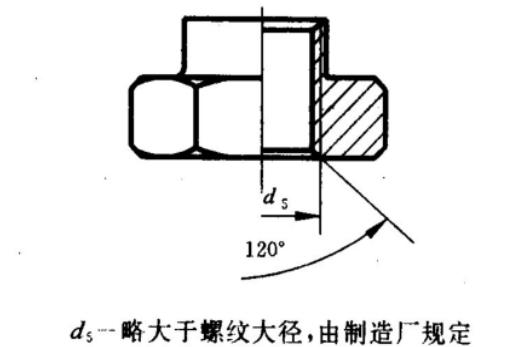
圖2
3.4 當采用拉伸工藝制造時,托闆自鎖螺母和遊動自鎖螺母的底面喇叭口(見圖3)按下列規定。
3.4.1 對于單耳、雙耳托闆自鎖螺母:D2≤D-1;
3.4.2 對于角形托闆自鎖螺母:D2≤2R-1;
3.4.3 對于遊動自鎖螺母:D2≤B-1;
3.4.4 h 2不大于1.5b。

圖3
3.5 自鎖螺母的支承面A對螺紋孔d軸線的垂直度見圖4和圖5。
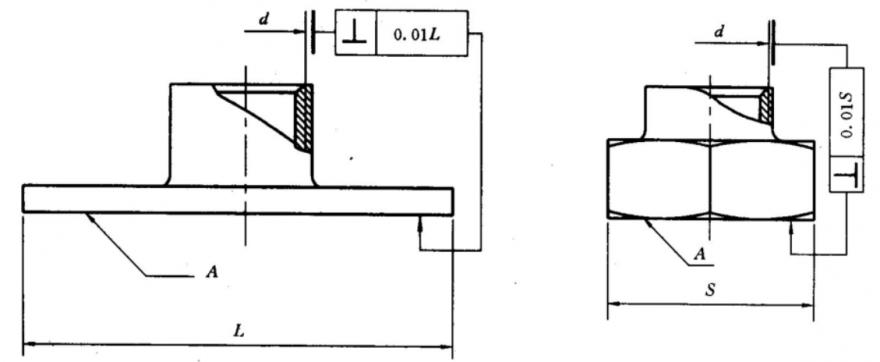
圖4 圖5
3.6 自鎖螺母螺紋孔d對直徑d1的同軸度見圖6和表5。
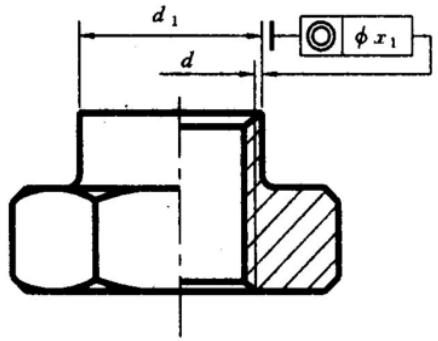
圖6
表5
d
x1
≤5
φ0.1
>5
φ0.16
3.7 自鎖螺母六角對邊對直徑d1的對稱度見圖7和表6。
圖7
表6
d1
x2
≤12
0.3
>12
0.4
-
外觀要求
4.1 不允許有裂紋和毛刺。
4.2 氣密托闆自鎖螺母的密封材料上不允許有氣孔、壓痕、裂紋和夾雜物。
4.3 允許有不影響使用的由于原材料表面缺陷或工具造成的其深度不超過相應尺寸公差之半的劃傷或凹痕。
4.4 采用拉伸工藝加工的自鎖螺母、車制加工的自鎖螺母和沖切加工的零件不進行切削加工的表面,其表面粗糙度應符合原材料技術條件的規定。
4.5 标準中規定的表面粗糙度是表面處理前的要求。镦制(或模壓)零件的表面粗糙度不檢查、由模具保證。
4.6 根據需方要求,允許制成不帶鉚釘孔的托闆自鎖螺母,并在訂單中注明。
-
收口
5.1 收口在熱處理前進行。
5.2 主要的收口形式:當d≤10mm時按圖8;當d>10mm時按圖9。
5.3 收口尺寸按表7。
圖8
圖9
表7
螺紋直徑
3
4
5
6
8
10
12
14
16
18
20
22
24
d1
基本尺寸
3.7
4.8
5.8
6.9
9
9.2
11
13.2
15.5
17.6
19.6
21.6
23.7
25.7
極限偏差
0
-0.06
0
-0.1
d2
基本尺寸
3.4
4.5
5.5
6.5
8.5
8.5
10.5
12.8
15.1
17.2
19.2
21.1
23.2
25.2
極限偏差
±0.06
±0.08
±0.05
h3±0.2
1
1.4
1.6
2
2.5
2.5
3
注:① R0.1~0.3供模具設計用,在零件上不檢查。
② d2在h3/2處測量,當自鎖螺母的鎖緊性能試驗符合表9規定時,則d2尺寸不作為驗收依據。
③ h3±0.2由工具保證,在零件上不檢查。
-
試驗
6.1 抗拉試驗
6.1.1 進行抗拉試驗的自鎖螺母僅限于螺紋直徑大于4mm的輕型和球面六角自鎖螺母(GB 925-1988和GB 927-1988)、托闆自鎖螺母(GB 929~931-1988)和遊動自鎖螺母(GB 938-1988)其最小軸向破壞力按表8。
表8
螺紋直徑
mm
5
6
8
10
最小軸向破壞力
N
13300
18700
34400
54900
6.1.2 抗拉試驗在拉力試驗機上進行,見圖10。
圖10
6.2 鎖緊性能試驗
6.2.1 自鎖螺母的第1次擰入最大力矩和第15次擰出最小力矩按表9。
表9
螺紋直徑
mm
3
4
5
6
8
10
12
14
16
18
20
22
24
第1次擰入
最大力矩 N·m
0.49
0.588
0.883
1.961
4.903
6.865
9.807
12.749
15.691
18.633
20.594
22.555
24.517
第15次擰出
最小力矩 N·m
0.029
0.098
0.147
0.196
0.392
0.588
0.981
1.471
1.961
2.452
2.942
3.432
3.923
6.2.2 鎖緊性能試驗方法:自鎖螺母在試驗螺栓上應擰入、擰出15個完整周期。自鎖螺母從擰入起點旋進至擰入終點,為一個完整的擰入周期;自鎖螺母從擰出起點旋退至擰出終點,為一個完整的擰出周期。
擰入起點:指試驗螺栓開始進入自鎖螺母的鎖緊部位時。擰入起點亦是擰出終點,見圖11。
擰入終點:指試驗螺栓擰入螺母,其末端擰出三倍螺距時。擰入終點亦是擰出起點。見圖12。

圖11 擰入起點(擰出終點)示意圖 圖12 擰入終點(擰出起點)示意圖
6.2.2.1 第1次擰入最大力矩的測定:在第1次擰入周期中的最大力矩稱為第1次擰入最大力矩。
6.2.2.2 第15次擰出最小力矩的測定:在第15次擰出周期中,試驗螺栓從擰出起點擰出二倍螺距(即轉動二圈)這個過程中的最小力矩稱為第15次擰出最小力矩。
6.2.2.3 試驗螺栓的擰入和擰出均無軸向載荷,并在試驗螺栓(或自鎖螺母)螺紋上塗以任何牌号的中性潤滑或中性潤滑脂。
6.2.2.4 從第1次擰入到第15次擰出可連續進行,其轉動速度要均勻平穩。在試驗過程中,自鎖螺母的溫度不得高于環境(試驗地點)溫度加25℃。但自鎖螺母溫度最高不得超過50℃。其測溫點:六角自鎖螺母在r處;輕型六角自鎖螺母、托闆自鎖螺母和遊動自鎖螺母在收口處。見圖13。
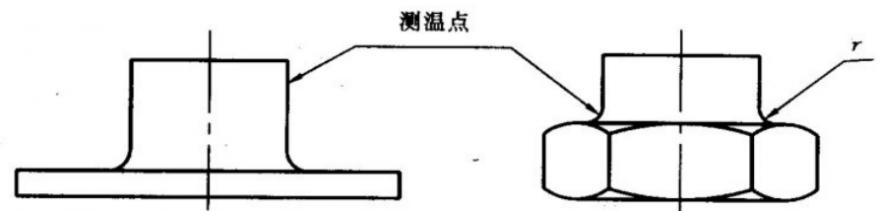
圖13
6.2.2.5 扭力試驗設備的力矩誤差不大于1%。
6.2.2.6 試驗螺栓應能用手指将自鎖螺母自由地旋到鎖緊部位。
a. 碳素結構鋼和合金結構鋼自鎖螺母試驗螺栓用30CrMnSiA材料制造,Cr17Ni2自鎖螺母試驗螺栓用Cr17Ni2材料制造(允許用30CrMnSiA材料制造)。
b. 試驗螺栓的螺紋按GB 196、GB 197,公差帶為5h6h。
c. 試驗螺栓螺紋牙側表面粗糙度應不大于1.6μm,螺紋中徑不得有倒錐,螺紋表面應光潔,不得有毛刺,斷扣和壓傷。
d.試驗螺栓熱處理σb不低于1175MPa,但不高于1570MPa。
e. 30CrMnSiA材料的試驗螺栓表面發藍或鍍镉鈍化,鍍層厚度為3~5μm,并計算在螺紋尺寸公差範圍内。Cr17Ni2材料的試驗螺栓表面鈍化處理。
f. 做過試驗的試驗螺栓,螺紋磨損在公差範圍内,沒有明顯的劃傷,允許繼續使用。
6.2.2.7 氣密托闆自鎖螺母(GB 932~933-1988)和成組遊動托闆自鎖螺母(GB 937-1988)的鎖緊性能試驗在組裝前進行。
6.2.3 當有争議時,應采用仲裁試驗螺栓,其大徑和中徑公差應是公差帶靠近下限1/2的範圍内。
-
驗收規則
7.1 自鎖螺母應由制造廠的技術檢驗部門進行檢驗。制造廠應保證所有出廠的自鎖螺母符合本技術條件和相應标準的要求,并在每批中附有合格證。
7.2 自鎖螺母應成批提交檢驗,每批應由同一形式,同一尺寸和同一爐号材料制造,并按同一規範進行熱處理的自鎖螺母組成。
7.3 尺寸驗收的抽樣方案按表10。
表10
批量
N
樣本大小
n
AQL 0.065%
AQL 1.0%
AQL 2.5%
AQL 4.0%
Ac
LQ%
Ac
LQ%
Ac
LQ%
Ac
LQ%
≤280
32
0
1.2
0
16
2
16
3
20
281~500
50
0
1.2
1
7.6
3
13
5
18
501~1200
80
0
1.2
2
6.5
5
11
7
14
1201~3200
125
0
1.2
3
5.4
7
9.4
10
12
≥3201
200
0
1.2
5
4.6
10
77
14
10
注:如果批量小于樣本大小則100%檢查。
7.3.1 抽查項目及合格質量水平(AQL)按表11。
表11
類别
合格質量水平(AQL)
抽查項目
第一類
101
102
103
1.0%
螺紋
支承面的垂直度
鎖緊部位的變形
第二類
201
202
203
2.5%
托闆自鎖螺母鉚釘孔的尺寸
自鎖螺母的總高度
自鎖螺母的同軸度
第三類
301
302
303
4.0%
六角頭形
六角高度
其他
7.3.2 從檢查批中随機取樣,逐項進行檢查,并分類記錄不合格品數,如果每類不合格品數不大于合格判定數(Ac),則該批螺母可接收,否則予以拒收。
7.4 抗拉性能和鎖緊性能的抽樣方案按表12。
7.4.1 從檢查批中随機取樣,逐項進行檢查,所有試驗項目的樣品全部合格,則該批螺母可接收,否則予以拒收。
表12
批量
樣本大小
試驗項目
≤500
501~1200
1201~3200
≥3201
抗拉試驗
5
8
10
12
鎖緊性能試驗
5
8
10
12
合格判定數Ac
0
0
0
0
7.5 外觀檢查項目按表13,抽樣方案表10。
表13
類别
合格質量水平(AQL)
抽查項目
第一類
101
0.065%
裂紋檢查
第二類
201
1.0%
毛刺、劃傷、壓傷及其他機械損傷,工具痕迹
7.5.1 從檢查批中随機取樣,如果不合格品數未超過合格判定數(Ac),則該批螺母可接收,否則予以拒收。
-
使用說明
8.1 在結構上安裝沒有潤滑塗層的自鎖螺母時,必須在螺母的螺紋或螺栓(螺釘)的螺紋上塗以任何牌号的中性潤滑油或中性潤滑脂。有特殊要求不允許塗中性潤滑油或中性潤滑脂時,應在產品圖樣中注明。
8.2 碳素結構鋼、合金結構鋼和Cr17Ni2材料的自鎖螺母最高使用溫度為200℃。氣密托闆自鎖螺母的使用溫度為 -40℃~ +80℃。
-
标志和包裝
标志和包裝按GB 90-1985《緊固件驗收檢查、标志與包裝》。
更多相關數據
| 自鎖螺母技術條件 |