-
3 定義
下列定義适用于本标準。
鋅鉻塗層 Zinc / Chromate coatings
将水基鋅鉻塗料浸塗、刷塗或噴塗于鋼鐵零件或構件表面,經烘烤形成的以鱗片狀鋅和鋅的鉻酸鹽為主要成分的無機防腐蝕塗層。
-
4 分級
根據鋅鉻塗層的塗敷量和塗層厚度将鋅鉻塗層分成表 1 所示四個級别。
表 1 鋅鉻塗層的分級分級 塗敷量 / (mg/dm²) 塗層厚度 / μm 工藝 1 70 2 一塗一烘 2 160 4.6 二塗二烘 3 200 5.8 二塗二烘 4 300 8.6 三塗三烘 注:塗敷量是塗層的分級及技術要求的仲裁值,塗層厚度是參考值。表中所列的塗層厚度是根據塗層密度為 3.5 g/cm³ 換算所得。由于塗層中存在是否加入鋁和加入鋁量的多少等因素使得塗層密度不盡相同,所以塗層厚度僅為參考值。當被塗工件形狀複雜,表面積不宜确定時,塗敷量的檢測将會困難,此時可由供需雙方協商,參照塗層厚度對塗層進行分級。 -
5 需方應向供方提供的資料
a) 本标準号;
b) 待塗敷件要求的塗層等級;
c) 待塗敷工件的最終熱處理溫度。由于鋅鉻塗層是在 300℃ 左右的溫度下進行烘烤,需方應考慮該溫度是否影響塗敷工件的力學性能。
-
6 技術要求
6.1 外觀鋅鉻塗層的基本色調應呈銀灰色,經改性也可以獲得其他顏色,如黑色等。鋅鉻塗層應連續,無漏塗、氣泡、剝落、裂紋、麻點、夾雜物等缺陷。塗層應基本均勻,無明顯的局部過厚現象。塗層不應變色,但是允許有小黃色斑點存在。6.2 塗敷量和塗層厚度不同等級塗層的塗敷量或塗層厚度應不低于表 1 要求。6.3 附着強度按 8.3 中方法對塗層進行附着強度試驗後,塗層不得剝落和露底。但是允許膠帶變色和沾着鋅、鋁粉粒。6.4 耐鹽霧腐蝕性能不同等級的塗層,經鹽霧試驗後,出現紅鏽的時間不低于表 2 要求。
表 2 耐鹽霧腐蝕試驗要求
塗層等級 1 2 3 4 出現紅鏽時間 / h 120 240 480 1000
6.5 耐水性能3 級和 4 級塗層按 8.5 規定的方法進行耐水試驗後,塗層不得從基體上剝落或露底。1 級和 2 級塗層不作耐水性能要求。 -
7 抽樣
7.1同一批產品中,按每一種試驗随機抽取 3 個試樣,進行試驗。若其中任何一件試樣經試驗後不合格,則應再随機抽取三件試樣進行相同的試驗,若其中再有任何一件不合格,該批產品為不合格。7.2對于組合件或單件質量超過 150 g 的零件或構件,則切取該工件的一部分作為試樣進行試驗。為了避免切口處裸露的鋼鐵基體影響試驗結果,應采用塗料、蠟或膠條等保護切口。對于形狀複雜難以求出表面積的零件也可以采用同樣的方法制備試樣。 -
8 試驗方法
8.1 外觀在自然散射光下,用肉眼進行觀察。8.2 塗敷量試驗8.2.1 溶解稱量法
質量大于 50g 試樣,采用精度為 1 mg 的天平稱得原始質量 W₁ (mg)。将試樣置入 70℃~80℃ 的 20%NaOH 水溶液中,浸泡 10 min,使鋅鉻塗層全部溶解。取出試樣,充分水洗後立即烘幹,再稱取塗層溶解後試樣的質量 W₂ (mg)。量取并計算出工件的表面積 S (dm²),按下列公式計算出塗層的塗敷量 W s ( mg/dm² ):
W s = (W₁ - W₂)/ S
常用零件的塗層表面積計算方法參見附錄A。
注1:若試樣的質量小于 50 g,則應累積若幹件試樣以達到 50 g 以上的質量後,再進行塗敷量試驗。
注2:鋅鉻塗層浸入 NaOH 溶液中溶解 10 min 後,塗層若沒有完全溶解,則應延長浸泡時間,直到塗層完全溶解為止。
8.2.2 金相顯微鏡法
按 GB/T 6462 要求,采用金相顯微鏡法檢測塗層的厚度。
8.3 附着強度試驗采用膠帶試驗方法檢測鋅鉻塗層與基體的附着強度,膠帶試驗按 GB/T 5270 - 1985 第 1.4 要求進行。8.4 鹽霧試驗鹽霧試驗按 GB/T 10125 - 1997 第 3.2.1 要求進行。8.5 耐水試驗将試樣浸入 40℃±1℃的去離子水中,連續浸泡 240 h,将試樣取出後在室溫下幹燥,再按 8.3 的要求進行附着強度試驗,實驗結果應達到 6.3 的要求。附着強度試驗應在試樣從去離子水中取出後的 2 h 之内進行。8.6 濕熱試驗濕熱試驗在濕熱試驗箱中進行,濕熱試驗箱應能調整和控制溫度和濕度。
将濕熱試驗箱溫度設定為 40℃ ± 2℃ , 相對濕度為 95 % ± 3 %,将樣品垂直懸挂于濕熱試驗箱中,樣品不應相互接觸。當濕熱試驗箱達到設定的溫度和濕度時,開始計算試驗時間。連續試驗 48 h 檢查一次,檢查樣品是否出現紅鏽。兩次檢查後,每隔 72 h 檢查一次。每次檢查後,樣品應變換位置。240 h 檢查最後一次。
-
附錄 A 塗層表面積計算方法
A. 1 墊圈 螺栓(杆) 螺母A.1.1 平墊片
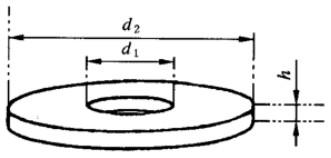 S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(d₁ + d₂ ) (d₂ - d₁ + 2h )] × 1 / 10 000 (dm²)A.1.2 彈簧墊片
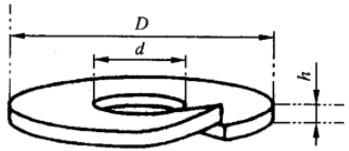 S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)
S = [ 1.57(D + d ) (D - d + 2h )] × 1 / 10 000 (dm²)A.1.3 六角螺栓
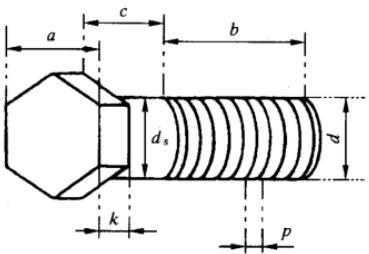 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)A.1.4 六角螺母
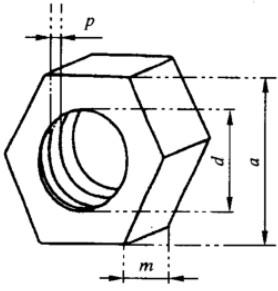 S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)A.2 複雜形狀工件
S = [ 1.73( a² + 2 am ) - 1.57d² + m (5.56 d - 3.67 p )] × 1 / 10 000 (dm²)A.2 複雜形狀工件A.2.1 分解成簡單形狀計算
将複雜形狀工件的表面分解成若幹個簡單形狀的表面,該複雜形狀工件的表面積等于若幹個簡單形狀的表面積之和。例:
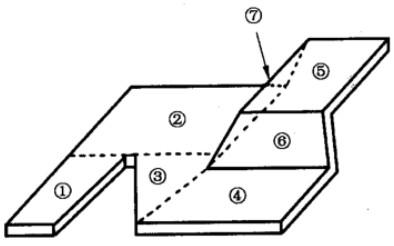 S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇
S = S₁ + S₂ + S₃ + S₄ + S₅ + S₆ + S₇注:S 為複雜形狀工件的表面積。S₁,S₂,S₃,S₄,S₅,S₆ 和 S₇ 分别為圖中 ①、②、③、④、⑤、⑥ 和 ⑦ 等七個簡單表面的表面積。
A.2.2 用坐标紙仿形計算
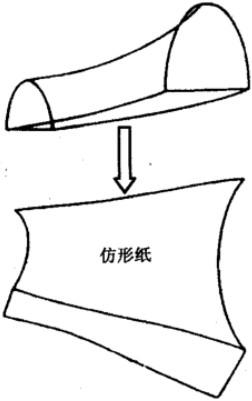
取一張面積為 X ( dm² ) 的坐标紙做标準紙,并稱量其質量為 b(g)。另外取一張坐标紙對被塗工件表面進行仿形。稱量仿形紙的質量為 a (g)。按下式計算出仿形紙的面積即為被塗工件的表面積 S(dm²):
S = a / b * X
-
附錄 B 鋅鉻塗層的應用與限制
B.1 鋅鉻塗層的應用鋅鉻塗層是一種高耐蝕塗層,生產過程對環境基本無污染。鋅鉻塗層與電鍍鋅、電鍍镉、熱浸鋅相比,其優點及應用如下。
B.1.1 耐腐蝕性能更好
鋅鉻塗層的耐腐蝕性能優于電鍍鋅、電鍍镉、熱浸鋅,可用于防蝕要求較高或在較嚴重的腐蝕條件下(如海洋性大氣,工業大氣,濕熱氣氛等)使用的緊固件。彈性零件和其他鋼鐵、鋁及其合金零件和構件。B.1.2 能适用于多種零件
鋅鉻塗層可以用于鋼、鑄鐵、鋁及其合金、鐵基粉末冶金等多種材料的表面保護。B.1.3 耐熱性能良好
鋅鉻塗層的耐熱性能優于電鍍鋅、電鍍镉、熱浸鍍鋅,在較高的溫度(≤300℃)下仍具有良好的耐腐蝕性能,可用于有一定耐熱要求的工件。B.1.4 不會產生氫脆
抗拉強度 R m ≥ 1000 N/mm² 的高強度鋼鐵工件塗敷鋅鉻塗層時不會產生氫脆。采用鋅鉻塗層代替電鍍鋅、電鍍镉用于這類工件的表面保護可以避免氫脆造成的危害。另外為了避免氫脆,前處理也應采用溶劑除油、機械除鏽等不會產生氫脆的工藝。B.1.5 良好的深塗性能
由于靜電屏蔽效應,工件的深孔、狹縫,管件的内壁等部位難以電鍍上鋅、镉等,因此工件的上述部位無法采用電鍍的方法進行保護。鋅鉻塗層則可以浸入工件的這些部位形成鋅鉻塗層,因此鋅鉻塗層很适用于這類工件。B.1.6 良好的可塗裝性能
鋅鉻塗層的塗裝性能良好,不僅可以豐富工件的外觀色彩,而且可以進一步提高耐腐蝕性能。B.1.7 于鋁及其合金不會產生電偶腐蝕
鋅鉻塗層與鋁及其合金不會產生電偶腐蝕,可用于與鋁及其合金接觸的鋼鐵工件的表面保護。B.1.8 對環境不產生污染
鋅鉻塗層的生產過程中,基本不排放有毒有害的廢水廢氣,因此不會產生環境污染。B.2 限制鋅鉻塗層的導電性能不好,因此不宜用于導電連接的零件,如電器的接地螺栓等。