緊固件表面處理 耐腐蝕不鏽鋼的鈍化處理 GB /T 5267.4 - 2009
采用标準
适用範圍
本标準規定了用于耐腐蝕不鏽鋼緊固件表面鈍化處理的常用方法。
鈍化 定義
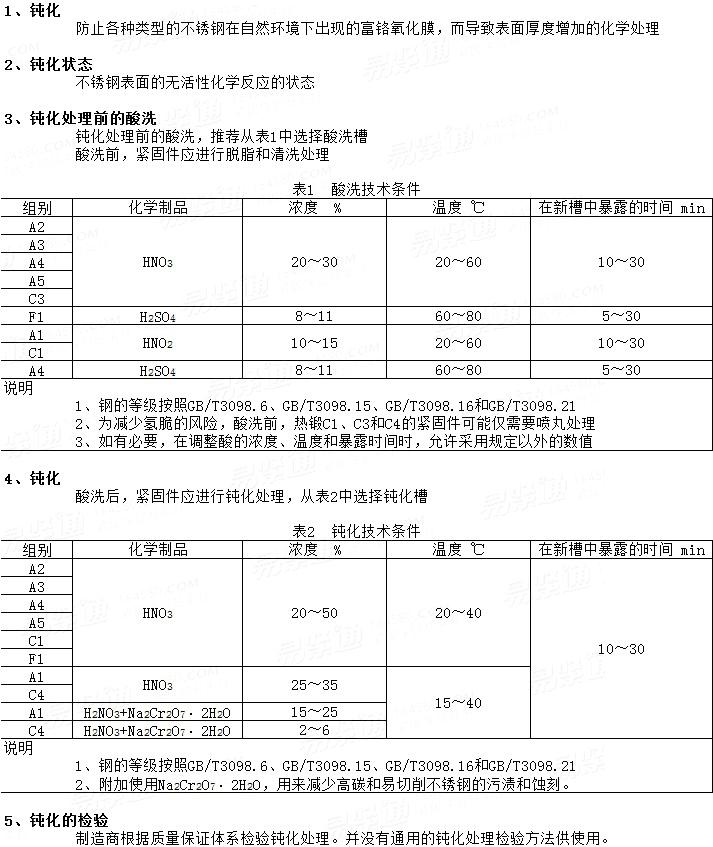
鈍化:防止各種類型的不鏽鋼由于自然出現富鉻氧化膜而導緻表面厚度增加的化學處理。
鈍态:不鏽鋼表面的無活性化學反應的狀态。
鈍化處理前的酸洗
鈍化處理前的酸洗,推薦從表1中選擇酸洗槽。 酸洗前,緊固件應進行脫脂和清洗處理。
表1 酸洗技術條件
組别a | 化學制品 | 濃度c | 溫度c | 在新槽中暴露時間c |
A2 A5 C3b F1 | HNO3 | 20~30 | 20~60 | 10~30 |
H2SO4 | 8~11 | 60~80 | 5~30 | |
A1 | HNO3 | 10~15 | 20~60 | 10~30 |
H2SO4 | 8~11 | 60~80 | 5~30 | |
a. 鋼等級按照GB/T 3098.6、GB/T 3098.15、GB/T 3098.16和GB/T 3098.21。 b. 酸洗前,為減少氫脆的風險,熱鍛緊固件C1、C3和C4原料過程的緊固件可能僅需要噴丸處理。 c. 如有必要,在調整酸的濃度、溫度和曝光時間時,允許采用規定以外的數值。 | ||||
鈍化過程
酸洗後,緊固件應進行鈍化處理,從表2中選擇鈍化槽。
表2 鈍化技術條件
組别 | 化學制品 | 濃度 | 溫度 | 在新槽中暴露時間 |
A2 A5 C1 | HNO3 | 20~50 | 20~40 | 10~30 |
A1 | HNO3b | 25~35 | 15~40 | |
A1 | H2NO3+Na2Cr2O7·2H2Oc | 15~25 | ||
C4 | H2NO3+Na2Cr2O7·2H2Oc | 2~6 | ||
a. 等級按照GB/T 3098.6、GB/T 3098.15、GB/T 3098.16和GB/T 3098.21。 b. 選擇适宜的槽。 c. 附加使用Na2Cr2O7·2H2O,用來減少高碳和易切削不鏽鋼的污漬和蝕刻。 | ||||
鈍化的檢驗
制造商根據質量保證體系檢驗鈍化處理。并沒有通用的鈍化處理檢驗方法供使用。