-
ТіђУАЊУдЂТ▒ѓ
3 ТіђУАЊУдЂТ▒ѓ
3.1 ТЮљТќЎ
УЄфжЉйУЄфТћ╗Уъ║жЄўТЄЅСй┐ућеТ╗▓уб│жІ╝Тѕќує▒УЎЋуљєжІ╝тѕХжђасђѓ
3.2 жЄЉуЏИТђДУЃй
3.2.1 УАежЮбуАгт║д
ує▒УЎЋуљєтЙїУЄфжЉйУЄфТћ╗Уъ║жЄўуџёУАежЮбуАгт║дТЄЅРЅЦ530HV0.3сђѓ
3.2.2 Уі»жЃеуАгт║д
ує▒УЎЋуљєтЙїуџёУі»жЃеуАгт║дуѓ║№╝џ
РђћРђћ320HV5№йъ400HV5 ућеС║јУъ║у┤ІУдЈТа╝РЅцST4.2№╝Џ
РђћРђћ320HV10№йъ400HV10 ућеС║јУъ║у┤ІУдЈТа╝№╝ъST4.2сђѓ
ТјеУќдуџёТюђСйјтЏъуЂФТ║Фт║дуѓ║330РёЃсђѓ
ТЄЅжЂ┐тЁЇ275№йъ315РёЃуџётЏъуЂФТ║Фт║ду»ётюЇ№╝їС╗ЦСЙ┐т░єтЏъуЂФждгТ░ЈжФћУёєТќижбежџфТИЏт░Љтѕ░ТюђСйјуеІт║дсђѓ
3.2.3 Т╗▓уб│т▒цТи▒т║д
Т╗▓уб│т▒цТи▒т║дТЄЅугдтљѕУАе1ухдтЄ║уџёТЋИтђ╝сђѓ
УАе1 Т╗▓уб│т▒цТи▒т║д
Уъ║у┤ІУдЈТа╝
Т╗▓уб│т▒цТи▒т║д
min
max
ST2.9тњїST3.5
0.05
0.18
ST4.2№йъST5.5
0.10
0.23
ST6.3
0.15
0.28
3.2.4 жА»тЙ«ухёу╣ћ
тюеує▒УЎЋуљєтЙїУЄфжЉйУЄфТћ╗Уъ║жЄўуџёжА»тЙ«ухёу╣ћСИГ№╝їУАежЮбуАгтїќт▒цтњїУі»жЃеС╣ІжќЊСИЇТЄЅтЄ║уЈЙтИХуІђжљху┤ажФћсђѓ
3.2.5 Т░ФУёє
жЏ╗жЇЇУЄфжЉйУЄфТћ╗Уъ║жЄўтГўтюетЏаТ░ФУёєУђїТќиУБѓуџётЇ▒жџфсђѓтЏаТГц№╝їТЄЅућ▒тѕХжђаУђЁтњї№╝ѕТѕќ№╝ЅжЏ╗жЇЇУђЁжЄЄтЈќТјфТќй№╝їтїЁТІгТїЅGB/T 3098.17 жђ▓УАїУЕджЕЌТфбТЪЦ№╝їС╗ЦТјДтѕХУЕ▓тЇ▒жџфуџёуЎ╝ућЪсђѓ
GB/T5267.1СИГТюЅжЌюжЏ╗жЇЇуиітЏ║С╗ХТХѕжЎцТ░ФУёєуџёТИгжЄЈУдЂТ▒ѓ№╝їС╣ЪТЄЅС║ѕС╗ЦУђЃТЁ«сђѓ
3.3 ТЕЪТб░ТђДУЃй
3.3.1 жЉйтГћТђДУЃй
Уъ║жЄўжЉйтЅіжЃетѕєТЄЅУЃйтюе4.2.1УдЈт«џуџёУЕджЕЌТбЮС╗ХСИІ№╝їжЉйтЄ║уѓ║ТЊатБЊУѕЄУъ║жЄўжЁЇтљѕуџётєЁУъ║у┤ІТЅђжюђУдЂуџёжаљтѕХтГћсђѓ
3.3.2 Уъ║у┤ІТѕљтъІТђДУЃй
тюеТїЅ3.3.1жЉйтЄ║уџёжаљтѕХтГћСИГ№╝їУЄфжЉйУЄфТћ╗Уъ║жЄўТЄЅУЃйТЊатБЊтЄ║УѕЄтЁХжЁЇтљѕуџётєЁУъ║у┤І№╝їт╣ХтюеТЊ░тЁЦ4.2.1.1УдЈт«џуџёУЕджЕЌжЌєТЎѓ№╝їУъ║жЄўУъ║у┤ІуёАУ«ітйбсђѓ
3.3.3 ТЅГУйЅт╝ит║д
ТїЅ4.2.3УдЈт«џуџёУЕджЕЌТќ╣Т│Ћт░ЇУЄфжЉйУЄфТћ╗Уъ║жЄўжђ▓УАїУЕджЕЌТЎѓ№╝їтЁХТЅГУйЅт╝ит║дТЄЅУЃйС┐ЮУГЅУъ║жЄўуџёуа┤тБъТЅГуЪЕтђ╝уГЅС║јТѕќтцДС║јУАе4уџёУдЈт«џсђѓ
-
УЕджЕЌТќ╣Т│ЋсђЂТЅГуЪЕТЅ│ТЅІ
4 УЕджЕЌТќ╣Т│Ћ
4.1 жЄЉуЏИТђДУЃйУЕджЕЌ
4.1.1 УАежЮбуАгт║дУЕджЕЌ
УАежЮбуАгт║дУЕджЕЌТїЅGB/T 4340.1УдЈт«џсђѓтБЊуЌЋуЏАтЈ»УЃйтюет╣│жЮбжЃетѕє№╝їт╣ХтёфтЁѕтюеУъ║жЄўжаГжЃесђѓ
4.1.2 Уі»жЃеуАгт║дУЕджЕЌ
Уі»жЃеуАгт║дУЕджЕЌТїЅGB/T 4340.1УдЈт«џ№╝їт╣ХТЄЅтюеТЕФтљЉжА»тЙ«ТѕфжЮбСИіжђ▓УАїсђѓ
4.1.3 Т╗▓уб│т▒цТи▒т║дТИгт«џ
УАежЮбТ╗▓уб│т▒цТи▒т║дТЄЅжЄЄућежА»тЙ«жЈАтюеуИ▒тљЉжА»тЙ«ТѕфжЮбСИі№╝їуЅЎжаѓУѕЄуЅЎт║ЋСИГжќЊжЃетѕєуџёуЅЎтЂ┤УЎЋжђ▓УАї№╝їТѕќт░ЇРЅц ST4.2уџёУъ║жЄўтюеУъ║у┤ІуЅЎт║ЋУЎЋжђ▓УАїТИгт«џсђѓ
С╗▓УБЂУЕджЕЌ№╝їТЄЅтюежЄЉуЏИУЕдС╗ХуџёУъ║у┤ІУ╝фт╗ЊСИіућеУЕджЕЌтіЏуѓ║300 gуџёжА»тЙ«уХГТ░ЈуАгт║джђ▓УАїсђѓТ╗▓уб│т▒цТи▒т║дТЄЅУЄфУХЁжЂјУі»жЃет»джџЏуАгт║д30HVуџёж╗ъУхиУеѕу«Ќсђѓ
4.1.4 жА»тЙ«ухёу╣ћУЕджЕЌ
жА»тЙ«ухёу╣ћУЕджЕЌТЄЅТїЅуЏИТЄЅжЄЉуЏИТфбжЕЌТаЄТ║ќжђ▓УАїсђѓ
4.2 ТЕЪТб░ТђДУЃйУЕджЕЌ
4.2.1 жЉйтГћтњїТћ╗ух▓УЕджЕЌ
4.2.1.1 УЕджЕЌУБЮуй«
тюќ1 уѓ║УЕджЕЌУБЮуй«уц║СЙІсђѓ
УЕджЕЌжЌєТЄЅућ▒тљФуб│жЄЈРЅц0.23%уџёСйјуб│жІ╝тѕХТѕљ№╝їтЁХуАгт║дуѓ║110HV30№йъ165HV30№╝ѕТїЅGB/T4340.1ТИгт«џ№╝ЅсђѓУЕджЕЌжЌєуџётјџт║дТЄЅугдтљѕУАе2УдЈт«џсђѓ
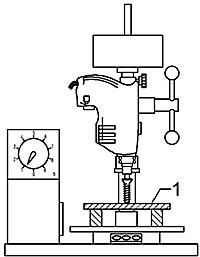
1РђћУЕджЕЌжЌє
тюќ1 жЉйтГћтњїТћ╗ух▓УЕджЕЌУБЮуй«
УАе2 жЉйтГћтњїТћ╗ух▓УЕджЕЌТЋИТЊџ
Уъ║у┤ІУдЈТа╝
УЕджЕЌжЌєтјџт║д1№╝Ѕ/mm
У╗ИтљЉтіЏ/N
ТЊ░тЁЦТЎѓжќЊ/S
max
У╝ЅУЇиСИІУъ║жЄўУйЅжђЪ/mm -1
ST2.9
0.7+0.7=1.4
150
3
1800№йъ2500
ST3.5
1+1=2
150
4
1800№йъ2500
ST4.2
1.5+1.5=3
250
5
1800№йъ2500
ST4.8
2+2=4
250
7
1800№йъ2500
ST5.5
2+3=5
350
11
1000№йъ1800
ST6.3
2+3=5
350
13
1000№йъ1800
1) УЕджЕЌжЌєтјџт║дтЈ»С╗Цућ▒тЁЕтАіжІ╝жЌєухёТѕљсђѓжђЎС║ЏТЋИтђ╝тЃЁжђѓућеС║јжЕЌТћХТфбТЪЦсђѓ
4.2.1.2УЕджЕЌуеІт║Ј
т░єТюЅжЇЇт▒цТѕќуёАжЇЇт▒цуџё№╝ѕТїЅСй┐ућеУдЂТ▒ѓ№╝ЅУъ║жЄўУЕдС╗ХТЊ░тЁЦУЕджЕЌжЌє№╝їуЏ┤УЄ│ТюЅСИђТЅБт«їТЋ┤Уъ║у┤ІуЕ┐жЂјУЕджЕЌжЌєсђѓ
УАе2УдЈт«џуџёУ╗ИтљЉтіЏтњїУъ║жЄўУйЅжђЪжђѓућеС║јжЉйтГћтњїТћ╗ух▓жЂјуеІсђѓ
4.2.2 жЉйтГћТфбжЕЌ
жюђуХЊжЏЎТќ╣тЇћУГ░№╝їтЈ»жђ▓УАїжЉйтГћТфбжЕЌсђѓуѓ║ТГц№╝їТЅђСй┐ућеуџёУЕджЕЌжЌєТЄЅугдтљѕ4.2.1.1уџёУдЂТ▒ѓ№╝їтЁХтјџт║дТЄЅугдтљѕУАе3УдЈт«џсђѓУЕджЕЌжЌєСИіжЉйтГћуџёжЃетѕє№╝їТЄЅтЁѕТ▓ќтЄ║т«џСйЇж╗ъсђѓжЉйжђЈУЕджЕЌжЌєтЙї№╝їжЉйтГћуџёТюђтцДт░║т»ИТЄЅСИЇУХЁтЄ║УАе3УдЈт«џуџёТЦхжЎљсђѓ
тюќ2уџёУЕджЕЌтцЙтЁиТў»т░Їтюќ1УЕджЕЌУБЮуй«уџёУБютЁЁсђѓтЦЌу░АтєЁтЙЉТЄЅТ»ћУъ║у┤ІтцДтЙЉу┤ётіатцД0. 25 mmсђѓтЦЌуГњжЋит║дуџёжЂИТЊЄТЄЅСй┐жЉйжаГжЃетѕєУЃйС╝ИтЄ║тЦЌуГњсђѓ
УАе2УдЈт«џуџёУ╗ИтљЉтіЏС╣ЪтЈ»ућеС║јТїЄт░јт«ЅУБЮУЄфжЉйУЄфТћ╗Уъ║жЄўсђѓтдѓТъюУХЁжЂјжђЎС║ЏТЋИтђ╝№╝їУЕ▓жЉйжаГжЃетѕєтЈ»УЃйтЏаТќиУБѓТѕќжЂјуЄњућбућЪт▒ђжЃеТљЇтБъсђѓ
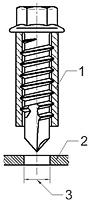
1РђћтЦЌуГњ№╝Џ2РђћУЕджЕЌжЌє№╝Џ3РђћжЉйтГћ
тюќ2 жЉйтГћУЕджЕЌтцЙтЁи
УАе3 жЉйтГћУЕджЕЌТЋИТЊџ
Уъ║у┤ІУдЈТа╝
жЌєуџётјџт║д
тГћтЙЉ
min
max
ST2.9
1
2.2
2.5
ST3.5
1
2.7
3.0
ST4.2
2
3.2
3.6
ST4.8
2
3.7
4.2
ST5.5
2
4.2
4.8
ST6.3
2
4.8
5.4
4.2.3 ТЅГуЪЕУЕджЕЌ
Уъ║жЄўУЕдС╗ХТЄЅтцЙуиітюеУѕЄУъ║жЄўУъ║у┤ІуЏИтї╣жЁЇуџёУъ║у┤ІжќІтљѕТеАТѕќтЁХС╗ќУБЮуй«тєЁ№╝їУъ║жЄўтцЙуиіжЃетѕєСИЇТЄЅТљЇтѓисђѓ
тюќ3уѓ║УЕджЕЌУБЮуй«уц║СЙІсђѓтцЙуиітЙї№╝їУЄ│т░ЉТюЅтЁЕТЅБт«їТЋ┤Уъ║у┤ІС╝ИтЄ║тцЙуиіУБЮуй«№╝їжЎцУъ║жЄўжЉйжаГжЃетѕєтцќУЄ│т░ЉТюЅтЁЕТЅБт«їТЋ┤Уъ║у┤ІуЅбтЏ║тю░тцЙуиітюежќІтљѕТеАтєЁсђѓтюеУъ║жЄўуЪГУдЈТа╝уџёТЃЁТ│ЂСИІ№╝їТЄЅуЅбтЏ║тю░тцЙуиіТЋ┤тђІУъ║у┤І№╝їСйєУъ║жЄўжаГжЃеСИЇТЄЅТЅ┐тЈЌтцЙуиітіЏсђѓ
ућеуХЊТаЄт«џуџёТЅГуЪЕРђћТИгжЄЈУБЮуй«№╝їт░ЇУъ║жЄўТќйтіаТЅГуЪЕуЏ┤УЄ│ТќиУБѓсђѓУъ║жЄўТЄЅугдтљѕУАе4УдЈт«џуџёуа┤тБъТЅГуЪЕсђѓ
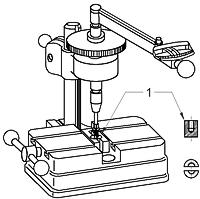
1РђћтИХУЄфТћ╗Уъ║у┤ІуџёуЏ▓тГћжќІтљѕТеА
тюќ3ТЅГуЪЕУЕджЕЌУБЮуй«
УАе4 уа┤тБъТЅГуЪЕ
5 ТЅГуЪЕТЅ│ТЅІУъ║у┤ІУдЈТа╝
уа┤тБъТЅГуЪЕ
min
ST2.9
1.5
ST3.5
2.8
ST4.2
4.7
ST4.8
6.9
ST5.5
10.4
ST6.3
16.9
ућеС║јТЅГуЪЕУЕджЕЌуџёТЅГтіЏТЅ│ТЅІ№╝їТИгжЄЈУфцти«ТЄЅтюеУдЈт«џТЅГуЪЕтђ╝уџё┬▒3%С╗ЦтєЁсђѓС╣ЪтЈ»Сй┐ућеУЃйжА»уц║ТЅГуЪЕСИћу▓Йт║дуЏИуЋХуџётІЋтіЏУБЮуй«сђѓ
С╗▓УБЂУЕджЕЌТЎѓТЄЅСй┐ућеТЅІтІЋТЅГтіЏТЅ│ТЅІсђѓ
ТЏ┤тцџуЏИжЌюТЋИТЊџ