在機械裝配、鋼結構施工和設備制造領域,組裝一套通孔螺栓螺母時,你會擰哪一頭?
很多人回答:“哪邊方便擰哪邊”。
但在工程标準和高可靠性裝配中,通常推薦一個黃金法則:在具備施工空間的前提下,能擰螺母,盡量擰螺母。這并非墨守成規,而是基于嚴謹的力學與工藝邏輯。
01. 扭矩誤區
很多人以為,扭矩扳手設定為100 N·m,螺栓就一定獲得對應夾緊力。
事實上,這是一個巨大誤區!
在緊固一個普通螺紋連接時,施加的扭矩絕大部分都在與摩擦力「内耗」,真正轉化為軸向夾緊力的隻有極少一部分:
- 螺紋摩擦消耗約50%;(克服螺紋旋合阻力)
- 支承面摩擦消耗約40%;(克服接觸面旋轉阻力)
- 真正轉化為軸向夾緊力的不足10%
核心邏輯:摩擦力隻要產生1%的波動,夾緊力就可能出現10%的偏差。因此,決定連接質量的關鍵,不僅是扭矩值,更是如何最大程度地穩定摩擦狀态。
02. 為何先擰螺母
1. 拉伸 vs 扭轉
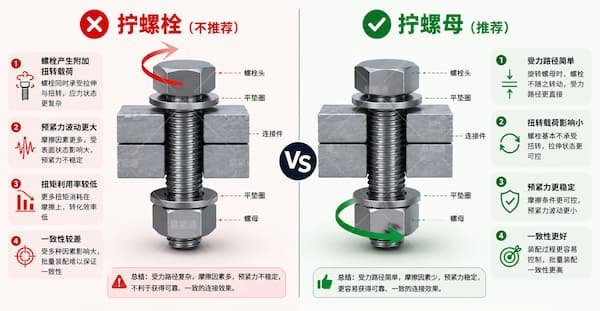
擰螺母時:螺栓不旋轉,僅承受純拉伸應力,預緊力易控;
擰螺栓時:螺栓杆承受扭轉+剪切複合應力,預緊力波動大,易屈服斷裂。
2. 平整面 vs 幾何幹涉
螺栓頭下圓角易與孔邊或墊圈幹涉,導緻摩擦系數突變;
螺母端面加工精度高、平面度好,接觸更均勻,摩擦更穩定。
受力對比總結:擰螺栓受力路徑複雜,摩擦變量多,預緊力波動大;擰螺母螺栓無扭轉載荷,摩擦狀态穩定,批量裝配一緻性更好。
03. “假緊”迷局
在現場,經常遇到扭矩達标、產品合格,但設備使用一段時間後依然松動的怪事。排除質量問題後,底層原因往往是裝配時的摩擦失控,導緻了“假緊”:
- 裝配時潤滑失控:表面有未擦淨的防鏽油、切削液或雜質,使摩擦力驟降,緻使螺栓實際承受的拉力超載,後期極易發生塑性松弛;
- 表面有異物或生鏽:緻使摩擦劇增,扳手大部分的力都消耗在生鏽的螺紋上,真正轉化為夾緊力的可能連5%都不到。設備一震動或微小的間隙釋放,連接點迅速松動。
04. 避坑指南
遇到螺栓松動,先别急着質疑產品質量。
- 确認為通孔連接還是盲孔連接: 如果是盲孔連接(基體自帶螺紋),則隻能擰螺栓;如果是通孔連接,優先确保“固定螺栓,旋轉螺母”。
- 檢查工人的雙工具配合: 現場是否隻用一把扳手在單側硬擰?正确的做法是一側用呆扳手卡死,另一側用扭矩扳手施加标準規範。
- 保持摩擦界面一緻性: 嚴格規範墊圈的放置、接觸面的除鏽與潤滑狀态。
下次巡檢時,不妨多看一眼:操作工擰的,是螺栓頭,還是螺母?