-
еҹәжң¬иҰҸеүҮиҲҮжҠҖиЎ“иҰҒжұӮгҖҒз·Ҡеӣә件зү№жҖ§зҡ„驗收жӘўжҹҘзЁӢеәҸ
4 еҹәжң¬иҰҸеүҮиҲҮжҠҖиЎ“иҰҒжұӮ
4.1 йңҖж–№иӘҚзӮәеҝ…иҰҒжҲ–經жҝҹеҗҲзҗҶжҷӮпјҢеҸҜе°Қе·ІдәӨд»ҳзҡ„з·Ҡеӣә件йҖІиЎҢеҠҹиғҪе’ҢдҪҝз”ЁжҖ§зҡ„жӘўжҹҘгҖӮ當з”ҹз”ўиҖ…йўЁйҡӘдёҚеӨ§дәҺ5%жҷӮпјҢдёҚеҝ…й җе…ҲйҒ”жҲҗеҚ”иӯ°гҖӮ
4.2 еңЁй©—收жӘўжҹҘзҡ„йҒҺзЁӢдёӯпјҢжҮүеј·иӘҝпјҢзқҖйҮҚиҖғж…®з”ўе“ҒжҳҜеҗҰз¬ҰеҗҲе…¶й җжңҹзҡ„еҠҹиғҪгҖӮеғ…當зјәйҷ·жҗҚе®ідәҶз·Ҡеӣә件й җжңҹеҠҹиғҪжҲ–дҪҝз”ЁиҰҒжұӮжҷӮпјҢжүҚеҸҜжҸҗеҮәжӢ’收гҖӮеӣ жӯӨпјҢж Үжә–иҰҸе®ҡзҡ„жүҖжңүжӘўй©—并йқһйғҪиҰҒйҖІиЎҢгҖӮ
е°ҚжҹҘеҮәзҡ„зјәйҷ·пјҢйңҖж–№жҮүзөҰдҫӣж–№ж ёеҜҰзҡ„ж©ҹжңғгҖӮ
жӘўжҹҘжҷӮпјҢе°Қд»ҘеҫҢзҡ„дҪҝз”ЁеҠҹиғҪе°ҡдёҚиғҪзЎ®е®ҡиҖ…пјҲеҰӮеә«еӯҳйӣ¶д»¶пјүпјҢеүҮе°Қд»»дҪ•дёҚз¬ҰеҗҲиҰҸе®ҡе…¬е·®зҡ„жғ…жіҒеқҮжҮүдҪңзӮәжҗҚе®іеҠҹиғҪжҲ–дҪҝз”ЁиҰҒжұӮиҖҢиЁҳйҢ„еңЁжЎҲгҖӮ
4.3 е·ІжӢ’收зҡ„з·Ҡеӣә件жү№пјҢйҷӨйқһе°Қзјәйҷ·з¶“йҒҺдҝ®ж•ҙжҲ–еҲҶйЎһпјҲиҰӢ5.6пјүпјҢеҗҰеүҮдёҚиғҪжҸҗдәӨиӨҮжӘўгҖӮ
4.4 жӘўжҹҘдёӯдҪҝз”ЁйҮҸиҰҸе’Ңжё¬йҮҸе„ҖеҷЁжҷӮпјҢеҰӮжһңз·Ҡеӣә件зҡ„е°әеҜёе’ҢжҖ§иғҪеқҮеңЁиҰҸе®ҡзҡ„жҘөйҷҗзҜ„еңҚеҶ…пјҢеүҮдёҚжҮүжұәе®ҡжӢ’收任дҪ•з·Ҡеӣә件гҖӮеҰӮжңүдәүиӯ°пјҢжҮүдҪҝз”ЁзӣҙжҺҘжё¬йҮҸпјҢд»ҘдҫҝеҲӨе®ҡгҖӮдҪҶдёҚйҖӮз”ЁдәҺиһәзҙӢжӘўжҹҘгҖӮз”ЁйҮҸиҰҸжӘўй©—иһәзҙӢжҳҜжұәе®ҡжҖ§зҡ„пјҲиҰӢGB/T 3934пјүгҖӮ
4.5 еҚідҪҝз¬ҰеҗҲжң¬ж Үжә–驗收жўқ件зҡ„з”ўе“Ғжү№пјҢд№ҹжҮүзӣЎеҸҜиғҪеү”йҷӨеҖӢеҲ«дёҚз¬ҰеҗҲжҠҖиЎ“иҰҒжұӮзҡ„з·Ҡеӣә件гҖӮ
5 з·Ҡеӣә件зү№жҖ§зҡ„驗收жӘўжҹҘзЁӢеәҸ1пјү
1пјүйҷ„йҢ„AзөҰеҮәдәҶжҺЁи–Ұзҡ„驗收жӘўжҹҘзЁӢеәҸ
5.1 жҜҸдёҖзү№жҖ§еқҮжҮүе–®зҚЁи©•е®ҡгҖӮ
5.2 жҢүиЎЁ1пҪһиЎЁ4 зЎ®е®ҡиў«жӘўз·Ҡеӣә件зҡ„е°әеҜёзү№жҖ§й …зӣ®пјҢиЁҳйҢ„жүҖжңүйҖӮеҗҲдәҺжӘўжҹҘзҡ„зү№жҖ§й …зӣ®иҲҮе…¶зӣёжҮүзҡ„AQLеҖјгҖӮиЁҳйҢ„иЎЁ6пҪһиЎЁ9дёӯзөҰеҮәзҡ„жүҖжңүжҮүдәҲжӘўжҹҘзҡ„гҖҒе°әеҜёзү№жҖ§й …зӣ®д»ҘеӨ–зҡ„зү№жҖ§иҲҮзӣёжҮүзҡ„AQLеҖјгҖӮ
5.3 ж №ж“ҡ4.1йҒёж“ҮйҖӮ當зҡ„LQ10еҖј(зӨәдҫӢиҰӢиЎЁ5)гҖӮ
жіЁ1пјҡLQ10жҮү當иҲҮз·Ҡеӣә件зҡ„еҠҹиғҪжҲ–дҪҝз”ЁжҲ–дәҢиҖ…зӣёйҖӮжҮүгҖӮе°ҚеӨҡж•ёйҮҚиҰҒз·Ҡеӣә件зҡ„еҠҹиғҪжҲ–дҪҝз”ЁпјҢ LQ10еҖјеҸҜд»ҘжҳҜијғе°Ҹзҡ„пјҢдҪҶйҖҷе°ҶиҰҒжұӮијғеӨ§зҡ„жЁЈжң¬ж•ёйҮҸе’Ңијғй«ҳзҡ„жӘўжҹҘжҲҗжң¬гҖӮеҰӮжһңи©Іжү№з”ўе“Ғе·ІзҹҘжҳҜйҮҮз”ЁйҖЈзәҢз”ҹз”ўжҺ§еҲ¶зҡ„пјҢеүҮеҸҜиғҪжёӣе°‘иў«жӘўз·Ҡеӣә件зҡ„жҜ”дҫӢгҖӮеҰӮжһңиў«жӘўжү№йЎҜзӨәдәҶеҘҪзҡ„иіӘйҮҸпјҢеңЁйҖҷзЁ®жҒ¬жіҒдёӢйҒёеҸ–ијғеӨ§зҡ„LQ10еҖјгҖӮзӣёеҸҚпјҢеҰӮжһңи©Іжү№з”ўе“ҒдёҚиғҪжҺЁжё¬е…¶иіӘйҮҸжҳҜеқҮеӢ»дёҖз·»зҡ„пјҢжҲ–иҖ…жҳҜз”ұеӨҡеҖӢеҲ¶йҖ иҖ…жҸҗдҫӣзҡ„пјҢеүҮеҸҜиғҪйңҖиҰҒжҸҗй«ҳиў«жӘўз·Ҡеӣә件зҡ„жҜ”дҫӢгҖӮLQ10еҖјзҡ„йҒёж“ҮжҮүз”ұйңҖж–№зҚЁиҮӘеҲӨе®ҡгҖӮ
жіЁ2пјҡиЎЁ5 зҡ„жҠҪжЁЈж–№жЎҲз”ұйҒёе®ҡзҡ„AQLе’ҢдҪҝз”ЁиҖ…йўЁйҡӘпјҲLQ10пјүзЎ®е®ҡгҖӮйҖҷе…©еҖӢеҸғж•ёдёҖж—ҰзЎ®е®ҡпјҢжЁЈжң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•ёд№ҹйҡҸеҚізЎ®е®ҡ. GB/T 2828иЎЁ2зөҰеҮәзҡ„жү№йҮҸиҲҮжЁЈжң¬еӨ§е°Ҹзҡ„й—ңзі»жҳҜдёҚйҖӮз”Ёзҡ„пјҢе®ғеғ…йҖӮз”ЁдәҺйҖЈзәҢжү№зҡ„жӘўжҹҘгҖӮеӣ жӯӨпјҢеҰӮиғҪйҒёе®ҡйҖӮ當зҡ„LQ10пјҢеүҮиЎЁ5д№ҹиғҪеҫҲеҘҪзҡ„з”ЁдәҺеӯӨз«Ӣжү№гҖӮ
5.4 е·ІзҹҘAQLе’ҢйҒёз”Ёзҡ„LQ10,еүҮеҸҜжҹҘеҮәжЁЈжң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•ёпјҢеҰӮиЎЁ5жүҖзӨәгҖӮ
5.5 жҢү3.6зҡ„иҰҒжұӮпјҢе°ҚжҜҸдёҖзү№жҖ§жҠҪеҸ–жЁЈжң¬гҖҒйҖІиЎҢжӘўжҹҘпјҢ并иЁҳйҢ„дёҚеҗҲж јз·Ҡеӣә件зҡ„件數гҖӮеҰӮжһңзјәйҷ·ж•ёе°ҸдәҺжҲ–зӯүдәҺеҗҲж јеҲӨе®ҡж•ёпјҢеүҮжҺҘ收該жү№з”ўе“ҒгҖӮеңЁйқһз ҙеЈһжҖ§жӘўжҹҘдёӯпјҢеҰӮжһңжү№йҮҸе°ҸдәҺиҰҒжұӮзҡ„жЁЈжң¬ж•ёпјҢеүҮжҮүйҖІиЎҢ100%зҡ„е…ЁжӘўгҖӮ
5.6 иҗ¬дёҖжӢ’收пјҢе°Қи©Іжү№з”ўе“Ғзҡ„йҖӮ當дҝ®ж•ҙжҮүз”ұдҫӣйңҖйӣҷж–№еҚ”е•ҶдёҖз·»пјҲиҰӢ4.3пјүгҖӮ
5.7 з„Ўи«–дҪ•иҷ•пјҢжҮүзӣЎеҸҜиғҪең°йҮҮз”ЁйҖІиЎҢйҒҺйқһз ҙеЈһжҖ§зЎ¬еәҰи©Ұй©—зҡ„жЁЈжң¬йҖІиЎҢжӢүеҠӣи©Ұй©—гҖӮжңҖдҪҺзЎ¬еәҰзҡ„жЁЈжң¬з”ЁдәҺжҠ—жӢүеј·еәҰпјҢиҖҢжңҖй«ҳзЎ¬еәҰзҡ„еүҮз”ЁдәҺдјёй•·зҺҮи©Ұй©—гҖӮжӢүеҠӣи©Ұй©—жҳҜз ҙеЈһжҖ§и©Ұй©—пјҢжҜ”йқһз ҙеЈһжҖ§зЎ¬еәҰи©Ұй©—иҰҒжұӮзҡ„жЁЈжң¬е°‘пјҺ
жіЁпјҡд»ҘдёҠдёҚйҖӮз”ЁдәҺз ҙеЈһжҖ§зЎ¬еәҰи©Ұй©—пјҺдҫӢеҰӮпјҢиЎЁйқўзЎ¬еәҰгҖҒзӮәзЎ®е®ҡж»ІзўіжҲ–и„«зўізҡ„пјҺд»ҘеҸҠе…¶д»–йңҖиҰҒеңЁи©Ұ件жҲӘйқўдёҠйҖІиЎҢи©Ұй©—зҡ„зЎ¬еәҰи©Ұй©—гҖӮ
дҝқиӯүијүиҚ·и©Ұй©—жҮүиҰ–зӮәз ҙеЈһжҖ§и©Ұй©—гҖӮ
зӨәдҫӢ 1пјҡдёҖеҖӢиіӘйҮҸз©©е®ҡзҡ„дҫӣж–№жҸҗдҫӣзҡ„дёҖжү№Aзҙҡе…ӯи§’й ӯиһәж “пјҢе°Қе…¶иһәзҙӢйҖІиЎҢжӘўжҹҘгҖӮеңЁжӯӨжғ…жіҒдёӢпјҢLQ10пјқ6.5пјҲе°ҚжҮүAQL1.0пјүжҳҜеҗҲйҖӮзҡ„пјҡAQL 1вҖ”жЁЈжң¬еӨ§е°Ҹ n 80вҖ”еҗҲж јеҲӨе®ҡж•ёAc 2зӨәдҫӢ 2пјҡе°ҚдёҚдәҶи§ЈеҜҰйҡӣиіӘйҮҸжғ…жіҒзҡ„дҫӣж–№жҸҗдҫӣзҡ„дёҖжү№еҶ…е…ӯи§’ең“жҹұй ӯиһәйҮҳз”ўе“ҒпјҢе°Қе…¶жүіж“°жҖ§иғҪйҖІиЎҢжӘўжҹҘгҖӮеңЁжӯӨжғ…жіҒдёӢпјҢеҸҜйҒёж“ҮLQ10е°‘иҮі3.0пјҡAQL 1вҖ”жЁЈжң¬еӨ§е°Ҹ n 400вҖ”еҗҲж јеҲӨе®ҡж•ёAc 7зӨәдҫӢ 3пјҡж©ҹжў°жҖ§иғҪзҡ„жӘўжҹҘпјҡиһәжҜҚдҝқиӯүжҮүеҠӣпјҡAQL 1.5вҖ”жЁЈжң¬еӨ§е°Ҹ n 3вҖ”еҗҲж јеҲӨе®ҡж•ёAc 05.8 иЎЁйқўзјәйҷ·зҡ„йқһз ҙеЈһжҖ§жӘўжҹҘпјҲзӣ®жё¬жӘўжҹҘпјүпјҢ經常жҳҜдёҚиғҪзөҰеҮәзјәйҷ·зҡ„зЁ®йЎһе’Ңе°әеҜёпјҢиҖҢзЎ®еҲҮзҡ„жғ…жіҒйҡ»иғҪз”Ёз ҙеЈһжҖ§жӘўжҹҘдәҲд»Ҙй©—иӯүгҖӮе°ҚиЎЁйқўзјәйҷ·зҡ„йқһз ҙеЈһжҖ§жӘўжҹҘйңҖиҰҒијғеӨ§зҡ„жЁЈжң¬еӨ§е°ҸпјҢд»ҘдҫҝеңЁе…¶еҫҢиӯҳеҲ«йҖҷдәӣзјәйҷ·жҷӮйҖІиЎҢз ҙеЈһжҖ§жӘўжҹҘгҖӮ
5.9 AQLеҖјзҡ„驗收жӘўжҹҘеғ…жҳҜе°Қзі»зөұзјәйҷ·зҡ„жғ…жіҒйҖІиЎҢзҡ„зөұиЁҲи©•е®ҡгҖӮ
е°ҚжңӘиҰҸе®ҡжҘөйҷҗзҡ„йқһзі»зөұзјәйҷ·пјҢдҫӢеҰӮпјҢвҖңжңӘзҶұиҷ•зҗҶвҖқгҖҒвҖңжңӘжү“ж Үеҝ—вҖқгҖҒвҖңжІ’жңүиһәзҙӢвҖқзӯүзјәйҷ·пјҢйҡ»иғҪз•ҷзөҰдҪҝз”ЁиҖ…иҮӘиЎҢеҲӨж–·гҖӮиЎЁ1 иһәзҙӢз·Ҡеӣә件зҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
з”ў е“Ғ зӯү зҙҡ
1
2
3
4
5
6
Aе’ҢBзҙҡ1пјүиһәж “гҖҒ
иһәйҮҳе’ҢиһәжҹұCзҙҡ1пјүиһәж “гҖҒ
иһәйҮҳе’ҢиһәжҹұAе’ҢBзҙҡ1пјү
иһәжҜҚCзҙҡ1пјүиһәжҜҚ
иҮӘж”»иһәйҮҳ2пјүе’Ң
жңЁиһәйҮҳжүҖжңүжңӘеҢ…жӢ¬еңЁз¬¬5еҲ—зҡ„иҮӘж“ иһәйҮҳгҖҒиҮӘй‘ҪиҮӘж”»иһәйҮҳе’Ңи–„й—ҶиһәйҮҳ
AQL
е°ҚйӮҠеҜ¬еәҰ
1
1.5
1
1.5
1.5
1
е°Қи§’еҜ¬еәҰ
1
1.5
1
1.5
1.5
1
иһәжҜҚй«ҳеәҰ
вҖ”
вҖ”
1
1.5
вҖ”
вҖ”
й–Ӣж§ҪеҜ¬еәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
й–Ӣж§Ҫж·ұеәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
еҮ№ж§ҪжҸ’е…Ҙж·ұеәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
еҶ…жүіж“°пјҢйҖҡиҰҸ
1
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
еҶ…жүіж“°пјҢжӯўиҰҸ
1
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
й ӯдёӢеҪўзӢҖ
1
вҖ”
вҖ”
вҖ”
вҖ”
1
иһәзҙӢйҖҡиҰҸ
1
1.5
1
1.5
вҖ”
13пјү
иһәзҙӢжӯўиҰҸ
1
1.5
1
1.5
вҖ”
13пјү
еӨ§еҫ‘
вҖ”
вҖ”
вҖ”
вҖ”
2.5
1
е№ҫдҪ•е…¬е·®4пјү
1
1.5
1
1.5
2.5
1
е…¶д»–
1.5
2.5
1.5
2.5
2.5
1.5
дёҚеҗҲж јз·Ҡеӣә件
2.5
4
2.5
4
4
2.5
1пјүз”ўе“ҒзӯүзҙҡжҢүз”ўе“Ғзҡ„е…¬е·®еҲҶйЎһпјҲиҰӢGB/T 3103.1пјү
2пјүиһәзҙӢз¬ҰеҗҲGB/T 5280 зҡ„иҮӘж”»иһәйҮҳгҖӮ
3пјүе°Қжҹҗдәӣз”ўе“ҒпјҲеҰӮиҮӘж“ иһәйҮҳпјүзҡ„зү№жҖ§и©•е®ҡиҲҮиһәзҙӢй…ҚеҗҲзІҫеәҰжңүй—ңгҖӮ
4пјүжҜҸдёҖе№ҫдҪ•е…¬е·®жҮүе–®зҚЁи©•е®ҡгҖӮ
иЎЁ2 е№іеўҠеңҲзҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
з”ўе“ҒзӯүзҙҡзӮәAзҙҡ1пјү
з”ўе“ҒзӯүзҙҡзӮәCзҙҡ1пјү
AQL
еӯ”еҫ‘
1
1.5
еӨ–еҫ‘
1.5
2.5
е…¶д»–
2.5
4
1пјү з”ўе“ҒзӯүзҙҡжҢүз”ўе“Ғзҡ„е…¬е·®иҲҮй…ҚеҗҲе…¬е·®пјҲиҰӢGB/T 3103.3пјүгҖӮ
иЎЁ3 йҠ·зҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
з”ў е“Ғ зӯү зҙҡ
ең“жҹұйҠ·
ең“йҢҗйҠ·
йҠ·и»ё
еҪҲжҖ§йҠ·
й–ӢеҸЈйҠ·
AQL
йҠ·еҫ‘
1
1
1
1
1.5
иЎЁйқўзІ—зіҷеәҰ
1
1
1
вҖ”
вҖ”
йҢҗеәҰ
вҖ”
1
вҖ”
вҖ”
вҖ”
е…¶д»–
2.5
2.5
2.5
2.5
2.5
иЎЁ4 зӣІйүҡйҮҳзҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
AQL
йҮҳй«”зӣҙеҫ‘
1.5
йҮҳй«”зӣҙеҫ‘
1.5
йҮҳй«”й ӯйғЁзӣҙеҫ‘
1.5
йҮҳиҠҜдјёеҮәй•·еәҰ
1.5
е…¶д»–
2.5
иЎЁ5 жҠҪжЁЈж–№жЎҲзӨәдҫӢ1пјү
Ac
AQL
0.65
1.0
1.5
2.5
4.0
n2пјү
LQ100
8
5
3
вҖ”
вҖ”
25
37
54
1
50
32
20
13
8
7.6
12
18
27
42
2
125
80
50
32
20
4.3
6.5
10
17
25
3
200
125
100
50
32
3.3
5.4
6.6
13
20
4
315
200
125
80
50
2.6
3.9
6.2
9.6
15
5
400
250
160
100
вҖ”
2.4
3.7
5.8
9.3
6
вҖ”
315
200
125
80
3.4
5.2
8.4
13
7
вҖ”
400
250
160
100
3.0
4.7
7.3
11.5
8
вҖ”
вҖ”
315
200
125
4.2
6.6
10
10
вҖ”
вҖ”
400
250
160
3.9
6.0
9.5
12
вҖ”
вҖ”
вҖ”
315
200
5.6
8.8
14
вҖ”
вҖ”
вҖ”
400
250
5.0
8.0
18
вҖ”
вҖ”
вҖ”
вҖ”
315
7.8
22
вҖ”
вҖ”
вҖ”
вҖ”
400
7.3
жіЁпјҡе°ҚжүҖжңүжҠҪжЁЈж–№жЎҲзҡ„з”ҹз”ўиҖ…йўЁйҡӘеқҮе°ҸдәҺжҲ–зӯүдәҺ5%гҖӮ
1 пјүжҠҪжЁЈж–№жЎҲж‘ҳиҮӘGB/T 2828 пјҲйҮҮз”ЁзӣҙжҺҘжі•пјҢжҲ–жҹҗдәӣжғ…жіҒйҮҮз”ЁжҸ’е…Ҙжі•пјүгҖӮ
2 пјүеңЁйқһз ҙеЈһжҖ§и©Ұй©—зҡ„жғ…жіҒдёӢпјҢеҰӮжһңжү№йҮҸе°ҸдәҺиҰҒжұӮзҡ„жЁЈжң¬еӨ§е°ҸпјҢеүҮжҮүйҖІиЎҢ100% зҡ„жӘўжҹҘгҖӮ
иЎЁ6 иһәзҙӢз·Ҡеӣә件е°әеҜёзү№жҖ§д»ҘеӨ–зҡ„зү№жҖ§
зү№жҖ§
AQL
еј•з”Ёж Үжә–
ж©ҹжў°зү№жҖ§е’ҢиЎЁйқўзјәйҷ·
йқһз ҙеЈһжҖ§жӘўжҹҘ1пјү
0.65
GB/T 3098.1пҪһ3098.7
GB/T 3098.9пҪһ3098.11гҖҒ
GB/T 3098.15гҖҒ3098.16
GB/T 5779.1пҪһ5779.3зӯү
з ҙеЈһжҖ§жӘўжҹҘ
1.5
еҢ–еӯёжҲҗеҲҶ
1.5
йҮ‘зӣёзү№жҖ§
1.5
еҠҹиғҪпјҲж“ҚдҪңпјүзү№жҖ§
1.5
йҚҚеұӨ
1.5
GB/T 5267.1пҪһ5267.2зӯү
е…¶д»–2пјү
1.5
1пјүеңЁжӘўжҹҘиЎЁйқўзјәйҷ·зҡ„йҒҺзЁӢдёӯпјҲйқһз ҙеЈһжҖ§жӘўжҹҘпјүпјҢеҰӮжһңзҷјзҸҫдёҚе…ҒиЁұзҡ„иЎЁйқўзјәйҷ·пјҲеҰӮж·¬зҒ«иЈӮзё«пјүпјҢз„Ўи«–е®ғеҖ‘зҡ„е°әеҜёеӨ§е°ҸеҰӮдҪ•пјҢеүҮжҮүжӢ’收該жӘўй©—жү№гҖӮ
2пјүж №ж“ҡдҪҝз”ЁжҠҖиЎ“жўқ件пјҢеҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ7 е№іеўҠеңҲзҡ„ж©ҹжў°зү№жҖ§
ж©ҹжў°зү№жҖ§1пјү
зўійӢјжҲ–еҗҲйҮ‘йӢј
дёҚйҸҪйӢј
жңүиүІйҮ‘еұ¬
AQL
зЎ¬еәҰ
0.65
0.65
вҖ”
1пјү еңЁз”ўе“Ғж Үжә–дёӯиҰҸе®ҡгҖӮж №ж“ҡдҪҝз”ЁжҠҖиЎ“жўқ件еҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ8 йҠ·зҡ„ж©ҹжў°зү№жҖ§
ж©ҹжў°зү№жҖ§1пјү
з”ўе“Ғзӯүзҙҡ
ең“жҹұйҠ·гҖҒең“йҢҗйҠ·е’ҢйҠ·и»ё
еҪҲжҖ§йҠ·гҖҒж§ҪйҠ·
AQL
еүӘеҲҮеј·еәҰ
вҖ”
1.5
зЎ¬еәҰ
0.65
0.65
1пјүеңЁз”ўе“Ғж Үжә–дёӯиҰҸе®ҡгҖӮж №ж“ҡдҪҝз”ЁжҠҖиЎ“жўқ件еҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ9 зӣІйүҡйҮҳзҡ„ж©ҹжў°зү№жҖ§
ж©ҹжў°зү№жҖ§1пјү
AQL
жҠ—жӢүеј·еәҰ
1.5
еүӘеҲҮеј·еәҰ
1.5
йҮҳиҠҜж–·иЈӮијүиҚ·
1.5
йҮҳиҠҜжӢҶеҚёеҠӣ
4.0
йҮҳй ӯдҝқжҢҒжҖ§иғҪ
4.0
1пјү еңЁз”ўе“Ғж Үжә–дёӯиҰҸе®ҡгҖӮ
-
йҷ„йҢ„
йҷ„йҢ„A
пјҲжҸҗзӨәзҡ„йҷ„йҢ„пјү
жҺЁи–Ұзҡ„驗收жӘўжҹҘзЁӢеәҸ
пјҲд»Ҙе°әеҜёзү№жҖ§зӮәдҫӢпјү
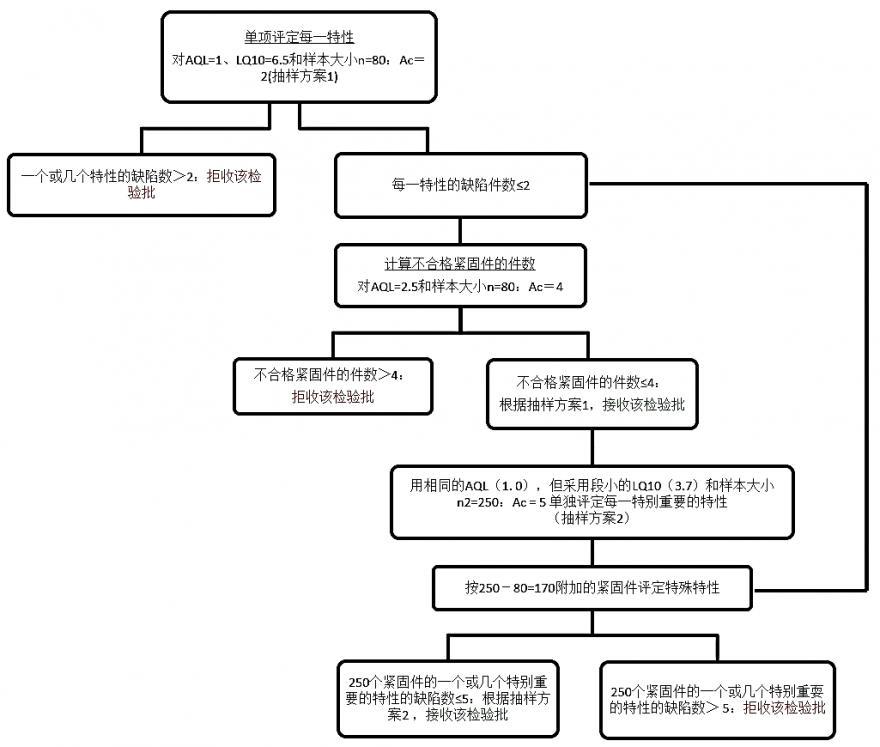
A1 ж–№жЎҲ1
зӮәжӘўй©—жүҖжңүе°әеҜёзү№жҖ§пјҢжҢүиЎЁ5йҒёеҸ–дёҖеҖӢжЁЈжң¬еӨ§е°ҸпјҲnпјүгҖӮеҲҶеҲ«и©•е®ҡжҜҸдёҖзү№жҖ§пјҲиҰӢиЎЁlпҪһиЎЁ4пјүгҖӮ
當жӘўй©—жү№йҖҡйҒҺеҗ„е–®й …зү№жҖ§жӘўй©—еҫҢпјҢдёҚеҗҲж јз·Ҡеӣә件жҢүд»ҘдёӢж–№жі•и©•е®ҡпјҡ
вҖ”вҖ”иЁҲз®—еңЁжүҖжңүзү№жҖ§жӘўй©—дёӯзҷјзҸҫзҡ„дёҚеҗҲж јз·Ҡеӣә件зҡ„ж•ёйҮҸпјҲдёҖеҖӢз·Ҡеӣә件жңүдёҖеҖӢжҲ–е№ҫеҖӢзјәйҷ·жҷӮпјҢеқҮжҢүдёҖеҖӢдёҚеҗҲж јз·Ҡеӣә件жұҒпјҢиҰӢ3.10пјүпјӣ
дёҖдёҖжҜ”ијғдёҚеҗҲж јз·Ҡеӣә件зҡ„件數иҲҮAcеҖј[зӣёжҮүдәҺжЁЈжң¬еӨ§е°ҸпјҲnпјүе’ҢиЎЁ1е°ҚдёҚеҗҲж јз·Ҡеӣә件зөҰеҮәзҡ„AQLеҖјпјҪпјҢд»ҘзЎ®е®ҡжҺҘ收жҲ–жӢ’收該жӘўй©—жү№гҖӮ
зЁӢеәҸ1

A2 ж–№жЎҲ2
зӮәжӘўй©—жүҖжңүе°әеҜёзү№жҖ§пјҢжҢүиЎЁ5йҒёеҸ–дёҖеҖӢжЁЈжң¬еӨ§е°ҸпјҲn1пјүгҖӮйҰ–е…ҲпјҢйҮҮз”ЁжЁЈжң¬еӨ§е°Ҹn1еҜҰж–Ҫж–№жЎҲlиҰҸе®ҡзҡ„зЁӢеәҸгҖӮ當жӘўй©—жү№йҖҡйҒҺжӘўй©—еҫҢпјҢдҪҝз”ЁиҖ…еҸҜд»Ҙжұәе®ҡпјҢйҮҮз”ЁжҢүиЎЁ5жҸҗй«ҳзҡ„жЁЈжң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•ёе°Қзү№еҲ«йҮҚиҰҒзҡ„зү№жҖ§йҖІиЎҢеҲӨе®ҡгҖӮ
然еҫҢпјҡ
вҖ”вҖ”жҢүиЎЁ5йҒёж“ҮдёҖеҖӢијғеӨ§зҡ„жЁЈжң¬еӨ§е°ҸпјҲn2пјүпјӣ
вҖ”вҖ”е°Қзү№еҲ«йҮҚиҰҒзҡ„зү№жҖ§пјҺз”Ёйҷ„еҠ зҡ„жЁЈжң¬пјҲn2пјҚn1пјүйҖІиЎҢжӘўй©—пјӣ
вҖ”вҖ”ж №ж“ҡиЎЁ5пјҢжҢүжЁЈжң¬еӨ§е°ҸпјҲn2пјүе’ҢAQLеҖјзЎ®е®ҡзҡ„AcеҖјпјҢе°Қ該驗收жү№еҲӨе®ҡжҺҘ收жҲ–жӢ’收гҖӮ
зЁӢеәҸ2
йҷ„йҢ„B
пјҲжҸҗзӨәзҡ„йҷ„йҢ„пјү
жң¬ж Үжә–еҹәжң¬иҰҸеүҮзҡ„е°ҺзӨәиҲҮи§ЈйҮӢ
B1 зёҪеүҮ
еңЁеӨ§йҮҸз”ҹз”ўдёӯпјҢйҒҝе…Қз”ўз”ҹдёҚеҗҲж јз·Ҡеӣә件жҳҜдёҚеӨ§зҸҫеҜҰзҡ„пјҺе°Өе…¶еңЁеӨ§жү№йҮҸз”ўе“ҒдёӯпјҢеҸҜиғҪеҒ¶зҲҫеҮәзҸҫдёҖдәӣдёҚеҗҲж јз·Ҡеӣә件гҖӮйҖҡеёёпјҢжҠҖиЎ“иҰҒжұӮд№ҹдёҚйңҖиҰҒжҸҖеҮәдёҚеҗҲж јзҡ„з·Ҡеӣә件пјҺеӣ еңЁд»»дҪ•жғ…жіҒдёӢпјҢйҖҷйғҪжҳҜдёҖеҖӢеӣ°йӣЈдё”дёҚ經жҝҹзҡ„зЁӢеәҸгҖӮ
жҜҸеҖӢдёҚеҗҲж јз·Ҡеӣә件йғҪеҸҜиғҪе°Қй җжңҹдҪҝз”ЁжңүдёҚеҲ©еҪұйҹҝиҖҢеј•иө·з”іиЁҙгҖӮ
жҹҗдәӣйңҖж–№иҰҒжұӮйҖҗеҖӢжӘўй©—жҜҸеҖӢз·Ҡеӣә件пјҢ并еҲҶйҒёеҮәдёҚеҗҲж јз·Ҡеӣә件гҖӮеҝ…иҰҒжҷӮйӮ„е°ҶжҸҗеҮәз”іиЁҙгҖӮжң¬ж Үжә–иҰҸе®ҡзҡ„зЁӢеәҸе’ҢAQLеҖјдёҚйҖӮз”ЁдәҺйҖҷзЁ®жғ…жіҒгҖӮ
йҖҡеёёпјҢеғ…з”ұйңҖж–№е°ҚеӨ§жү№з·Ҡеӣә件йҖІиЎҢйҡҸж©ҹжҠҪжЁЈгҖӮз”ұдәҺйҮҮз”ЁйҡҸж©ҹжӘўй©—пјҢе°ҚжӘўй©—жү№дёӯеҜҰйҡӣеӯҳеңЁзҡ„дёҚеҗҲж јз·Ҡеӣә件數йҮҸпјҢе…ҒиЁұд»ҘдёҚеҗҢзЁӢеәҰзҡ„жҰӮзҺҮжҺЁе°ҺеҮәжңүе·®з•°зҡ„зөҗи«–гҖӮи©ІжҰӮзҺҮеҸ–жұәдәҺжЁЈжң¬еӨ§е°ҸпјҲжӘўжҹҘзЁӢеәҰпјүгҖӮ
B2 зӣ®зҡ„
жң¬ж Үжә–зөҰеҮәзҡ„жҠҖиЎ“жўқ件пјҢеңЁжңӘзҹҘж•ҙжү№з”ўе“ҒдёӯдёҚеҗҲж јз·Ҡеӣә件жүҖеҚ жә–зЎ®жҜ”зҺҮзҡ„жғ…жіҒдёӢпјҢзӮәзЎ®е®ҡз”ўе“ҒиіӘйҮҸжҸҗдҫӣдәҶе®ўи§Җзҡ„еҲӨж–·дҫқж“ҡгҖӮе°ҚйӮЈдәӣдёҚеҗҲж јз·Ҡеӣә件зҡ„жҜ”зҺҮе°Ҹзҡ„пјҲе°ҸдәҺAQLеҖјпјүжӘўй©—жү№пјҢеҰӮжһңйҮҮз”ЁдёҚйҖӮ當зҡ„жҠҪжЁЈж–№жЎҲпјҲеҰӮжЁЈе“ҒеӨ§е°ҸnеӨӘе°ҸпјүпјҢиҖҢиў«дёҚжҒ°з•¶ең°е®ҡзӮәи¶…еҮәдәҶиҰҒжұӮпјҢеүҮйңҖиҰҒзӣЎеҸҜиғҪзҡ„е°Қдҫӣж–№жҸҗдҫӣдҝқиӯ·гҖӮ
B3 第1з« зҡ„иғҢжҷҜжғ…жіҒ
жң¬ж Үжә–иҰҸе®ҡзҡ„еҗҲж јиіӘйҮҸж°ҙе№іпјҲAQLеҖјпјүе’ҢжҠҪжЁЈж–№жЎҲпјҢе°ҚдәҺзјәйҷ·жҜ”зҺҮзӯүдәҺAQLеҖјзҡ„жү№зҡ„жӢ’收жҜ”дҫӢпјҢеҚіз”ҹз”ўиҖ…йўЁйҡӘдёҚи¶…йҒҺ5%гҖӮ
жң¬жҠҖиЎ“жўқ件дёҖж–№йқўдҝқиӯ·дҫӣж–№пјҢеҸҰдёҖж–№йқўд№ҹзөҰдәҲйңҖж–№з”ұдәҺжҠҖиЎ“еҺҹеӣ йҒёж“ҮйңҖиҰҒзҡ„жҠҪжЁЈж–№жЎҲзҡ„иҮӘз”ұеәҰгҖӮ
еӣ жӯӨпјҢйңҖж–№еҸҜж №ж“ҡеҫһеҗҢдёҖдҫӣж–№пјҲиіӘйҮҸеҸІпјүд»ҘеҫҖжҺҘ收жү№дёӯзҚІеҫ—зҡ„經驗е’Ңе°Қз”ўе“ҒеҠҹиғҪзҡ„жҠҖиЎ“иҰҒжұӮпјҢзЎ®е®ҡжӘўй©—зҜ„еңҚгҖӮжЁЈжң¬еӨ§е°Ҹи¶ҠеӨ§пјҲеҚіжҠҪжЁЈж–№жЎҲзҡ„LQеҖјжҺҘиҝ‘AQLпјүпјҢеүҮе°ҚдёҚеҗҲж јз·Ҡеӣә件зҡ„жҜ”зҺҮжҳҺйЎҜең°и¶…еҮәAQLеҖјзҡ„з”ўе“Ғжү№иҫЁеҲ«зҡ„жҰӮзҺҮи¶Ҡй«ҳпјӣеӣ жӯӨпјҢе…¶е·ҘдҪңйҮҸе’Ңж¶үеҸҠзҡ„иІ»з”Ёд№ҹи¶ҠеӨ§гҖӮйңҖж–№еҸҜйҒӢз”Ёжң¬й©—收иҰҸеүҮпјҢе°Қзү№е®ҡзҡ„з’°еўғжўқ件йҒёж“ҮжңҖдҪіжҠҖиЎ“е’Ң經жҝҹеҸғж•ёгҖӮ
B4 第4з« зҡ„иғҢжҷҜжғ…жіҒ
д»ҘдёӢд»Ӣзҙ№жҠҪжЁЈж–№жЎҲпјҲжЁЈжң¬еӨ§е°ҸгҖҒеҗҲж јеҲӨе®ҡж•ёпјүиҲҮAQLе’ҢLQеҖјзҡ„й—ңзі»гҖӮ
жҜҸдёҖжҠҪжЁЈж–№жЎҲеқҮеҸҜз”Ёе®ғзҡ„е·ҘдҪңзү№жҖ§жӣІз·ҡпјҲOCжӣІз·ҡпјҢиҰӢең–B1пјүжҸҸиҝ°гҖӮйҖҷеҖӢжӣІз·ҡйЎҜзӨәдәҶйҡҸзқҖжӘўй©—жү№дёӯдёҚеҗҲж јз·Ҡеӣә件зҡ„еҜҰйҡӣжҜ”зҺҮзҡ„и®ҠеҢ–пјҢеңЁдёҖеҖӢжҠҪжЁЈжӘўй©—дёӯеҮәзҸҫзҡ„жҺҘ收жҰӮзҺҮгҖӮе°ҚйҖӮз”Ёзҡ„жҠҪжЁЈиҰҸе®ҡдәҶе·ҘдҪңзү№жҖ§жӣІз·ҡзҡ„е…©еҖӢй»һпјҢеҚіжҺҘ收жҰӮзҺҮзӮә95%е’Ң10%зҡ„й»һгҖӮOCжӣІз·ҡзҡ„95%й»һиҰҒжұӮеӨ§дәҺжҲ–зӯүдәҺиҰҸе®ҡзҡ„AQL еҖјгҖӮOCжӣІз·ҡпјҲLQ10еҖјпјүзҡ„10%й»һпјҢеүҮжҳҜз”ұйңҖж–№д»»йҒёзҡ„гҖӮ當жӘўй©—жү№дёӯдёҚеҗҲж јз·Ҡеӣә件зҡ„жҜ”зҺҮзӣёз•¶дәҺLQ10еҖјжҷӮпјҢеүҮжңғеј•иө·зӣёз•¶й«ҳзҡ„пјҲ90%зҡ„жҰӮзҺҮпјүз”іиЁҙжҰӮзҺҮгҖӮ
жң¬ж Үжә–зҡ„иЎЁ5йҖӮз”ЁдәҺжІ’жңүиҮӘе®ҡжҠҪжЁЈиҰҸеүҮзҡ„дҪҝз”ЁиҖ…гҖӮ
жҠҪжЁЈжӘўй©—еғ…з”ЁдәҺзЎ®е®ҡж•ҙжү№з”ўе“Ғзҡ„驗收жҲ–жӢ’收гҖӮжңүеҖӢеҲ«дёҚеҗҲж јз·Ҡеӣә件д№ҹеҸҜиғҪдёҚеҸ—еҪұйҹҝпјӣеҚідҪҝиў«жҺҘ收пјҢжІ’жңүд»»дҪ•зјәйҷ·д№ҹжҳҜеҸҜиғҪзҡ„гҖӮ
еңЁи®Ёи«–AQLеҖјзҡ„йҒҺзЁӢдёӯпјҢйҖҡеёёиӘҚзӮәпјҡе°Қж•ҙеҖӢдәӨд»ҳзҡ„з”ўе“Ғжңүзјәйҷ·зҡ„йӣ¶д»¶зҙ„еҚ 5%жҷӮпјҢе°Қз·Ҡеӣә件зҡ„дҫӣж–№жҳҜдёҚ經жҝҹзҡ„гҖӮеӣ жӯӨжң¬ж Үжә–иҰҸе®ҡзҡ„AQLеҖје’Ңз”ҹз”ўиҖ…йўЁйҡӘпјҢеғ…еғ…иҰ–зӮәзЎ®е®ҡжҠҪжЁЈж–№жЎҲжҳҜеҗҰеҗҲйҖӮзҡ„зү№жҖ§еҖјгҖӮз·Ҡеӣә件еҲ¶йҖ зҡ„иіӘйҮҸйҖҡеёёжҳҜе„ӘдәҺAQLеҖјзҡ„гҖӮ

зӨәдҫӢпјҡAQL=lгҖҒжҠҪжЁЈж–№жЎҲ32/1гҖҒ80/2е’Ң400/7
ең–B1 жҠҪжЁЈж–№жЎҲзҡ„е·ҘдҪңзү№жҖ§жӣІз·ҡ
B5 е°Қ第4з« йҷ„еҠ зҡ„дҝЎжҒҜ
еҲ¶йҖ иҖ…ж №ж“ҡиҮӘе·ұзҡ„еҲӨж–·дҪҝз”Ёе°Қе…¶дјјд№ҺжҳҜеҗҲйҖӮзҡ„ж–№ејҸе’Ңж–№жі•пјҢеҸҜжҢүиҮӘе·ұе·ІзҹҘзҡ„еҲ¶йҖ е·Ҙи—қгҖҒжқҗж–ҷгҖҒз·Ҡеӣә件зҡ„еһӢејҸе’Ңзјәйҷ·еҮәзҸҫзҡ„й »зҺҮзӯүжӘўй©—з”ўе“ҒгҖӮеҰӮжһңдҪҝз”ЁдёҚеҗҢзҡ„ж–№ејҸе’Ңж–№жі•иғҪеӨ з”ўз”ҹзӣёеҗҢзөҗжһңпјҢжң¬ж Үжә–е°ҚеҲ¶йҖ иҖ…еңЁеҲ¶йҖ жҲ–жңҖзөӮжӘўй©—дёӯпјҢзөҰеҮәзҡ„зЁӢеәҸе’ҢжӘўй©—пјҢ并йқһеј·еҲ¶дҪҝз”Ёзҡ„гҖӮ
йңҖж–№д№ҹеҸҜиғҪдҪҝз”Ёдјјд№Һе°Қд»–еҖ‘еҗҲйҖӮзҡ„д»»дҪ•жӘўй©—ж–№жі•гҖӮ然иҖҢпјҢиҰҒжұӮжӣҙеҡҙж јзҡ„жӘўй©—пјҲе°ҚжҮүијғдҪҺжҺҘ收жҰӮзҺҮзҡ„ијғдҪҺAQLеҖјпјүпјҢиҲҮжң¬ж Үжә–зҡ„иҰҒжұӮжҳҜдёҚдёҖз·»зҡ„пјҢеҰӮеңЁз°ҪиЁӮеҗҲеҗҢжҷӮе·Ізү№еҲ« еҚ”е•ҶеҗҢж„ҸиҖ…пјҢеүҮеҸҜд»ҘжӯӨеҲӨе®ҡжңүй—ңжӘўй©—жү№гҖӮ
жҹҗдәӣе°ҚиҰҸе®ҡе…¬е·®жҲ–жҘөйҷҗзҡ„еҒҸйӣўж—ўдёҚеҪұйҹҝеҠҹиғҪпјҢд№ҹдёҚеҪұйҹҝдҪҝз”ЁжҷӮпјҢжҢү4.2пјҢе°ҚжӯӨйЎһе•ҸйЎҢдёҚжҮүжҸҗеҮәз”іиЁҙгҖӮдҫӢеҰӮпјҢзӮәжҹҗдәӣйӣ»йҚҚеұӨй җз•ҷй–“йҡҷзҡ„жҷ®йҖҡиһәзҙӢпјҢе°ҚиһәзҙӢзҡ„еҠҹиғҪ并無еҪұйҹҝгҖӮеҰӮжһңзЁҚиЁұи¶…еҮәиһәж “иһәзҙӢзӣҙеҫ‘зҡ„дёҠйҷҗпјҢ并且已зҹҘи©ІиһәзҙӢе°ҶдёҚйҖІиЎҢйҚҚеұӨпјҢйӮЈйәјйҖҷзЁ®еҒҸе·®е°Қиһәж “зҡ„еҠҹиғҪжҲ–дҪҝз”Ёз„ЎеҪұйҹҝпјҢж•…дёҚжҮүжҸҗеҮәз”іиЁҙгҖӮ
еҰӮжһңеҜҰйҡӣж•ёеҖјиҷ•дәҺиҰҸе®ҡжҘөйҷҗеҶ…пјҢз„Ўи«–йҮҸиҰҸе’Ңжё¬йҮҸе„ҖеҷЁзҡ„еҺҹе§ӢзӢҖжҖҒе’ҢдҪҝз”Ёжғ…жіҒеҰӮдҪ•пјҢдёҚеҗҢзҡ„жё¬йҮҸж–№жі•е’ҢжӘўй©—зЁӢеәҸе°Қд»»дҪ•йӣ¶д»¶дёҚиғҪе®ҡзӮәжңүзјәйҷ·гҖӮдҪҶдёҚйҖӮз”ЁдәҺиһәзҙӢпјҢеӣ зӮәе°ҚиһәзҙӢзҡ„йҮҸиҰҸжӘўжҹҘжҳҜжұәе®ҡжҖ§зҡ„гҖӮжң¬ж Үжә–ж¶үеҸҠзҡ„жӘўй©—е’Ңжё¬йҮҸзЁӢеәҸзҡ„иҰҸе®ҡпјҢжҮүжҳҜеҰӮдҪ•еңЁеҗ„зЁ®ж–№жі•е’ҢжӘўжё¬иЈқзҪ®зҡ„ж“ҚдҪңдёӯй«”зҸҫжң¬иҰҸеүҮгҖӮеңЁд»ІиЈҒзҡ„жғ…жіҒдёӢпјҢжӘўй©—ж–№жі•е’Ңжё¬йҮҸиЈқзҪ®зҡ„дёҚзЎ®е®ҡжҖ§зҡ„еҪұйҹҝжҮүеҢ…жӢ¬еңЁжӘўй©—е’Ңжё¬йҮҸзөҗжһңзҡ„и©•е®ҡдёӯгҖӮ
B6 第5з« зҡ„иғҢжҷҜжғ…жіҒ
еңЁеңӢ家ж Үжә–з·Ҡеӣә件ж©ҹжў°жҖ§иғҪпјҲеҰӮGB/T 3098.1гҖҒGB/T 3098.2жҲ–GB/T 3098.4пјүжҲ–е°әеҜёпјҲз”ўе“Ғпјүж Үжә–дёӯжңӘиҰҸе®ҡжҘөйҷҗзҡ„жҖ§иғҪпјҢеңЁзү№ж®Ҡжғ…жіҒдёӢеҸҜиғҪжҳҜйҮҚиҰҒзҡ„жҖ§иғҪиҰҒжұӮгҖӮзӮәйҒҝе…Қдәүиӯ°пјҢе…ҒиЁұзҡ„жҘөйҷҗеҖјжҲ–жҘөйҷҗ樣件пјҲжҲ–дәҢиҖ…пјүпјҢжҮүеңЁиЁӮиІЁжҷӮеҚідәҲдәӨжөҒгҖӮ
е°Қи©•е®ҡжҖ§иғҪзҡ„еӨ§еӨҡж•ёйӣ¶д»¶е·ІиҰҸе®ҡдәҶжҘөйҷҗеҖјгҖӮж №ж“ҡйӣ¶д»¶зҡ„еҠҹиғҪе’ҢеҒҸйӣўжҘөйҷҗзҡ„зЁӢеәҰжҹҘеҮәзјәйҷ·пјҢеңЁзү№е®ҡзҡ„жғ…жіҒдёӢпјҢдҫӣж–№е’ҢйңҖж–№еҸҜиғҪйҒ”жҲҗжңүй—ңжҺҘ收гҖҒжӢ’收жҲ–еҶҚеҠ е·ҘжҲ–йҮҚж–°иҷ•зҗҶпјҢ并зӣЎеҸҜиғҪеҢ…жӢ¬иӨҮжӘўзҡ„еҚ”иӯ°гҖӮ
иЁҳйҢ„з”ұеҗҢдёҖдҫӣиІЁж–№жҸҗдҫӣзҡ„дёҚеҗҢжү№з”ўе“Ғзҡ„жӘўжҹҘзөҗжһңпјҢ并еҸҜеңЁдёҖеҖӢзү№е®ҡе‘Ёжңҹдёӯз”ЁзөұиЁҲж–№жі•з№ӘеҲ¶иЎЁзӨәи©Ідҫӣж–№зҡ„иіӘйҮҸж°ҙе№іең–гҖӮеӣ жӯӨпјҢзӮәи©•е®ҡжҜҸдёҖдҫӣж–№иіӘйҮҸж°ҙе№ізҡ„е…ёеһӢж–Ү件пјҢжҺЁи–Ұйқһз ҙеЈһжҖ§е’Ңз ҙеЈһжҖ§жӘўжҹҘжҮүжҳҜйҖЈзәҢе’Ңе®ҡжңҹиЁҳйҢ„зҡ„зөҗжһңпјҲзӮәзҚІеҫ—зөұиЁҲзҡ„еҹәзӨҺпјүгҖӮ
жӣҙеӨҡзӣёй—ңж•ёж“ҡ
| иҲӘеӨ©иЎҢжҘӯ иһәжҜҚ жқҗж–ҷж Үеҝ—пјҲQJ 3146.1-2002пјү | |
| з·Ҡеӣә件 驗收жӘўжҹҘ | |
| з·Ҡеӣә件 ж Үеҝ—иҲҮеҢ…иЈқ | |
| з·Ҡеӣә件 иіӘйҮҸдҝқиӯүй«”зі» |