1 引言
本标準規定了螺紋直徑為1~3mm、產品等級為F級的螺栓、螺釘和螺母的公差。本标準适用于精密機械用标準的和非标準的緊固件。(產品等級F級,一般适用于公差要求高的產品。)
2 表面
支承面和頭部(棱、開槽和十字槽除外)的表面粗糙度應近似等于Ra=1μm,用目測比較确定。
3 螺紋
表1(mm)
螺紋直徑 | 公差 | |
内螺紋 | 外螺紋 | |
1~1.4 | 5H | 4h |
>1.4~3 | 6H | 6g |
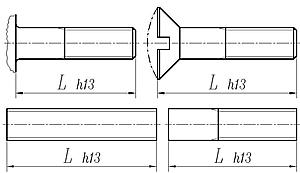
4 螺紋長度b

P——螺距。
5 公稱長度l
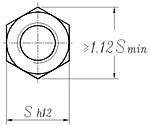
6 扳擰尺寸
6.1 對邊寬度s和對角寬度e
6.2 實際測量位置m’
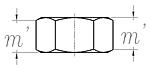
m min——螺母最小高度
6.3 開槽寬度n
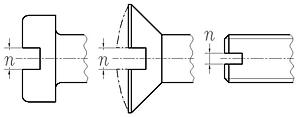
n | |
公稱尺寸 | 公差 |
n<0.3 | C11 |
0.3≤n<0.4 | C12 |
N≥0.4 | C13 |
7 頭部尺寸
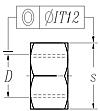
7.1 頭部直徑dk
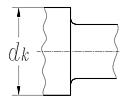
表3
螺紋直徑 | dk公差 | |
開槽 | 十字槽 | |
1~1.4 | h12 | h13 |
>1.4~3 | h13 | h13 |

表4
螺紋直徑 | dk公差* |
1~1.4 | h10 |
>1.4~2 | h12 |
>2~3 | h13 |
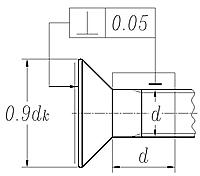
*對十字槽沉頭螺釘釘頭圓度,見表6、圖8。
7.2 頭部高度k

表5
k 公稱尺寸 | 公差 | |
開槽 | 十字槽 | |
k≤0.8 | h11 | h12 |
0.8<k<1.2 | h12 | h13 |
k≥1.2 | h13 | |
8 螺母高度m

9 杆徑ds

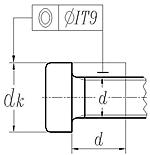
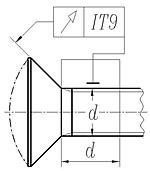
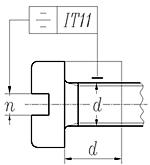
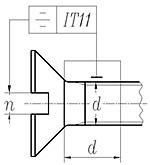
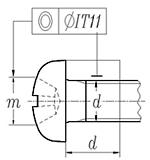
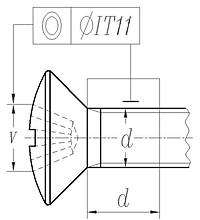
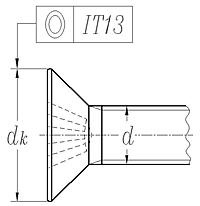
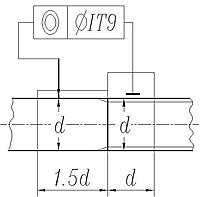
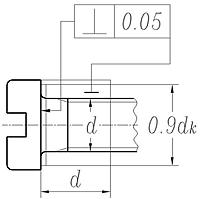
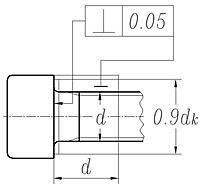
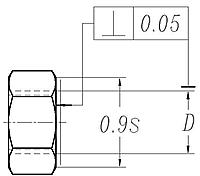
10 形位公差
表6
部位 | 選取公差的依據 |
| dk |
| d |
| d |
| d |
| d |
| d |
| d |
| d |
| d |
| d |
| S |
| / |
| / |
| / |
| / |
產品幾何技術規範(GPS)線性尺寸公差ISO代号體系第1部分:公差、偏差和配合的基礎 (ISO 286-1:2010,MOD))
產品幾何技術規範(GPS) 線性尺寸公差ISO代号體系 第2部分:标準公差帶代号和孔、軸的極限偏差表 (ISO 286-2:2010, MOD))
緊固件公差 平墊圈
鋼質模鍛件 公差及機械加工餘量
緊固件公差 -200℃~+700℃使用的螺栓-螺母連接副
緊固件公差(螺栓、螺柱、螺釘和螺母)
未注公差的線性和角度尺寸的公差
形狀和位置公差 未注公差值
緊固件公差 - 用于精密機械的螺栓、螺釘和螺母

緊固件公差 3: 螺栓、螺釘和螺母用平墊圈, 產品等級為A, C和F級

緊固件公差 Part1:螺栓、螺釘、螺柱和螺母 產品等級 A、B和 C級
航空航天 米制螺栓和螺釘的形狀和位置公差
一般公差 未注長度與角度公差
形狀和位置公差 未注公差值
普通公差 第1部分:未注公差長度及角度尺寸公差
光亮鋼產品尺寸和公差

厚度大于等于3毫米的熱軋鋼闆 - 尺寸、外形、重量及允許偏差
螺紋鋼緊固件的技術供應條件:第2部分 緊固件公差 - 螺栓、螺釘和螺母 產品等級A、B和C
美制螺栓和螺釘公稱長度 L 公差 [TABLE 13]